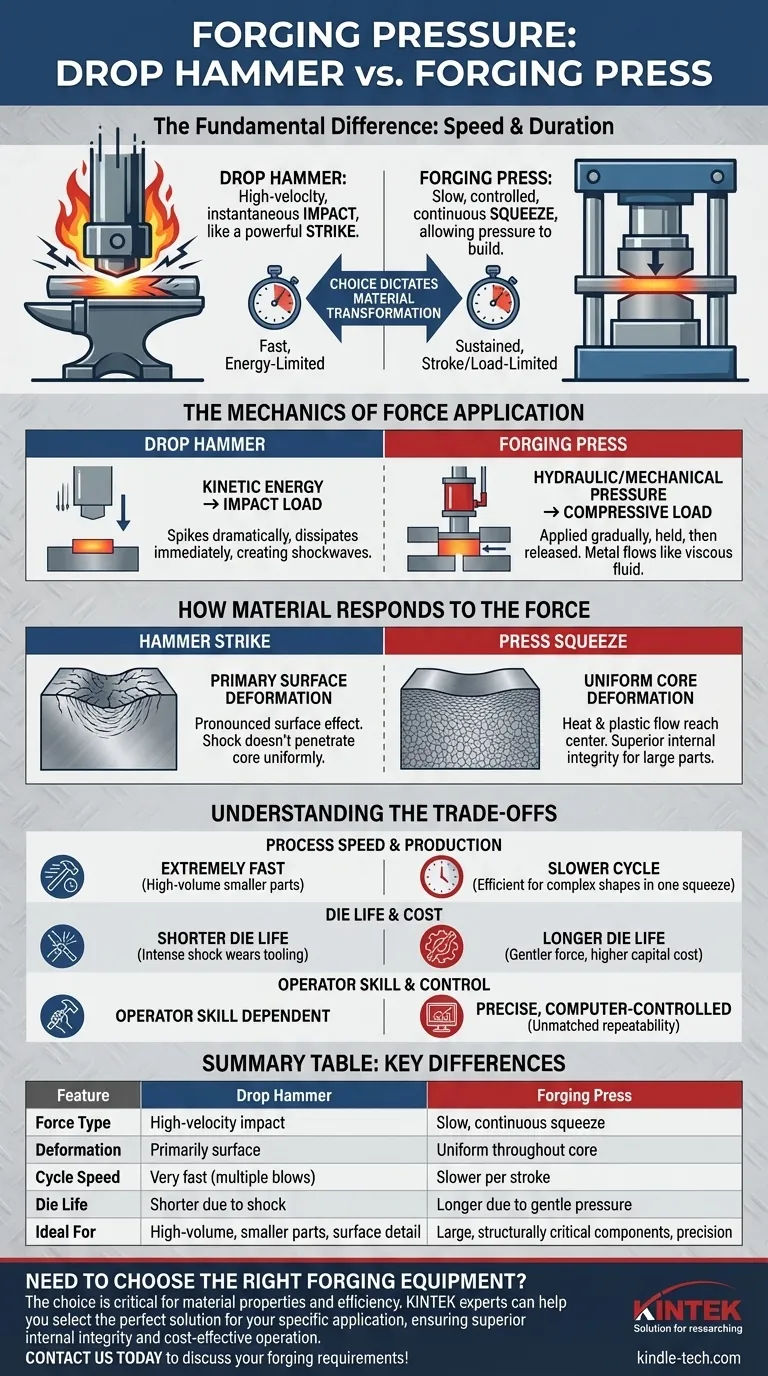
A diferença fundamental reside na velocidade e duração. Um martelo de queda aplica força através de um impacto instantâneo de alta velocidade, muito parecido com um golpe poderoso. Em contraste, uma prensa de forjamento aplica força como um aperto lento, controlado e contínuo, permitindo que a pressão aumente e seja sustentada durante todo o processo de conformação.
Escolher entre um martelo de forjamento e uma prensa vai além de simplesmente moldar o metal; isso dita como o próprio material é transformado. Martelos fornecem impactos de alta velocidade ideais para moldar rapidamente superfícies, enquanto prensas entregam pressão sustentada que deforma todo o volume de um material, produzindo integridade interna superior para componentes grandes.

A Mecânica da Aplicação da Força
Para entender os resultados, você deve primeiro entender os dois princípios físicos distintos em jogo. Um é baseado na energia cinética e o outro é baseado em pressão mecânica ou hidráulica controlada.
Martelos de Queda: O Princípio do Impacto
Um martelo de queda opera com base no princípio de converter energia potencial em energia cinética. Um aríete pesado é levantado e então solto ou acelerado sobre a peça de trabalho.
Isso cria uma carga de impacto — uma quantidade massiva de força entregue em uma fração de segundo. O processo é limitado pela energia; a deformação total é governada pela energia disponível em um único golpe, determinada pela massa do aríete e altura de queda.
A força não é constante. Ela aumenta dramaticamente ao contato e se dissipa quase imediatamente, criando uma poderosa onda de choque através do material.
Prensas de Forjamento: O Princípio da Compressão
Uma prensa de forjamento usa um sistema mecânico ou hidráulico para mover um aríete a uma velocidade muito mais lenta e controlada. Ela aperta a peça de trabalho entre as matrizes em vez de golpeá-la.
Isso cria uma carga compressiva. A força é aplicada gradualmente, mantida por uma duração mais longa e então liberada. Este processo é limitado pelo curso ou limitado pela carga, o que significa que a prensa é projetada para entregar uma força máxima específica durante todo o seu percurso.
Essa pressão sustentada dá ao metal tempo para fluir para as cavidades da matriz, comportando-se mais como um fluido viscoso.
