Em sua essência, a prensagem isostática é um processo de fabricação que usa um fluido para aplicar pressão perfeitamente uniforme a um material em pó de todas as direções. Ao encapsular o pó em um molde flexível e submergi-lo em um líquido ou gás pressurizado, o processo compacta o material em uma forma sólida e de alta densidade, sem as limitações da prensagem tradicional unidirecional.
A percepção crítica é que a prensagem isostática alavanca um princípio fundamental da dinâmica dos fluidos — que a pressão em um fluido é exercida igualmente em todas as direções. Isso permite criar peças complexas com densidade e resistência excepcionalmente consistentes, algo que os métodos de prensagem convencionais têm dificuldade em alcançar.

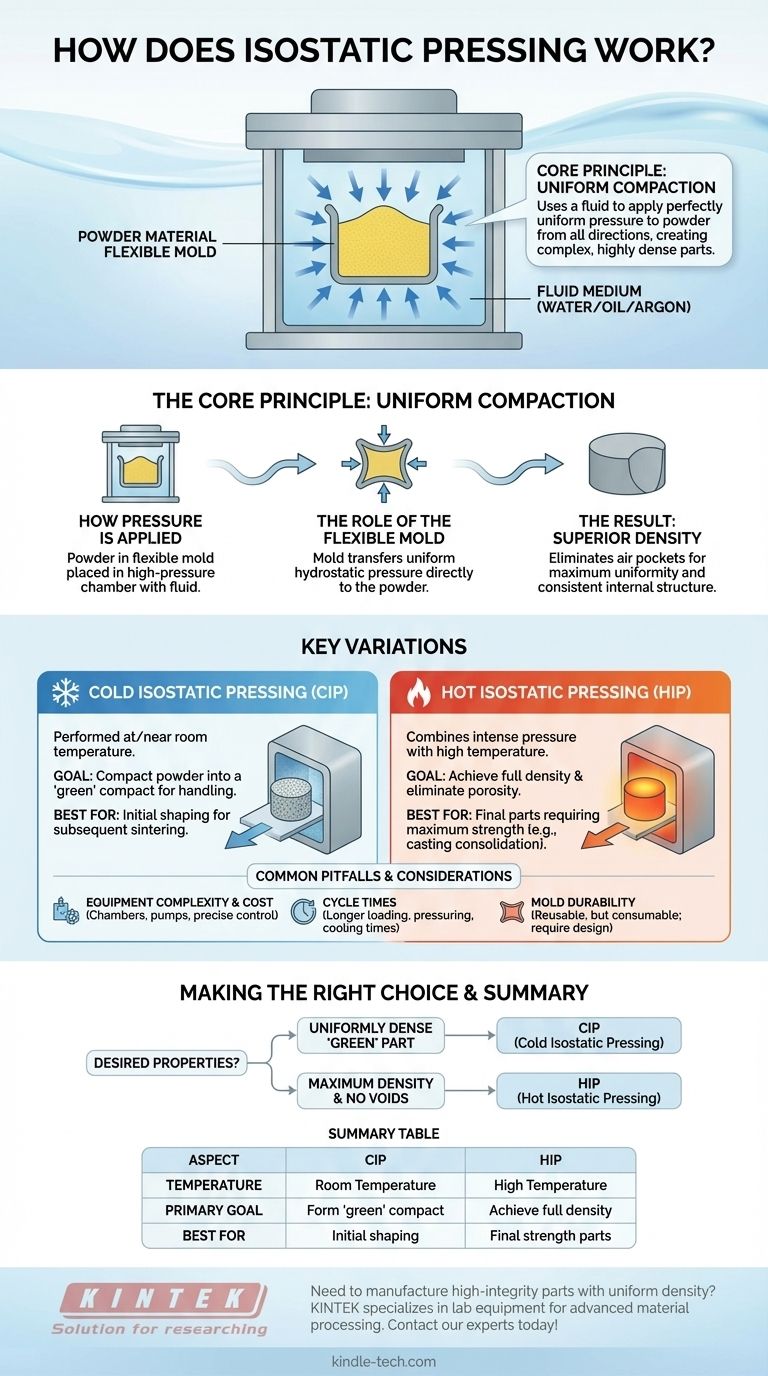
O Princípio Central: Compactação Uniforme
A prensagem isostática é fundamentalmente diferente dos métodos convencionais que usam um pistão para aplicar força ao longo de um único eixo. Essa abordagem única, por todos os lados, é o que confere ao processo suas principais vantagens.
