
Na fabricação, assim como na vida, somos frequentemente tentados pelo caminho de menor resistência. Queremos um produto acabado em uma única etapa, uma forma perfeita direto do molde.
Esse desejo por precisão imediata pode ser uma armadilha. Ele nos leva a negligenciar as falhas sutis e invisíveis que se formam sob pressão — falhas que só se revelam mais tarde, catastroficamente.
Imagine uma lâmina de turbina cerâmica de alto desempenho, recém-saída do forno de sinterização. Ela parece impecável. Mas sob estresse, uma fina rachadura aparece, nascida de uma inconsistência oculta no interior do material. A falha não ocorreu no forno; ela foi selada na peça desde a primeira prensagem.
A Falha da Força Direta
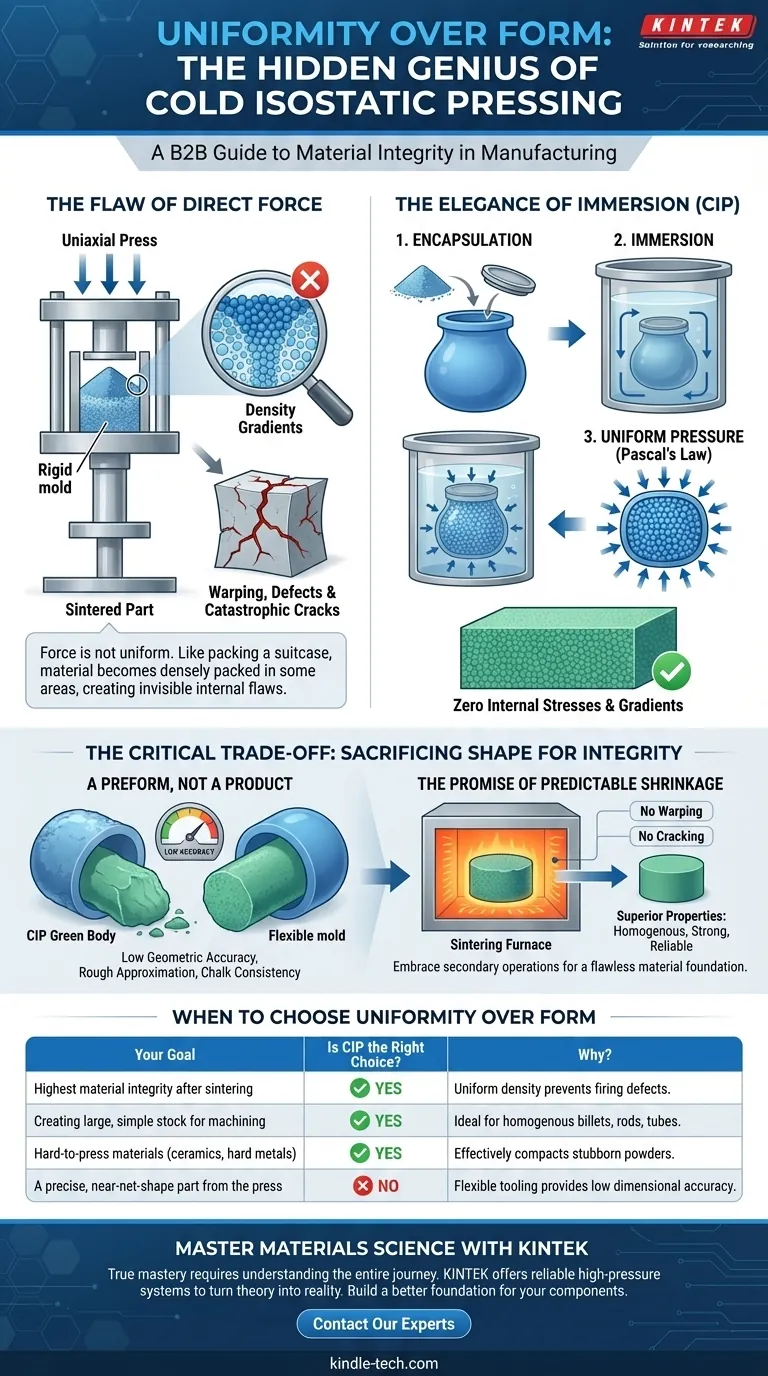
A maioria dos métodos convencionais de prensagem, como a prensagem uniaxial, é intuitiva. Você aplica uma força imensa de uma ou duas direções para compactar um pó em uma forma desejada.
O problema é que a força não é uniforme. Assim como arrumar uma mala empurrando por cima, o material diretamente sob a prensa se torna densamente compactado, enquanto o material nos cantos e no fundo permanece mais solto.