Como o Material Responde à Força
A diferença entre um "golpe" e um "aperto" tem profundas implicações para a peça de trabalho final, afetando tudo, desde sua estrutura interna até suas dimensões finais.
Deformação da Superfície vs. do Núcleo
O impacto rápido e de curta duração de um martelo tende a causar uma deformação mais pronunciada na superfície da peça de trabalho. O choque não tem tempo suficiente para penetrar e deformar o núcleo de uma seção espessa uniformemente.
Por outro lado, a pressão lenta e sustentada de uma prensa permite que o calor e o fluxo plástico atinjam o centro da peça de trabalho. Isso resulta em uma deformação mais completa e uniforme em toda a seção transversal do material, o que é crítico para componentes grandes.
Estrutura de Grãos e Propriedades Finais
A ação de aperto lento de uma prensa amassa o material, levando a uma estrutura de grãos altamente uniforme e refinada em toda a peça. Isso geralmente resulta em propriedades mecânicas superiores, como tenacidade e resistência à fadiga.
Embora um martelo também refine a estrutura de grãos, o efeito pode ser menos uniforme entre a superfície e o núcleo. No entanto, a ação de impacto é excelente para preencher detalhes intrincados e nítidos na superfície de uma peça.
Entendendo as Compensações
Nenhum método é inerentemente superior; eles são adequados para diferentes aplicações, e a escolha envolve equilibrar custo, velocidade e requisitos da peça final.
Velocidade do Processo e Taxa de Produção
Martelos são extremamente rápidos, entregando múltiplos golpes em um curto período. Isso os torna altamente eficazes para produção de alto volume de componentes menores onde múltiplos golpes são necessários para preencher a matriz.
Prensas têm um tempo de ciclo mais lento por curso. No entanto, como deformam o material de forma tão completa, muitas vezes podem formar uma peça complexa em um único aperto, tornando-as mais eficientes para certas geometrias.
Vida Útil da Matriz e Custo do Equipamento
O choque intenso de uma carga de impacto é extremamente prejudicial às ferramentas. As matrizes usadas em martelos sofrem desgaste significativo e têm uma vida útil operacional mais curta.
A força compressiva controlada de uma prensa é muito mais suave para as matrizes, levando a uma vida útil mais longa da matriz e menos manutenção frequente. No entanto, grandes prensas de forjamento, particularmente as hidráulicas, representam um investimento de capital significativamente maior do que os martelos.
Habilidade do Operador e Controle do Processo
O forjamento tradicional com martelo muitas vezes depende muito da habilidade do operador para julgar o número e a intensidade dos golpes necessários.
Prensas modernas, especialmente sistemas hidráulicos, oferecem controle preciso e computadorizado sobre a velocidade e pressão do aríete. Isso proporciona repetibilidade e controle de processo inigualáveis, reduzindo a dependência do julgamento do operador e garantindo qualidade consistente da peça.
Fazendo a Escolha Certa para Sua Aplicação
Sua decisão deve ser guiada pelos requisitos finais do componente que você está produzindo.
- Se o seu foco principal é a produção de alto volume de peças menores com bom detalhe de superfície: Um martelo de queda é frequentemente a escolha mais econômica e rápida.
- Se o seu foco principal é criar componentes grandes e estruturalmente críticos com propriedades internas uniformes: Uma prensa de forjamento é o método superior devido à sua deformação profunda e controlada.
- Se o seu foco principal é precisão, automação e repetibilidade para formas complexas: Uma prensa hidráulica moderna oferece o melhor controle de processo e é a vencedora clara.
Compreender essa distinção central entre impacto e compressão permite que você selecione o processo que garante que seu produto atenda aos requisitos de resistência, integridade e metas de custo.
Tabela Resumo:
| Característica | Martelo de Queda | Prensa de Forjamento |
|---|---|---|
| Tipo de Força | Impacto de alta velocidade | Aperto lento e contínuo |
| Deformação | Principalmente superficial | Uniforme em todo o núcleo |
| Velocidade do Ciclo | Muito rápido (múltiplos golpes) | Mais lento por curso |
| Vida Útil da Matriz | Mais curta devido ao choque | Mais longa devido à pressão suave |
| Ideal Para | Peças menores de alto volume | Componentes grandes e estruturalmente críticos |
Precisa escolher o equipamento de forjamento certo para o seu laboratório ou linha de produção? A escolha entre um martelo e uma prensa é crítica para alcançar as propriedades do material desejadas e a eficiência da produção. A KINTEK é especializada em equipamentos e consumíveis para laboratório, atendendo às necessidades laboratoriais. Nossos especialistas podem ajudá-lo a selecionar a solução perfeita para sua aplicação específica, garantindo integridade interna superior e operação econômica. Entre em contato conosco hoje para discutir suas necessidades de forjamento!
Guia Visual
Produtos relacionados
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Molde de Prensagem de Forma Especial para Laboratório
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Molde de Prensagem de Anel para Aplicações Laboratoriais
As pessoas também perguntam
- O que é uma prensa hidráulica quente? Aproveite o Calor e a Pressão para Manufatura Avançada
- Para que serve uma prensa hidráulica aquecida? Ferramenta essencial para cura, moldagem e laminação
- Qual é a função principal de uma prensa hidráulica aquecida de laboratório no CSP? Revolucionar a Sinterização de Cerâmica a Baixa Temperatura
- Por que a função de aquecimento de uma prensa hidráulica de laboratório é essencial para a montagem do MEA em DEFC? Otimize a Ligação Celular
- Por que uma prensa hidráulica aquecida é usada para prensagem a quente de fitas verdes NASICON? Otimize a Densidade do Seu Eletrólito Sólido

















