
A Falha Oculta em Quase Tudo
A maioria das coisas falha no seu ponto mais fraco.
Esta não é uma afirmação profunda. É uma verdade simples. Mas na ciência dos materiais, o ponto mais fraco é muitas vezes invisível. É uma variação subtil na densidade, um vazio oculto deixado por pressão desigual durante a fabricação.
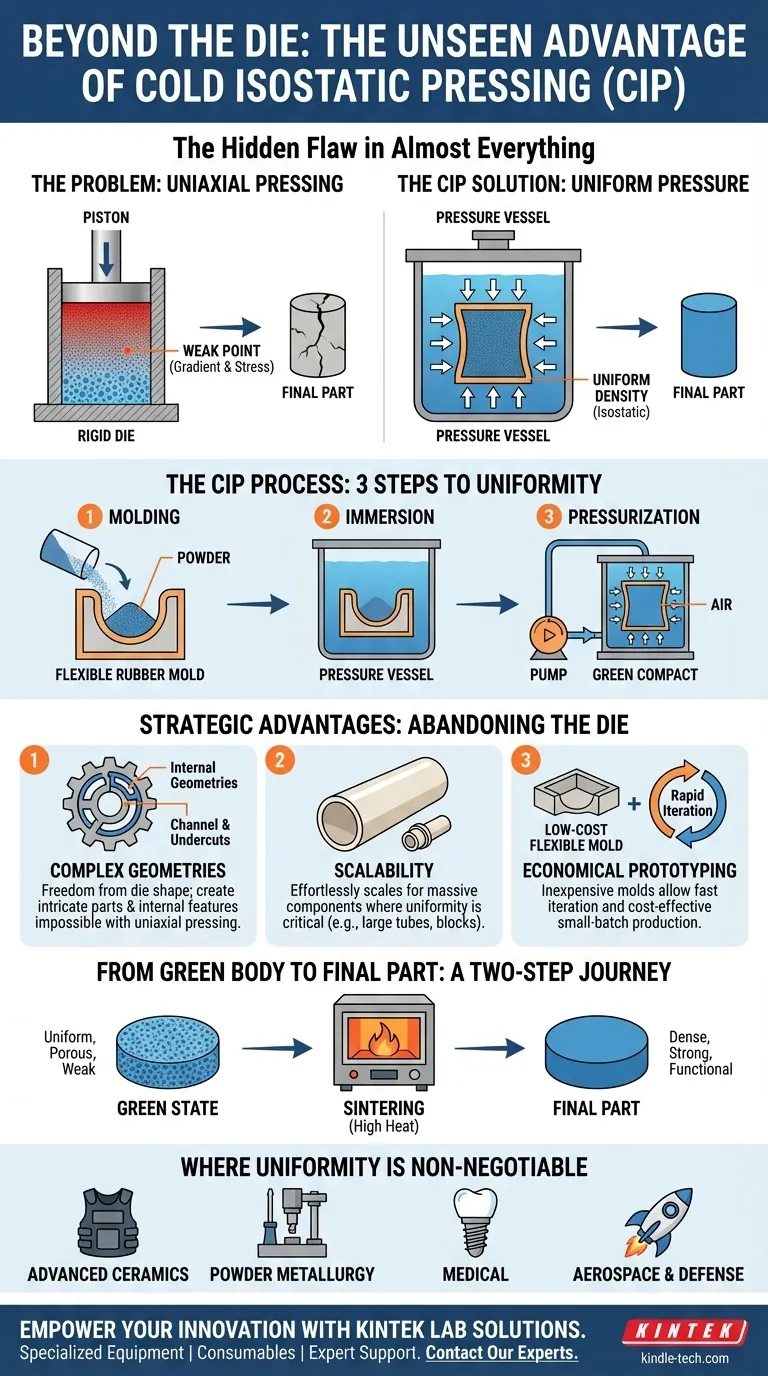
Quando pressiona um pó de uma direção — o método uniaxial padrão — cria um gradiente. O topo é denso, a parte inferior menos. Esta tensão interna é um relógio a contar, um ponto de falha incorporado.
