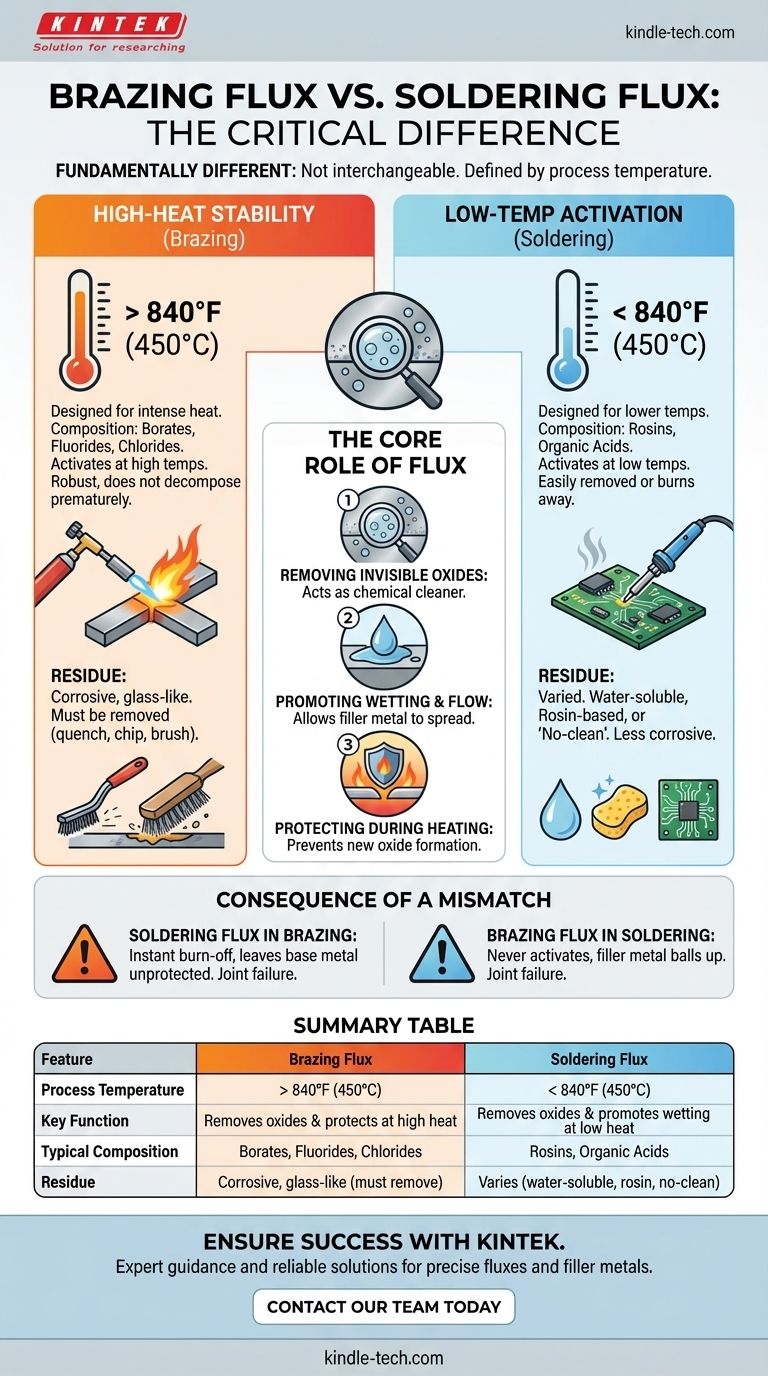
Sim, o fluxo de brasagem e o fluxo de soldagem são fundamentalmente diferentes e não podem ser usados de forma intercambiável. A principal diferença reside na sua formulação química, que é projetada para corresponder às faixas de temperatura distintas de cada processo. O fluxo de brasagem é projetado para permanecer estável e ativo em temperaturas acima de 840°F (450°C), enquanto o fluxo de soldagem é projetado para funcionar nas temperaturas muito mais baixas típicas da soldagem.
O princípio central a entender é que o fluxo deve estar ativo na temperatura de trabalho do seu metal de adição. Usar o fluxo errado fará com que ele não ative ou queime antes que a junta seja feita, resultando em falha imediata da junta.
O Papel Central do Fluxo: O Parceiro Invisível
Para entender por que os fluxos são diferentes, você deve primeiro entender o que o fluxo faz. Não é um aditivo opcional; é um pré-requisito químico para uma junta bem-sucedida.
Removendo Óxidos Invisíveis
Todos os metais, mesmo quando parecem limpos, são cobertos por uma fina e invisível camada de óxido. Essa camada de óxido impede que o metal de adição fundido se ligue ao metal base. O fluxo atua como um limpador químico, removendo essa camada de óxido à medida que a peça é aquecida.
Promovendo a Molhabilidade e o Fluxo
Uma vez que os óxidos são removidos, o fluxo cria uma superfície limpa e protegida. Isso permite que o metal de adição fundido "molhe" os metais base, que é a capacidade de se espalhar uniformemente pela superfície e ser puxado para dentro da junta por ação capilar.
