Para ser direto: a moldagem por compressão é geralmente considerada um processo mais lento por peça quando comparada a métodos de alto volume como a moldagem por injeção. Seus tempos de ciclo são medidos em minutos, em vez de segundos. No entanto, essa perspectiva é incompleta, pois seus requisitos de ferramentas mais simples podem encurtar significativamente o cronograma geral do projeto, desde o projeto até a primeira tiragem de produção.
A velocidade da moldagem por compressão é enganosa. Embora os tempos de ciclo de peças individuais sejam mais longos, suas ferramentas mais rápidas e baratas podem torná-la o caminho mais rápido para o mercado para produção de baixo a médio volume, especialmente para peças grandes ou materiais compósitos específicos.

O que define a velocidade da moldagem por compressão?
Para entender a velocidade do processo, você deve primeiro entender suas etapas fundamentais. O tempo total do ciclo é a soma de vários estágios distintos, muitas vezes manuais.
As Etapas Principais do Processo
O ciclo começa colocando-se uma quantidade pré-medida de material de moldagem, conhecida como carga ou pré-forma, na metade inferior aquecida de uma cavidade do molde.
Em seguida, o molde é fechado, aplicando pressão imensa, o que força o material a preencher toda a cavidade. A combinação de calor e pressão é mantida por um período específico.
O Papel Crítico do Tempo de Cura
Este período de espera, conhecido como tempo de cura, é geralmente a parte mais longa do ciclo. Durante esta fase, os materiais termofixos (como borrachas ou fenólicos) passam por uma reação química de reticulação, endurecendo-os permanentemente.
Ao contrário do resfriamento rápido de termoplásticos na moldagem por injeção, essa cura química é um processo dependente do tempo que não pode ser apressado sem comprometer a integridade estrutural da peça.
Tipo de Material e Espessura da Peça
O tempo de cura necessário é fortemente influenciado por dois fatores: o material que está sendo usado e a espessura da seção transversal da peça.
Peças mais espessas exigem tempos de cura mais longos para garantir que o núcleo do componente atinja a temperatura necessária e cure completamente. Materiais diferentes também têm características de cura inerentemente diferentes.
Comparando Tempos de Ciclo: Moldagem por Compressão vs. Moldagem por Injeção
O ponto de comparação mais comum para velocidade é a moldagem por injeção. Os dois processos atendem a necessidades diferentes e se destacam em diferentes cenários de produção.
A Vantagem da Moldagem por Injeção: Automação e Velocidade
A moldagem por injeção é um processo altamente automatizado projetado para volumes de produção massivos. O plástico derretido é injetado em um molde sob alta pressão, resfriado rapidamente e depois ejetado automaticamente.
Os tempos de ciclo para moldagem por injeção são incrivelmente curtos, geralmente variando de 15 a 60 segundos. Isso a torna imbatível para produzir milhões de peças idênticas a um custo muito baixo por peça.
O Nicho da Moldagem por Compressão: Simplicidade e Materiais
Os ciclos de moldagem por compressão são muito mais longos, geralmente variando de 1 a 6 minutos, e podem ser ainda mais longos para componentes muito grandes ou espessos.
No entanto, ela se destaca na formação de materiais que são difíceis ou impossíveis de moldar por injeção, como compósitos de fibra alta (SMC/BMC), PTFE e várias borrachas termofixas.
Entendendo as Compensações: Velocidade da Peça vs. Velocidade do Projeto
Focar apenas no tempo de ciclo por peça ignora uma parte crítica da equação de fabricação: o tempo e o custo necessários para começar.
Prazo de Entrega das Ferramentas
É aqui que a moldagem por compressão geralmente tem uma vantagem significativa. Os moldes são mais simples, pois não requerem os canais, comportas e canais de resfriamento complexos de um molde de injeção.
Um molde de compressão pode ser projetado e fabricado em 6 a 8 semanas. Um molde de injeção complexo pode facilmente levar 12 a 20 semanas ou mais, representando um grande atraso na colocação de um produto no mercado.
Custo por Peça no Volume
O investimento inicial em um molde de injeção é substancialmente maior. Esse custo é justificado quando distribuído por centenas de milhares ou milhões de peças.
Para volumes menores (por exemplo, 500 a 20.000 unidades), o alto custo das ferramentas de moldagem por injeção pode tornar o custo por peça proibitivo. O custo de ferramental mais baixo da moldagem por compressão a torna muito mais econômica para essas tiragens de produção.
Geometria e Tamanho da Peça
A moldagem por compressão é excepcionalmente adequada para produzir peças grandes e relativamente simples, como painéis de carroceria automotiva, caixas elétricas ou grandes gaxetas. A pressão suave e uniforme é ideal para essas geometrias.
A moldagem por injeção, em contraste, é a escolha superior para peças pequenas e altamente complexas com recursos intrincados e tolerâncias apertadas.
Fazendo a Escolha Certa para o Seu Objetivo
O processo "mais rápido" é aquele que melhor se alinha com os requisitos específicos do seu projeto, desde o volume e material até o orçamento e o tempo de colocação no mercado.
- Se o seu foco principal for produção de alto volume (mais de 100.000 unidades) de peças termoplásticas: o tempo de ciclo inferior a um minuto da moldagem por injeção é o vencedor claro para alcançar o menor custo por peça.
- Se o seu foco principal for um lançamento rápido ou tiragens de baixo a médio volume (menos de 20.000 unidades): o prazo de entrega de ferramentas mais curto da moldagem por compressão pode colocar seu produto no mercado mais rapidamente e de forma mais econômica.
- Se o seu foco principal for o uso de termofixos específicos ou compósitos de fibra alta: a moldagem por compressão é frequentemente o único processo viável, tornando seu tempo de ciclo um parâmetro necessário para trabalhar com esses materiais avançados.
