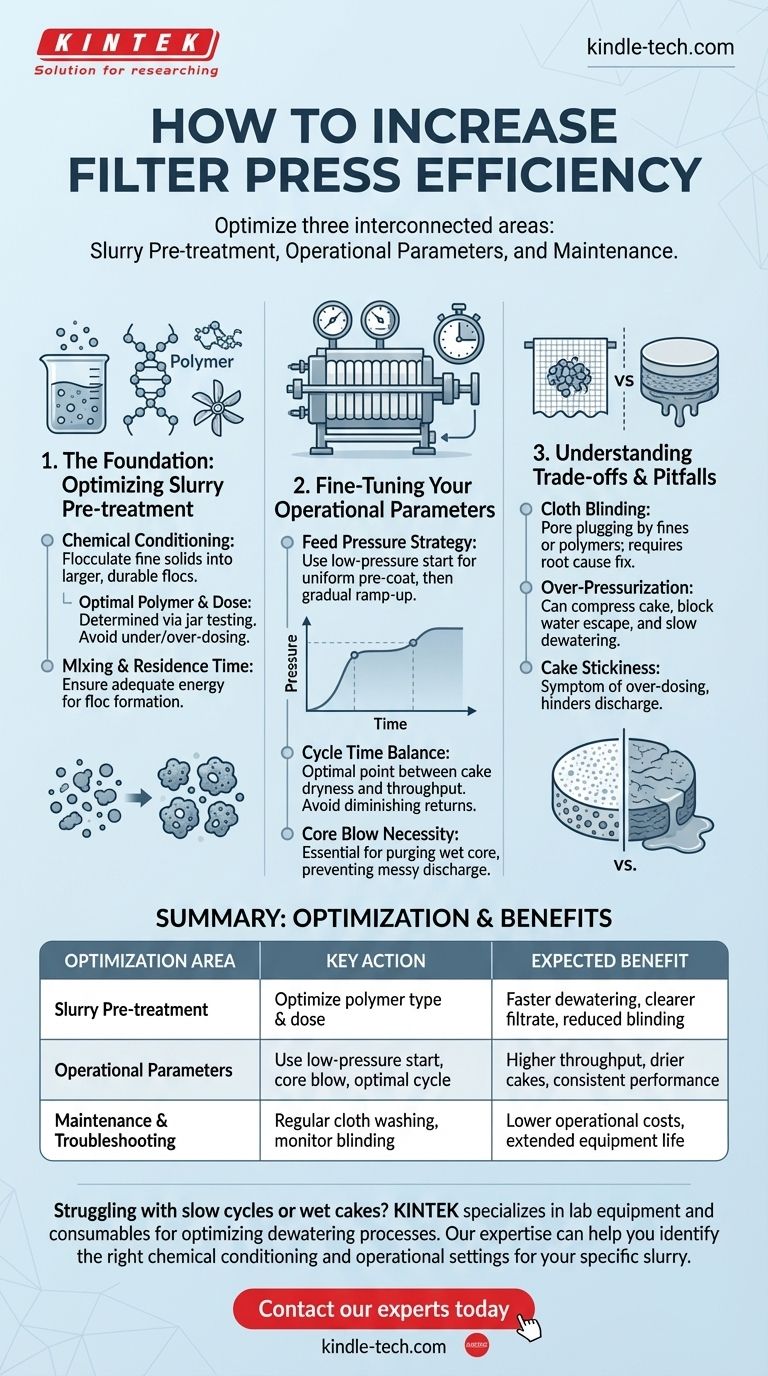
Para aumentar a eficiência da prensa de filtro, você deve otimizar três áreas interligadas: o pré-tratamento químico da polpa, os parâmetros operacionais da própria prensa e um programa de manutenção rigoroso. A verdadeira eficiência não é alcançada focando em apenas um desses elementos, mas vendo a prensa de filtro como a etapa final de um sistema completo de desidratação.
O maior erro ao otimizar uma prensa de filtro é focar apenas na máquina. Os verdadeiros ganhos de eficiência vêm de tratar a causa, não o sintoma, o que quase sempre começa com a forma como a polpa é condicionada antes de entrar na prensa.