Como a Pressão é Aplicada
O processo começa colocando-se um material em pó, como metal ou cerâmica, em um recipiente ou molde flexível selado, feito de borracha ou plástico. Este recipiente é então colocado dentro de uma câmara de alta pressão cheia com um meio fluido, geralmente água, óleo ou um gás inerte como argônio. Quando a câmara é pressurizada, o fluido transmite essa pressão uniformemente para cada superfície do molde flexível.
O Papel do Molde Flexível
O molde flexível é o componente chave que transfere a pressão hidrostática uniforme do fluido diretamente para o pó contido nele. Como a pressão é igual em todos os pontos da superfície do molde, o pó é compactado com a mesma força de todas as direções simultaneamente.
O Resultado: Densidade e Microestrutura Superiores
Essa compactação uniforme expele bolsões de ar e vazios entre as partículas do pó de forma muito mais eficaz do que a prensagem uniaxial. O resultado final é um produto com uniformidade máxima de densidade e uma estrutura interna consistente em toda a peça, independentemente de sua forma ou complexidade.
Variações Chave do Processo
O termo "prensagem isostática" geralmente se refere a duas técnicas distintas, mas relacionadas: Prensagem Isostática a Frio (CIP) e Prensagem Isostática a Quente (HIP).
Prensagem Isostática a Frio (CIP)
A CIP é realizada à temperatura ambiente ou próxima dela. Seu principal objetivo é compactar pós em uma forma sólida, frequentemente chamada de compactado "verde". Esta peça inicial possui boa resistência para manuseio, mas requer um processo de aquecimento subsequente (sinterização) para atingir suas propriedades finais de densidade total.
Prensagem Isostática a Quente (HIP)
A HIP combina pressão intensa com altas temperaturas, frequentemente em uma câmara cheia de gás argônio inerte. Este processo é usado para consolidar pós em um produto final totalmente denso em uma única etapa ou para eliminar qualquer porosidade interna remanescente em peças feitas por outros métodos, como fundição ou impressão 3D. A combinação de calor e pressão melhora significativamente as propriedades do material.
Armadilhas e Considerações Comuns
Embora poderosa, a prensagem isostática envolve trocas específicas que são importantes de entender.
Complexidade e Custo do Equipamento
A necessidade de câmaras de alta pressão, bombas e, no caso da HIP, sistemas sofisticados de aquecimento e controle, torna o equipamento mais complexo e caro do que as prensas mecânicas tradicionais. Os parâmetros do processo — temperatura, pressão e tempo — devem ser monitorados e controlados com precisão por computadores.
Tempos de Ciclo
O processo de carregamento da câmara, pressurização, manutenção, despressurização e resfriamento pode resultar em tempos de ciclo mais longos em comparação com métodos mais rápidos, como a compactação em matriz. Isso a torna mais adequada para componentes de alto valor onde as propriedades do material são a principal preocupação em detrimento da velocidade de produção em massa.
Durabilidade do Molde
Os moldes flexíveis são submetidos a pressões imensas e devem ser projetados cuidadosamente. Embora reutilizáveis, são itens consumíveis que eventualmente se desgastam e requerem substituição, aumentando o custo operacional do processo.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo isostático correto depende inteiramente das propriedades desejadas do componente final.
- Se seu foco principal é criar uma peça "verde" uniformemente densa para sinterização subsequente: A Prensagem Isostática a Frio (CIP) é a escolha mais eficaz e econômica.
- Se seu foco principal é atingir a densidade máxima e eliminar todos os vazios internos em um componente acabado: A Prensagem Isostática a Quente (HIP) é o processo necessário para alcançar propriedades mecânicas superiores.
Em última análise, a prensagem isostática oferece uma solução poderosa para a fabricação de peças onde a integridade interna e a resistência uniforme são primordiais.
Tabela Resumo:
| Aspecto | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Temperatura | Temperatura Ambiente | Alta Temperatura |
| Objetivo Principal | Formar um compactado 'verde' para sinterização | Atingir densidade total e eliminar porosidade |
| Melhor Para | Moldagem inicial com densidade uniforme | Peças finais que exigem resistência máxima |
Precisa fabricar peças de alta integridade com densidade uniforme? A KINTEK é especializada em equipamentos de laboratório e consumíveis para processamento avançado de materiais. Nossa experiência em soluções de prensagem isostática pode ajudá-lo a alcançar propriedades de material superiores para suas aplicações mais exigentes. Entre em contato com nossos especialistas hoje para discutir como podemos apoiar as necessidades específicas do seu laboratório!
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Qual é o princípio da prensagem isostática a quente? Alcance 100% de Densidade e Desempenho Superior

