Isso cria gradientes de densidade — limites internos invisíveis entre regiões de alta e baixa densidade. Quando esse "corpo verde" é sinterizado, essas regiões encolhem em taxas diferentes. O estresse resultante é o que causa empenamento, defeitos e as rachaduras catastróficas que afligem componentes de alto desempenho.
A Elegância da Imersão
A Prensagem Isostática a Frio (CIP) oferece uma filosofia profundamente diferente e mais elegante. Em vez de aplicar força diretamente, ela envolve o material com ela.
O processo é uma bela aplicação de um princípio fundamental da física.
- Encapsulamento: O pó bruto é primeiro selado em um molde flexível e elastomérico. Este molde atua como uma barreira, não como um limite rígido.
- Imersão: O molde selado é submerso em um fluido dentro de um vaso de alta pressão.
- Pressão Uniforme: O fluido é então pressurizado, às vezes a níveis extremos acima de 100.000 psi. Crucialmente, um fluido transmite pressão igualmente em todas as direções — um princípio conhecido como Lei de Pascal.
A pressão aperta o molde de todos os ângulos concebíveis ao mesmo tempo com a mesma força. As partículas de pó dentro não têm escolha a não ser se reorganizar em um estado de densidade notavelmente uniforme.
O resultado é um "corpo verde" livre de tensões internas e gradientes criados pela força direcional. É uma base perfeita.
O Trade-Off Crítico: Sacrificar a Forma pela Integridade
Aqui chegamos ao paradoxo central da CIP. A própria coisa que a torna tão eficaz — o molde flexível — é também sua principal limitação.
Um Pré-forma, Não um Produto
Como o molde se deforma, a CIP não pode produzir peças com alta precisão geométrica ou detalhes finos. Uma peça que sai de um vaso de CIP não é um componente acabado; é uma pré-forma. Ela tem a consistência de giz e uma forma que é uma aproximação grosseira do design final.
Muitos engenheiros, focados na fabricação de forma próxima à rede (near-net-shape), podem ver isso como uma falha fatal. Mas eles estão perdendo o ponto.
A CIP troca intencionalmente a precisão dimensional imediata pela integridade máxima do material.
A Promessa de Encolhimento Previsível
O verdadeiro valor de um corpo verde formado por CIP é revelado no forno. Como sua densidade é uniforme em toda parte, ele encolhe de forma previsível e uniforme durante a sinterização.
- Sem Empenamento: O encolhimento uniforme evita a torção e distorção comuns em peças prensadas uniaxialmente.
- Sem Rachaduras: A ausência de gradientes de densidade internos elimina os pontos de tensão que levam a rachaduras.
- Propriedades Superiores: A peça sinterizada final é homogênea, forte e confiável.
O processo abraça a necessidade de operações secundárias. Ele aceita que a pré-forma "borrada" exigirá usinagem final para atender a tolerâncias rigorosas. Mas garante que o material que está sendo usinado esteja o mais próximo possível do perfeito.
Quando Escolher Uniformidade Sobre Forma
A decisão de usar CIP é estratégica, baseada na sua prioridade final.
| Seu Objetivo | CIP é a Escolha Certa? | Por Quê? |
|---|---|---|
| Maior integridade do material após a sinterização | Sim | A densidade uniforme é o fator número 1 na prevenção de defeitos de sinterização. |
| Criação de estoque grande e simples para usinagem | Sim | Ideal para produzir tarugos, barras ou tubos homogêneos. |
| Materiais difíceis de prensar (cerâmicas, metais duros) | Sim | A pressão isostática compacta eficazmente pós teimosos. |
| Uma peça precisa, de forma próxima à rede, a partir da prensa | Não | A ferramenta flexível inerentemente fornece baixa precisão dimensional. |
O verdadeiro domínio da ciência dos materiais reside em entender toda a jornada de um componente, de pó solto a peça acabada. Ao focar na criação de uma base impecável, a Prensagem Isostática a Frio permite um nível de qualidade que os métodos de conformação direta simplesmente não conseguem igualar.
Alcançar este nível de integridade do material requer não apenas a filosofia certa, mas o equipamento certo. Para laboratórios que trabalham na vanguarda da ciência dos materiais, ter sistemas de alta pressão confiáveis, como os da KINTEK, é crucial para transformar a teoria em realidade. Se você está pronto para construir uma base melhor para seus componentes, Entre em Contato com Nossos Especialistas.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
Artigos relacionados
- Etapas da operação de prensagem isostática dividida
- Prensagem isostática a frio: um divisor de águas na ciência dos materiais
- Compreender a prensagem isostática a frio de cerâmica de zircónia
- Seleção de equipamento de prensagem isostática para moldagem de alta densidade
- Prensagem isostática a frio para aplicações médicas Desafios e soluções