Em última análise, ver a velocidade através da lente do seu cronograma total de projeto — desde as ferramentas iniciais até a peça final — é a chave para selecionar o processo mais eficaz.
Tabela de Resumo:
| Métrica | Moldagem por Compressão | Moldagem por Injeção |
|---|---|---|
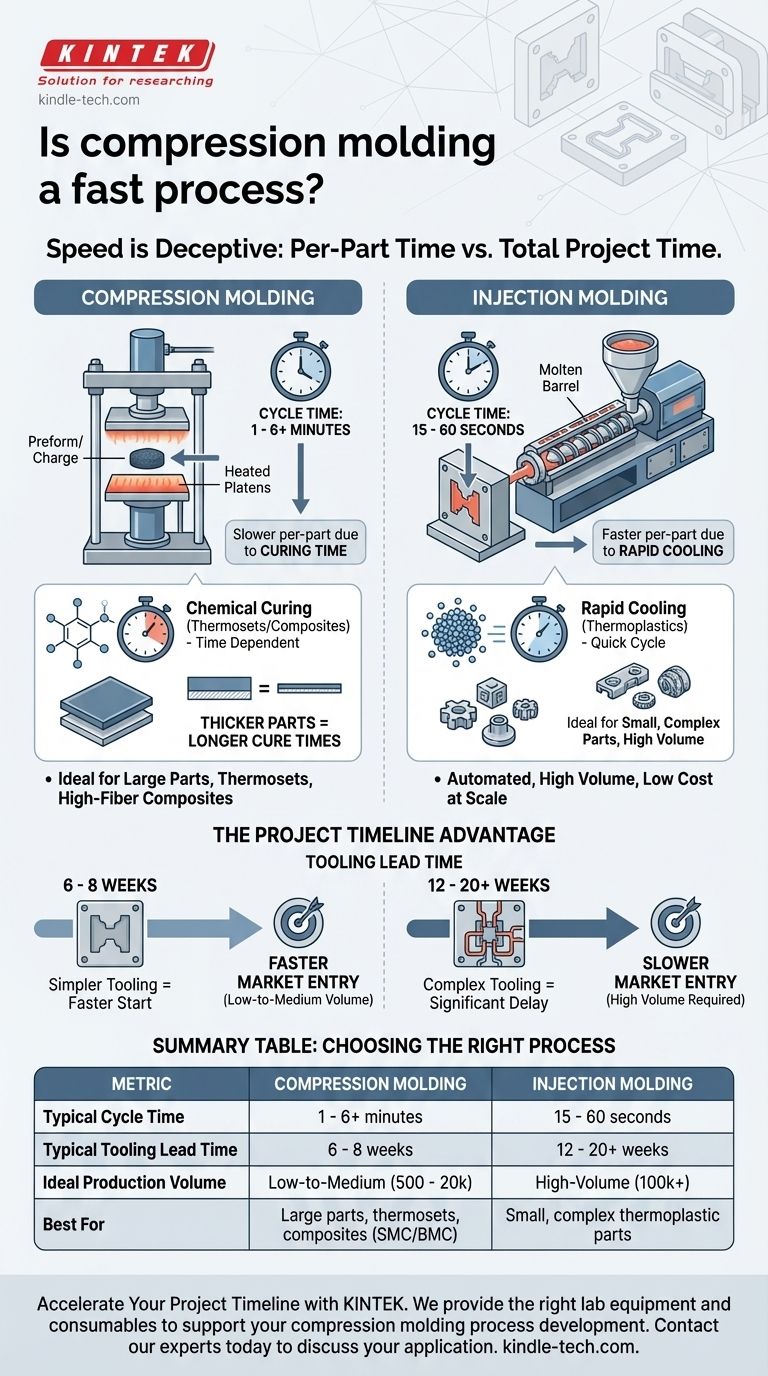
| Tempo de Ciclo Típico | 1 - 6+ minutos | 15 - 60 segundos |
| Prazo de Entrega Típico das Ferramentas | 6 - 8 semanas | 12 - 20+ semanas |
| Volume de Produção Ideal | Baixo a Médio (500 - 20.000 unidades) | Alto Volume (100.000+ unidades) |
| Melhor Para | Peças grandes, termofixos, compósitos (SMC/BMC) | Peças termoplásticas pequenas e complexas |
Precisa colocar sua produção de baixo a médio volume no mercado mais rapidamente?
Na KINTEK, nos especializamos em fornecer os equipamentos de laboratório e consumíveis certos para apoiar seus testes de materiais e desenvolvimento de processos para moldagem por compressão. Se você está trabalhando com compósitos avançados, borrachas ou termofixos, nossas soluções podem ajudá-lo a otimizar seus tempos de cura e garantir a qualidade da peça.
Vamos acelerar o cronograma do seu projeto juntos. Entre em contato com nossos especialistas hoje para discutir sua aplicação específica e como podemos apoiar as necessidades do seu laboratório.
Guia Visual
Produtos relacionados
- Moldes de Prensagem Isostática para Laboratório
- Molde de Prensa de Bolas para Laboratório
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensagem de Pastilhas de Pó de Laboratório com Anel de Plástico XRF & KBR para FTIR
- Molde de Prensagem de Pelotas de Pó de Ácido Bórico XRF para Uso Laboratorial
As pessoas também perguntam
- Qual o tamanho do mercado de prensagem isostática? Uma análise aprofundada do facilitador de manufatura avançada de mais de US$ 1,2 bilhão
- Qual é a aplicação da prensagem isostática? Obtenha Densidade Uniforme em Componentes de Alto Desempenho
- Quais são as aplicações da tecnologia de prensagem isostática? Obtenha densidade e uniformidade superiores do material
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes



