A Prensagem Isostática a Frio (CIP) foi desenvolvida para resolver este problema fundamental. Não se limita a pressionar um material; envolve-o e consolida-o, eliminando os pontos fracos antes mesmo de serem criados.
A Física da Uniformidade: Uma Lição do Fundo do Oceano
O princípio por trás da CIP é desarmantemente simples. Troca a força bruta de um pistão pela pressão elegante e inescapável de um líquido.
Imagine um objeto a afundar no oceano. A pressão não vem apenas de cima; vem de todas as direções igualmente. Esta é a essência da pressão "isostática".
O Processo na Prática
A execução é igualmente elegante.
- Moldagem: Um pó bruto — seja cerâmica avançada, metal ou um compósito — é colocado num molde selado e flexível feito de borracha ou uretano.
- Imersão: Este molde é submerso num vaso de pressão cheio de um líquido, tipicamente água ou óleo.
- Pressurização: Uma bomba aumenta a pressão do líquido, que é transmitida perfeitamente e uniformemente a todas as superfícies do molde flexível. As partículas do pó são forçadas a juntar-se, expelindo ar e formando uma massa sólida.
O resultado é um compactado "verde". Não é o produto final, mas é um intermediário perfeito: um objeto sólido com densidade virtualmente uniforme em toda a sua estrutura.
As Trocas Estratégicas: Quando Abandonar o Molde
Escolher um processo de fabricação é um exercício de gestão de restrições. A prensagem tradicional por molde é rápida e precisa para produção de alto volume de formas simples. Mas a sua rigidez cria três problemas distintos que a CIP resolve elegantemente.
1. A Tirania da Simplicidade Geométrica
Um molde de aço duro só pode criar o que a sua forma permite. Luta com contrações, cavidades internas ou geometrias altamente complexas.
A CIP usa um molde flexível. Esta liberdade permite a formação de peças intrincadas — como componentes com canais de refrigeração internos ou designs não simétricos — que são fisicamente impossíveis de produzir com prensagem uniaxial.
2. A Barreira da Escala
As forças necessárias para a prensagem uniaxial crescem exponencialmente com o tamanho da peça. Fazer componentes muito grandes requer prensas impossivelmente grandes e potentes.
Como a CIP aplica pressão através de um líquido, escala sem esforço. É o método de eleição para produzir grandes tubos de cerâmica, blocos refratários e outros componentes maciços onde a uniformidade é crítica.
3. A Economia da Prototipagem
Usinar um molde de aço endurecido é caro e demorado. Este custo só se justifica com grandes tiragens de produção.
Para prototipagem, P&D ou produção de pequenos lotes, a CIP é muito mais económica. Os moldes flexíveis são baratos de criar, permitindo que engenheiros e cientistas iterem rapidamente sem um investimento inicial proibitivo.
Do Corpo Verde à Peça Final: Uma Jornada em Duas Etapas
É crucial entender que a CIP não é o fim da história. O compactado "verde" que produz tem resistência ao manuseamento, mas ainda não atingiu as suas propriedades finais de material.
- O Estado "Verde": Esta peça intermediária é um arranjo uniformemente denso de partículas de pó. Ainda é porosa e carece da dureza ou resistência para a sua aplicação final.
- O Imperativo da Sinterização: Para atingir a densidade e resistência finais, o compactado verde deve ser sinterizado — um tratamento térmico a alta temperatura que funde as partículas.
Este processo de duas etapas significa que a tolerância dimensional final deve ter em conta o encolhimento durante a sinterização. O presente da CIP não é a precisão final perfeita; é um *ponto de partida* perfeito para criar uma peça final impecável.
Onde a Uniformidade é Inegociável
As aplicações para a CIP existem onde a integridade do material não pode ser comprometida.
| Vertical da Indústria | Exemplo de Aplicação | Porquê a CIP é Essencial |
|---|---|---|
| Cerâmicas Avançadas | Peças de desgaste de carboneto de silício, coletes à prova de bala | Elimina vazios de densidade que poderiam levar a falha catastrófica sob tensão. |
| Metalurgia do Pó | Blocos de aço para ferramentas, ferramentas de conformação de carboneto | Garante desgaste uniforme e maior vida útil da ferramenta ao remover pontos fracos. |
| Médica | