Determinar a temperatura correta de brasagem é uma questão de observação, não de adivinhação. O indicador visual mais confiável é o fluxo de brasagem. Quando o fluxo aplicado à sua peça de trabalho para de borbulhar e fica completamente claro e líquido, como água, o metal base atingiu a temperatura adequada para aceitar o metal de enchimento.
O princípio central da brasagem é aquecer os metais base, não a vareta de enchimento. A junta em si deve estar quente o suficiente para derreter o metal de enchimento ao contato, permitindo que a ação capilar o puxe para dentro para uma ligação forte. Seu fluxo é o termômetro mais preciso que você tem.

O Princípio Fundamental: Deixe o Metal Base Fazer o Trabalho
A brasagem cria uma ligação metalúrgica poderosa, mas somente quando a temperatura e o processo de aquecimento são gerenciados corretamente. Entender o "porquê" por trás do processo é fundamental.
Por Que a Temperatura é Tudo
Uma brasagem bem-sucedida depende da ação capilar, a força que puxa o metal de enchimento fundido para o espaço apertado entre suas peças de trabalho. Isso só pode acontecer quando as superfícies dos metais base estão mais quentes do que o ponto de fusão do seu enchimento.
Se o metal base estiver muito frio, a vareta de enchimento simplesmente derreterá com o calor da tocha, se aglomerará e não fluirá para dentro da junta. Isso resulta em uma ligação fraca sem penetração.
O Papel da Tocha
O objetivo da tocha é aquecer os metais base de maneira uniforme e completa. Você nunca deve apontar a chama diretamente para a vareta de enchimento para derretê-la.
Pense no metal base como a frigideira e no metal de enchimento como a manteiga. Você aquece a frigideira, e a frigideira derrete a manteiga uniformemente em sua superfície. Você nunca apontaria uma tocha para um tablete de manteiga tentando cobrir uma frigideira fria.
Lendo as Pistas Visuais: Fluxo e Cor
Seus olhos são as melhores ferramentas para avaliar a temperatura. Você deve aprender a ler os dois indicadores principais: o estado do fluxo e a cor do metal aquecido.
Seu Indicador Principal: Comportamento do Fluxo de Brasagem
O fluxo é seu guia mais confiável. Ele passa por vários estágios visuais distintos à medida que aquece, fornecendo um roteiro claro para a temperatura correta de brasagem.
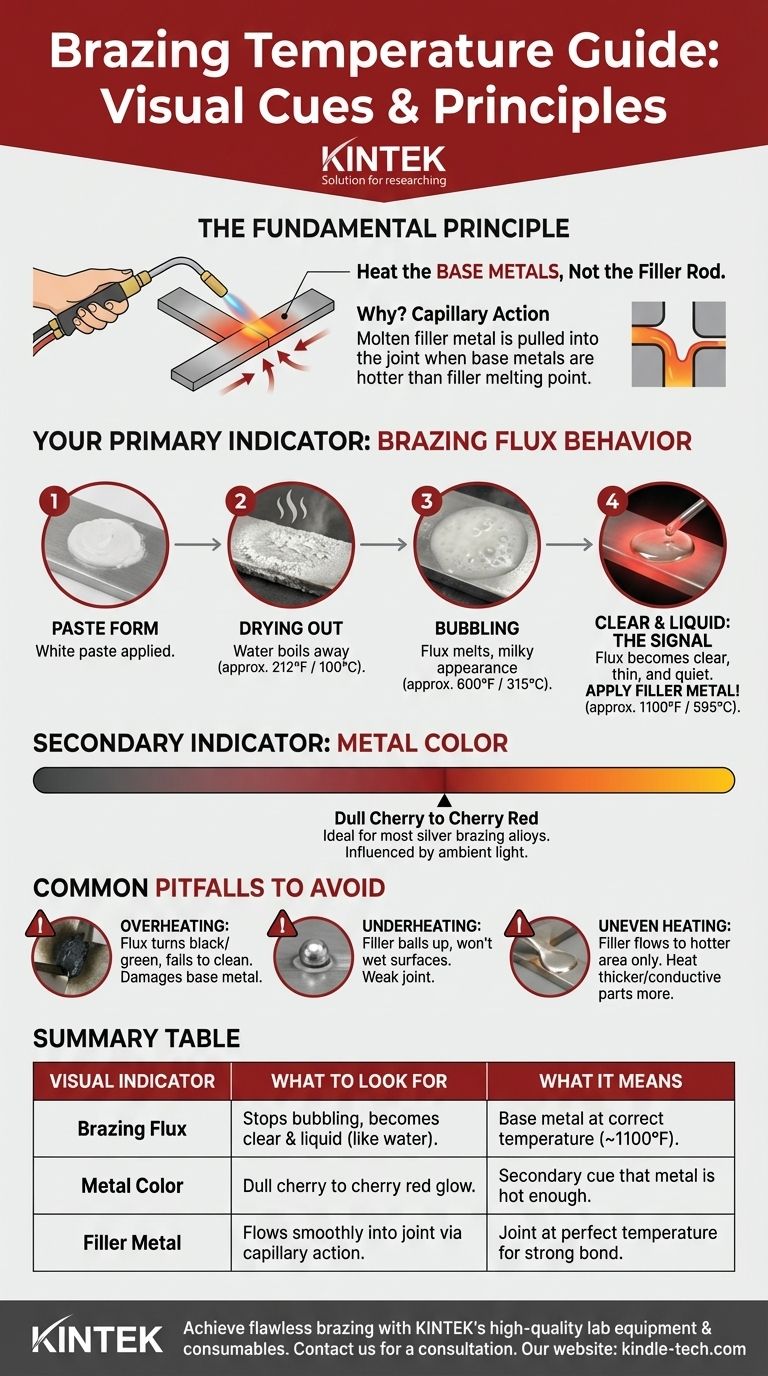
- Forma de Pasta: O fluxo é aplicado como uma pasta branca.
