Em resumo, cadinhos modernos de alto desempenho, como aqueles feitos de carboneto de silício, são fabricados usando um processo chamado prensagem isostática. Este método envolve a compactação do material em pó bruto em um molde flexível, aplicando pressão extrema e uniforme através de um fluido. Esta técnica é preferida porque cria um produto final excepcionalmente denso e uniforme, o que é crítico para suportar o intenso estresse térmico e químico das aplicações metalúrgicas.
O método de fabricação específico não é apenas um detalhe técnico – é o fator principal que determina a confiabilidade e o desempenho de um cadinho. O objetivo dos processos modernos como a prensagem isostática é eliminar as inconsistências microscópicas que levam a falhas catastróficas em altas temperaturas.

O Desafio Central: Resistir a Condições Extremas
Antes de detalhar as etapas de fabricação, é essencial entender os problemas que o processo é projetado para resolver. Um cadinho opera em um dos ambientes mais hostis imagináveis.
Sobrevivendo ao Choque Térmico
Um cadinho deve suportar mudanças rápidas e repetidas de temperatura sem rachar. Quaisquer inconsistências internas ou vazios microscópicos atuam como pontos de estresse onde as fraturas podem começar.
Resistindo ao Ataque Químico
Em altas temperaturas, metais fundidos e fluxos podem ser extremamente corrosivos. O material do cadinho deve ser quimicamente inerte e sua superfície deve ser não porosa para evitar a degradação de dentro para fora.
Mantendo a Integridade Estrutural
Um cadinho deve permanecer forte e rígido mesmo ao suportar o imenso peso do metal fundido em temperaturas que excedem 1000°C. Qualquer fraqueza em sua estrutura pode levar à deformação ou falha.
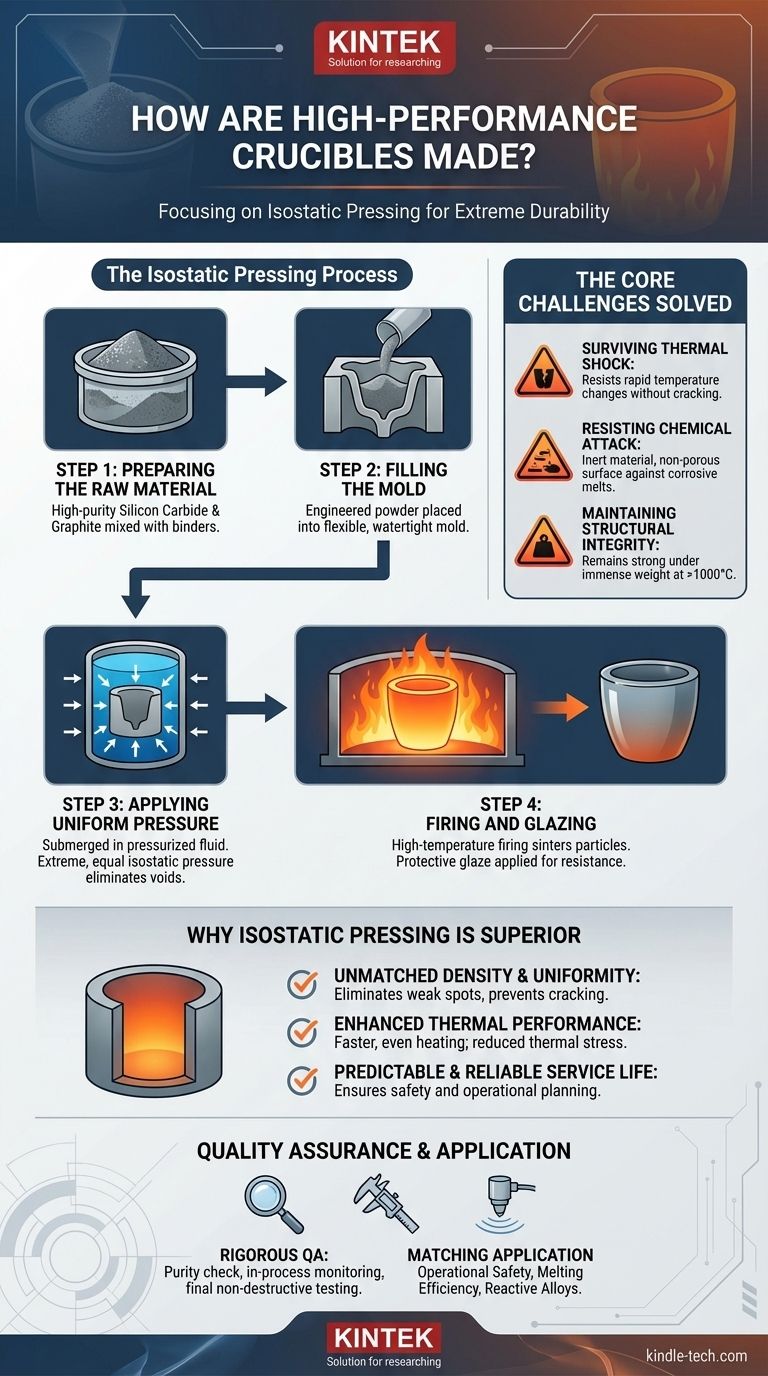
O Processo de Prensagem Isostática Explicado
A prensagem isostática é a solução para criar um cadinho que possa superar esses desafios. Ela garante que cada parte do cadinho tenha a mesma densidade e resistência.
Etapa 1: Preparação da Matéria-Prima
O processo começa misturando cuidadosamente matérias-primas de alta pureza, como carboneto de silício e grafite, com ligantes especializados. Esta mistura homogênea é a base para as propriedades finais do cadinho.
Etapa 2: Preenchimento do Molde
Este pó precisamente projetado é então colocado em um molde flexível e estanque, frequentemente feito de poliuretano ou borracha. O molde tem a forma do cadinho final.
Etapa 3: Aplicação de Pressão Uniforme
O molde selado é submerso em uma câmara de fluido hidráulico. Este fluido é então pressurizado a níveis extremamente altos, exercendo força igual em cada ponto da superfície do molde – a característica definidora da pressão isostática.
Esta compactação uniforme expulsa as bolsas de ar e garante que o material em pó atinja uma densidade consistentemente alta em todas as paredes e na base do cadinho.
Etapa 4: Queima e Esmaltação
Após ser removido do molde, o cadinho "verde" compactado é cuidadosamente seco. Em seguida, é queimado em um forno em temperaturas muito altas. Esta etapa queima os ligantes e sinteriza as partículas cerâmicas, criando uma estrutura forte e monolítica. Um esmalte protetor final é frequentemente aplicado para aumentar a resistência à oxidação e química.
Por Que Este Método é Superior
Métodos mais antigos podiam introduzir pontos fracos, mas a prensagem isostática é projetada para eliminá-los. Os benefícios estão diretamente ligados à física do processo.
Densidade e Uniformidade Incomparáveis
Ao contrário de métodos onde a pressão é aplicada de uma ou duas direções, a prensagem isostática elimina gradientes de densidade. O cadinho resultante não possui pontos fracos inerentes, tornando-o muito mais resistente a rachaduras sob estresse.
Desempenho Térmico Aprimorado
Um corpo uniformemente denso conduz o calor de forma muito mais uniforme e eficiente. Isso significa tempos de fusão mais rápidos para o usuário e, mais importante, uma redução nos estresses térmicos que poderiam, de outra forma, acumular-se e causar uma fratura.
Vida Útil Previsível e Confiável
Como o processo remove as variáveis que levam à falha prematura, os cadinhos feitos dessa forma oferecem uma vida útil mais previsível e confiável. Este é um fator crítico para a segurança e o planejamento operacional em qualquer fundição ou laboratório.
O Papel Crítico da Garantia de Qualidade
O processo de fabricação é tão bom quanto os controles que o governam. A garantia de qualidade rigorosa não é um pensamento posterior, mas uma parte integrante da produção.
Inspeção de Pureza do Material
Começa com o teste da pureza e do tamanho das partículas de todas as matérias-primas recebidas. Qualquer impureza pode comprometer a integridade do produto final em altas temperaturas.
Monitoramento em Processo
Durante e após a prensagem, os cadinhos são verificados quanto à precisão dimensional e densidade. Qualquer peça que esteja fora das tolerâncias estritas é rejeitada.
Teste Não Destrutivo Final
Após a queima, cada cadinho passa por uma inspeção final. Isso frequentemente inclui inspeção visual e, às vezes, ultrassônica para detectar quaisquer falhas internas ocultas ou rachaduras superficiais que possam levar à falha em serviço.
Combinando o Cadinho com Sua Aplicação
Compreender o processo de fabricação permite que você selecione a ferramenta certa para seu objetivo específico.
- Se seu foco principal é a segurança operacional: Exija cadinhos feitos por prensagem isostática. Este método minimiza diretamente os defeitos internos que são a principal causa de falha catastrófica.
- Se seu foco principal é a eficiência de fusão: Um cadinho prensado isostaticamente oferece condutividade térmica superior, garantindo aquecimento mais rápido e consistente e reduzindo os custos de energia.
- Se você está trabalhando com ligas reativas: A alta densidade e baixa porosidade alcançadas por este processo resultam em um cadinho mais quimicamente inerte, protegendo sua fusão da contaminação.
Em última análise, a jornada de fabricação de um cadinho, do pó ao produto acabado, é um indicador direto de sua resistência e confiabilidade.
Tabela Resumo:
| Etapa de Fabricação | Benefício Chave | Impacto no Desempenho |
|---|---|---|
| Prensagem Isostática | Densidade uniforme em toda a peça | Elimina pontos fracos, previne rachaduras |
| Materiais de Alta Pureza | Inércia química | Resiste à corrosão, previne contaminação |
| Queima em Alta Temperatura | Estrutura forte e monolítica | Mantém a integridade sob calor e carga extremos |
| Garantia de Qualidade Rigorosa | Vida útil previsível | Garante segurança e confiabilidade operacional |
Pronto para aumentar a segurança e eficiência do seu laboratório? O cadinho certo é fundamental para resultados confiáveis. A KINTEK é especializada em equipamentos e consumíveis de laboratório de alto desempenho, incluindo cadinhos fabricados com os mais altos padrões para resistência térmica e química superior. Entre em contato com nossos especialistas hoje para encontrar o cadinho perfeito para sua aplicação específica e experimente a diferença KINTEK em qualidade e desempenho.
Guia Visual
Produtos relacionados
- Placa de Carbono Grafite Fabricada por Método de Prensagem Isostática
- Moldes de Prensagem Isostática para Laboratório
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- O que é prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Qual é o processo de fabricação de grafite isostático? Alcance Uniformidade de Material e Desempenho Incomparáveis
- Como a prensagem isostática se distingue da prensagem convencional? Desbloqueie Uniformidade e Densidade Superiores
- Qual é a densidade do grafite isostático? Desbloqueie Desempenho Superior para Aplicações Exigentes
- Por que usar uma prensa isostática ou hidráulica de alta precisão para baterias de Li/LLZO/Li? Domine as interfaces de estado sólido
















