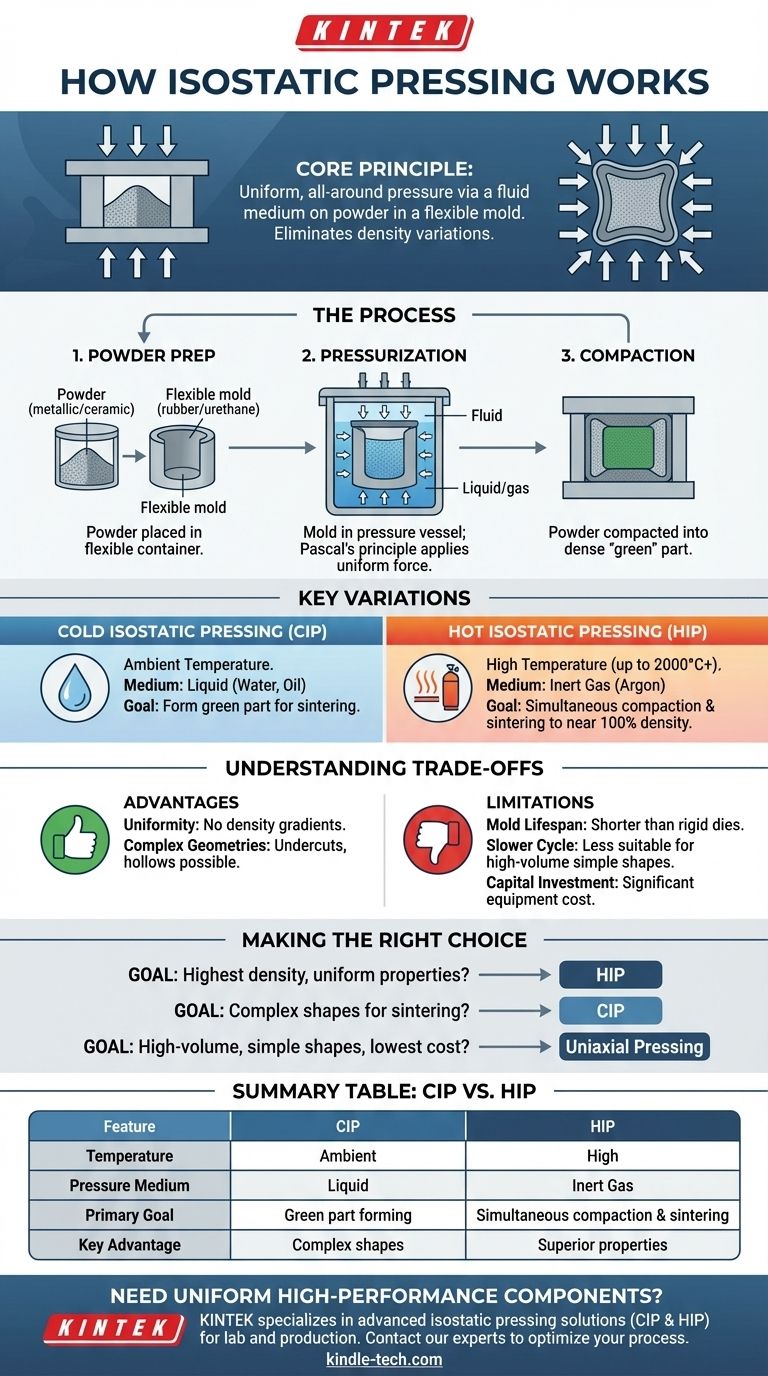
Em sua essência, a prensagem isostática funciona usando um fluido para aplicar pressão uniforme e em todas as direções a um pó selado dentro de um molde flexível. Este método difere significativamente da prensagem tradicional, que aplica força de apenas uma ou duas direções. Ao envolver o molde com um meio pressurizado, o pó é compactado uniformemente de todos os ângulos, resultando em uma peça sólida com propriedades altamente consistentes.
A característica definidora da prensagem isostática é o uso de pressão hidrostática — força igual exercida em todas as superfícies. Isso elimina as variações de densidade e tensões internas comuns em peças feitas com força direcional, levando a componentes finais superiores.

O Princípio Fundamental: Pressão de Todas as Direções
A fabricação tradicional frequentemente envolve empurrar uma matriz em um pó, conhecido como prensagem uniaxial. A prensagem isostática abandona essa abordagem direcional por uma mais holística.
O Papel do Molde Flexível
O processo começa colocando um pó, tipicamente metálico ou cerâmico, em um recipiente flexível ou molde. Este molde é frequentemente feito de borracha, uretano ou PVC.
Este recipiente atua como uma barreira, mantendo o pó separado do fluido pressurizador enquanto transmite com precisão a pressão para o pó dentro.