- Secagem: À medida que o calor é aplicado, a água no fluxo evapora (cerca de 212°F / 100°C), deixando um revestimento branco, seco e crocante.
- Borbulhamento: À medida que a temperatura sobe ainda mais (cerca de 600°F / 315°C), o fluxo começará a borbulhar e derreter, adquirindo uma aparência leitosa.
- Claro e Líquido: Finalmente, à medida que o metal se aproxima da temperatura de brasagem (cerca de 1100°F / 595°C), o fluxo ficará completamente claro, fino e quieto. Parecerá uma camada de água sobre o metal. Este é o sinal para aplicar o metal de enchimento.
Seu Indicador Secundário: A Cor do Metal
A cor visível do metal aquecido também é um indicador útil, embora menos preciso. Sua aparência pode ser influenciada pela luz ambiente em sua área de trabalho.
Para a maioria das ligas de brasagem prateada comuns, você está procurando um brilho vermelho cereja escuro a vermelho cereja no metal. Se o metal estiver laranja brilhante ou amarelo, você provavelmente passou muito da temperatura necessária.
Armadilhas Comuns a Evitar
Atingir a temperatura correta é um ato de equilíbrio. Tanto o superaquecimento quanto o subaquecimento comprometerão a integridade da sua junta.
O Perigo do Superaquecimento
Aplicar muito calor é um erro comum que pode arruinar seu trabalho.
O superaquecimento destrói o fluxo, fazendo com que ele fique preto ou verde. Neste ponto, ele perde sua capacidade de limpar o metal e protegê-lo da oxidação, impedindo o fluxo do enchimento. Também pode danificar os próprios metais base.
O Problema do Subaquecimento
Se a junta não estiver quente o suficiente, o metal de enchimento não "molhará" as superfícies. Ele se recusará a fluir para dentro da junta, em vez disso, se acumulará na superfície onde você o aplica. Isso cria uma junta fraca que carece da força de uma verdadeira brasagem.
O Erro do Aquecimento Desigual
Ambas as peças a serem unidas devem atingir a temperatura alvo ao mesmo tempo. Se uma parte estiver mais quente que a outra, o metal de enchimento fluirá exclusivamente para a área mais quente, privando o lado mais frio da junta.
Ao unir metais de espessuras ou tipos diferentes (como cobre com aço), sempre concentre mais calor na peça mais espessa ou com maior condutividade térmica.
Uma Lista de Verificação Prática para Sua Próxima Brasagem
Use estas diretrizes para diagnosticar problemas e garantir um resultado bem-sucedido.
- Se o metal de enchimento se aglomerar e não fluir: Seu metal base não está quente o suficiente. Remova a vareta de enchimento, continue aquecendo o metal base até que o fluxo esteja totalmente claro e líquido e, em seguida, reintroduza a vareta.
- Se o fluxo ficar preto antes de você aplicar o enchimento: Você está superaquecendo a junta. Remova o calor, deixe a junta esfriar um pouco e aproxime-se da temperatura alvo mais lentamente e com uma chama mais suave.
- Se você estiver brasando metais dissimilares (por exemplo, cobre com aço): Concentre a maior parte do seu calor no metal com maior condutividade térmica (cobre neste caso) para garantir que ambas as peças atinjam a temperatura simultaneamente.
Confie no fluxo, aqueça a peça e não a vareta, e você alcançará uma brasagem perfeita.
Tabela de Resumo:
| Indicador Visual | O Que Procurar | O Que Significa |
|---|---|---|
| Fluxo de Brasagem | Para de borbulhar, fica claro e líquido como água. | O metal base está na temperatura de brasagem correta (~1100°F / 595°C). |
| Cor do Metal | Brilho vermelho cereja escuro a vermelho cereja. | Indicador secundário de que o metal está quente o suficiente (para brasagem prateada). |
| Metal de Enchimento | Flui suavemente para dentro da junta por ação capilar. | A junta está na temperatura perfeita para uma ligação forte. |
Alcance juntas soldadas impecáveis e de alta resistência sempre com o equipamento e a experiência corretos.
A KINTEK é especializada em fornecer equipamentos de laboratório e consumíveis de alta qualidade para todas as suas necessidades de processamento térmico. Se você está em P&D, fabricação ou manutenção, nossos maçaricos de brasagem, fornos e soluções de controle de temperatura são projetados para oferecer precisão e confiabilidade.
Deixe-nos ajudá-lo a otimizar seu processo de brasagem para obter resultados superiores. Entre em contato com nossos especialistas hoje mesmo para uma consulta personalizada e descubra como a KINTEK pode apoiar o sucesso do seu laboratório.
Guia Visual