A Fundação: Otimizando o Pré-tratamento da Polpa
Uma prensa de filtro só pode remover a água que está disponível para ser removida. O objetivo do pré-tratamento é condicionar a polpa floculando sólidos finos em partículas maiores e mais duráveis, que liberam água facilmente.
O Papel Crítico do Condicionamento Químico
A maioria dos desafios de desidratação se origina aqui. O condicionamento químico, tipicamente com polímeros, é o processo de ligar pequenas partículas suspensas em agregados maiores, ou "flocos".
Esses flocos maiores criam uma estrutura de bolo mais porosa e estável no pano de filtro. Essa porosidade permite que a água passe de forma mais livre e rápida, reduzindo drasticamente o tempo de filtração.
Encontrando o Polímero e a Dose Ótimos
Não existe um polímero universal. A química correta depende do tamanho de partícula, da carga superficial e da composição da sua polpa específica.
A subdosagem resulta em pouca retenção de sólidos, levando a um filtrado turvo e um bolo úmido e pastoso. A sobredosagem é igualmente prejudicial; pode criar uma barreira viscosa e impermeável no pano de filtro, uma condição conhecida como cegamento do pano.
A dose ideal é tipicamente determinada por testes de jarro em laboratório, seguidos de ajustes finos no sistema operacional para obter filtrado límpido e um bolo firme.
A Importância da Mistura e do Tempo de Residência
Simplesmente adicionar o produto químico certo não é suficiente. O polímero precisa de energia de mistura e tempo de residência adequados para se desenrolar e se ligar corretamente às partículas sólidas.
Pouca mistura falha em formar flocos fortes. Muita mistura (alto cisalhamento) pode quebrar os flocos antes que entrem na prensa, desfazendo o trabalho do produto químico.
Ajustando Seus Parâmetros Operacionais
Depois que a polpa estiver devidamente condicionada, você pode otimizar o ciclo da prensa para a eficiência máxima.
Pressão de Alimentação e Estratégia de Rampa
Não comece a bomba de alimentação na pressão máxima. A fase inicial do ciclo deve usar baixa pressão para permitir a formação de uma "pré-camada" uniforme e porosa de sólidos no pano de filtro.
Aumentar a pressão muito rapidamente pode forçar partículas finas para o fundo da trama do pano, causando cegamento imediato e retardando todo o ciclo. Um aumento gradual da pressão após a formação do bolo inicial é muito mais eficaz.
Tempo de Ciclo: Um Ato de Equilíbrio
Ciclos mais longos sob alta pressão produzirão um bolo mais seco, mas ao custo de menor vazão. Há um ponto de retornos decrescentes onde manter a prensa sob pressão por mais 30 minutos pode remover apenas uma pequena fração de água adicional.
O tempo de ciclo ideal equilibra seus requisitos de secura do bolo com os objetivos gerais de produção da sua planta. Monitore a secura do bolo em diferentes durações de ciclo para encontrar seu ponto ideal operacional.
A Necessidade de um Sopragem de Núcleo
Se sua prensa for equipada com isso, uma sopragem de núcleo (core blow) é essencial. Esta etapa usa ar comprimido para purgar o canal de alimentação central (o "núcleo") de polpa úmida e não desidratada antes que os pratos se abram.
Pular esta etapa resulta em uma descarga de bolo úmida e suja e pode deturpar a verdadeira secura do bolo, pois o material úmido do núcleo cai junto com os sólidos devidamente desidratados.
Entendendo as Compensações e Armadilhas
Alcançar a eficiência significa evitar erros comuns que sabotam o desempenho.
Cegamento do Pano: O Assassino Silencioso da Eficiência
O cegamento é o entupimento dos poros do pano de filtro por finos, graxa ou polímero. É a causa mais comum de diminuição da eficiência ao longo do tempo.
Os sintomas incluem tempos de ciclo mais longos, bolos mais úmidos e altas contrapressões. A solução não é mais pressão; é abordar a causa raiz, que muitas vezes é o condicionamento químico inadequado ou a necessidade de um ciclo de lavagem do pano.
Sobrepressurização e Compressibilidade do Bolo
Para muitos tipos de polpas (especialmente lodos orgânicos), aplicar pressão excessiva simplesmente comprime o bolo, fechando os poros e bloqueando o caminho para a água escapar.
Nesses casos, mais pressão na verdade diminui a desidratação. Entender a compressibilidade do seu bolo é fundamental para definir o perfil de pressão correto.
Aderência do Bolo e Problemas de Descarga
Um bolo que é difícil de soltar do pano é um grande gargalo operacional. Este não é um problema mecânico com a prensa; é um sintoma de um processo subótimo.
A causa está quase sempre relacionada à sobredosagem de polímero ou outros desequilíbrios químicos a montante, resultando em uma consistência de bolo viscosa e pegajosa.
Fazendo a Escolha Certa para o Seu Objetivo
Suas ações específicas devem estar diretamente alinhadas com seu objetivo operacional principal.
- Se seu foco principal é maximizar a secura do bolo: Concentre-se em otimizar sua dose de polímero e permita tempos de ciclo mais longos, garantindo que você use a função de sopro de núcleo de forma eficaz.
- Se seu foco principal é maximizar a vazão da planta: Aperfeiçoe seu pré-tratamento para criar flocos altamente permeáveis que desidratam rapidamente e aceite um tempo de ciclo ligeiramente mais curto e um bolo correspondentemente mais úmido.
- Se seu foco principal é reduzir os custos operacionais: Realize testes de jarro regulares para evitar a sobredosagem de polímeros caros e implemente um cronograma de lavagem preventiva do pano para estender a vida útil do pano e reduzir o consumo de energia devido a ciclos longos.
Em última análise, dominar a eficiência da sua prensa de filtro vem de entender e controlar todo o sistema, não apenas a máquina em si.
Tabela Resumo:
| Área de Otimização | Ação Chave | Benefício Esperado |
|---|---|---|
| Pré-tratamento da Polpa | Otimizar o tipo e a dose do polímero através de testes de jarro | Desidratação mais rápida, filtrado mais claro, cegamento reduzido do pano |
| Parâmetros Operacionais | Usar partida de baixa pressão, sopro de núcleo e tempos de ciclo ótimos | Maior vazão, bolos mais secos, desempenho consistente |
| Manutenção e Solução de Problemas | Lavagem regular do pano, monitorar cegamento e aderência | Custos operacionais mais baixos, vida útil prolongada do equipamento |
Com problemas de ciclos lentos ou bolos úmidos? A KINTEK é especializada em equipamentos de laboratório e consumíveis para otimizar processos de desidratação. Nossa experiência pode ajudar você a identificar o condicionamento químico e as configurações operacionais corretas para sua polpa específica.
Entre em contato com nossos especialistas hoje mesmo para discutir como podemos ajudá-lo a alcançar a eficiência máxima da prensa de filtro e reduzir seus custos operacionais.
Guia Visual
Produtos relacionados
- Prensa de Filtro de Laboratório Hidráulica de Diafragma para Filtração de Laboratório
- Prensa Hidráulica de Laboratório para Aplicações em XRF KBR FTIR
- Prensa Elétrica de Laboratório Hidráulica Dividida para Pastilhas
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
As pessoas também perguntam
- Qual é um exemplo de prensa hidráulica? Descubra o Poder da Preparação de Amostras em Laboratório
- Quais são as vantagens e desvantagens das prensas? Um Guia para Prensas de Filtro de Laboratório para P&D
- Qual é a diferença entre a prensa-filtro de placas e quadros e a prensa-filtro de câmara rebaixada? Flexibilidade vs. Eficiência
- Quais são os tipos de filtros prensa na indústria química? Escolha o Certo para o Seu Processo
- Qual é a importância de usar uma prensa hidráulica de laboratório ou peletizadora no processamento de biomassa torrada?


