Aplicação de Pressão Hidrostática
O molde selado é então colocado dentro de um vaso de pressão. Este vaso é preenchido com um fluido, como água ou óleo.
A pressão é aplicada ao fluido, que, de acordo com o princípio de Pascal, transmite essa pressão igual e uniformemente a cada ponto na superfície do molde flexível.
O Processo de Compactação
À medida que o molde é comprimido de todas as direções, ele colapsa para dentro, compactando o pó em uma massa sólida e densa chamada de peça "verde". Esta peça tem a forma do molde, mas ainda é frágil e requer processamento adicional, como sinterização.
Principais Variações do Processo
Embora o princípio central permaneça o mesmo, a prensagem isostática é adaptada para diferentes materiais e resultados, principalmente controlando a temperatura.
Prensagem Isostática a Frio (CIP)
Este é o processo padrão realizado à temperatura ambiente. É usado para criar a peça verde inicial com densidade uniforme antes de passar por aquecimento subsequente (sinterização) para unir as partículas.
Prensagem Isostática a Quente (HIP)
A prensagem isostática a quente combina pressão imensa com altas temperaturas dentro do vaso. Em vez de um líquido, um gás inerte como o argônio é usado como meio de pressão.
A aplicação simultânea de calor e pressão permite que a compactação e a sinterização ocorram em uma única etapa. Este processo pode atingir quase 100% da densidade teórica, eliminando vazios internos e melhorando drasticamente as propriedades mecânicas do material.
Compreendendo as Compensações
A prensagem isostática oferece vantagens significativas, mas não é a solução para todas as aplicações. Compreender suas limitações é fundamental para usá-la de forma eficaz.
Vantagens Sobre a Prensagem Uniaxial
O principal benefício é a uniformidade da peça final. Como a pressão é aplicada de todas as direções, não há gradientes de densidade, o que reduz o risco de empenamento ou rachaduras durante o estágio final de sinterização.
Este método também permite a criação de geometrias mais complexas, incluindo peças com rebaixos ou seções ocas que são impossíveis de formar com uma matriz rígida.
Limitações e Considerações Comuns
As ferramentas, especificamente os moldes flexíveis, têm uma vida útil mais curta do que as matrizes de aço temperado usadas na prensagem convencional.
O tempo de ciclo do processo para a prensagem isostática pode ser mais lento do que para prensas mecânicas de alta velocidade, tornando-o menos adequado para produção de altíssimo volume de formas simples.
Finalmente, o equipamento necessário, especialmente para a prensagem isostática a quente, representa um investimento de capital significativo.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método de compactação correto depende inteiramente das características desejadas do componente final.
- Se seu foco principal é criar peças com a maior densidade possível e propriedades mecânicas uniformes: A Prensagem Isostática a Quente (HIP) é a escolha superior para eliminar toda a porosidade interna.
- Se seu foco principal é produzir formas complexas que não podem ser feitas com matrizes rígidas: A Prensagem Isostática a Frio (CIP) oferece a liberdade geométrica necessária antes da sinterização final.
- Se seu foco principal é a fabricação de alto volume de formas simples com o menor custo: A compactação tradicional por matriz uniaxial é provavelmente o método mais econômico e rápido.
Em última análise, entender como a prensagem isostática aproveita a pressão uniforme permite produzir componentes com um nível de qualidade e complexidade que outros métodos não conseguem alcançar.
Tabela Resumo:
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Temperatura | Ambiente (Temperatura Ambiente) | Alta Temperatura (até 2000°C+) |
| Meio de Pressão | Líquido (Água, Óleo) | Gás Inerte (Argônio) |
| Objetivo Principal | Formar uma peça 'verde' com densidade uniforme para sinterização | Compactação e sinterização simultâneas para quase 100% de densidade |
| Vantagem Chave | Capacidade de formar formas complexas | Propriedades mecânicas superiores, eliminação de porosidade |
Precisa produzir componentes de alto desempenho com densidade uniforme?
A KINTEK é especializada em soluções avançadas de prensagem isostática para suas necessidades de laboratório ou produção. Seja você trabalhando com cerâmicas avançadas, metais ou compósitos, nossa experiência em Prensagem Isostática a Frio (CIP) e Prensagem Isostática a Quente (HIP) pode ajudá-lo a alcançar propriedades de material superiores e geometrias complexas que são impossíveis com métodos tradicionais.
Entre em contato com nossos especialistas hoje através do nosso Formulário de Contato para discutir como nossos equipamentos de laboratório e consumíveis podem otimizar seus processos de desenvolvimento e fabricação de materiais.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas

