Protegendo a Junta Durante o Aquecimento
À medida que você aquece as peças de metal, a taxa de oxidação aumenta drasticamente. O fluxo cria um cobertor protetor sobre a área da junta, impedindo que novos óxidos se formem enquanto você trabalha.
Por Que a Temperatura Determina a Formulação do Fluxo
A grande diferença nas temperaturas do processo entre soldagem e brasagem é o fator mais importante que dita a química do fluxo.
O Desafio do Fluxo de Brasagem: Estabilidade em Altas Temperaturas
A brasagem ocorre em altas temperaturas, tipicamente de 1100°F a 2200°F (600°C a 1200°C). Um fluxo de brasagem deve ser robusto o suficiente para suportar esse calor intenso sem se decompor ou queimar prematuramente.
Esses fluxos são tipicamente feitos de compostos químicos complexos como boratos, fluoretos e cloretos. Eles são inativos à temperatura ambiente e só se tornam limpadores químicos agressivos em altas temperaturas.
O Desafio do Fluxo de Soldagem: Ativação em Baixa Temperatura
A soldagem ocorre em temperaturas muito mais baixas, geralmente abaixo de 840°F (450°C). Um fluxo de brasagem seria inútil aqui, pois permaneceria como um pó seco e inerte e nunca ativaria.
Os fluxos de soldagem são formulados com resinas ou ácidos orgânicos que ativam nessas temperaturas mais baixas. Eles são projetados para limpar a superfície de forma eficaz e, em seguida, queimar ou serem facilmente removidos.
A Consequência de uma Incompatibilidade
Se você usar fluxo de soldagem para uma operação de brasagem, ele queimará e vaporizará instantaneamente muito antes que o metal de adição de brasagem derreta, deixando o metal base desprotegido e garantindo a falha da junta.
Se você usar fluxo de brasagem para uma operação de soldagem, a temperatura nunca será alta o suficiente para ativar o fluxo. O metal de adição irá se aglomerar e se recusará a fluir, como se você estivesse tentando soldar em uma superfície suja.
Entendendo as Compensações e Resíduos
As diferenças químicas também afetam o que resta após a conclusão do trabalho.
Resíduo de Fluxo de Brasagem: Corrosivo e Semelhante a Vidro
Como contêm sais químicos potentes, os resíduos de fluxo de brasagem são altamente corrosivos. Eles devem ser completamente removidos após o resfriamento da junta. Esse resíduo é frequentemente duro e semelhante a vidro, exigindo têmpera, lascamento ou escovação com arame para remoção.
Resíduo de Fluxo de Soldagem: Um Espectro de Opções
Os fluxos de soldagem oferecem mais variedade. Fluxos solúveis em água são agressivos, mas limpam facilmente com água. Fluxos à base de resina são muito mais suaves e menos corrosivos. Eletrônicos modernos geralmente usam fluxos "no-clean" (sem limpeza), onde o resíduo mínimo não é corrosivo e pode ser deixado na placa.
Fazendo a Escolha Certa para o Seu Processo
Para garantir uma junta bem-sucedida e durável, sua escolha deve ser deliberada e corresponder à temperatura do processo.
- Se o seu foco principal for união de alta resistência com ligas de prata ou bronze (Brasagem): Você deve usar um fluxo de brasagem quimicamente projetado para suportar e ativar em temperaturas acima de 840°F (450°C).
- Se o seu foco principal for união com ligas à base de estanho de ponto de fusão mais baixo (Soldagem): Você deve usar um fluxo de soldagem formulado para ativar em temperaturas abaixo de 840°F (450°C).
- Se o seu foco principal for limpeza pós-processo e segurança: Sempre remova o resíduo corrosivo do fluxo de brasagem e, para soldagem, escolha o fluxo mais suave (como resina ou no-clean) que possa realizar o trabalho.
Sempre trate o fluxo e o metal de adição como um sistema único e inseparável para garantir uma junta confiável.

Tabela Resumo:
| Característica | Fluxo de Brasagem | Fluxo de Soldagem |
|---|---|---|
| Temperatura do Processo | > 840°F (450°C) | < 840°F (450°C) |
| Função Principal | Remove óxidos e protege em altas temperaturas | Remove óxidos e promove molhabilidade em baixas temperaturas |
| Composição Típica | Boratos, Fluoretos, Cloretos | Resinas, Ácidos Orgânicos |
| Resíduo | Corrosivo, semelhante a vidro (deve ser removido) | Varia (pode ser solúvel em água, resina ou no-clean) |
Garanta o sucesso dos seus projetos de brasagem e soldagem com os materiais certos da KINTEK.
A escolha do fluxo correto é fundamental para criar juntas fortes e confiáveis. A KINTEK é especializada em fornecer equipamentos de laboratório e consumíveis de alta qualidade, incluindo os fluxos e metais de adição precisos que seu laboratório ou oficina necessita. Nossos especialistas podem ajudá-lo a selecionar os produtos perfeitos para sua aplicação específica e requisitos de temperatura.
Não arrisque a falha da junta — entre em contato com nossa equipe hoje mesmo para orientação especializada e soluções confiáveis!
Guia Visual
Produtos relacionados
As pessoas também perguntam
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
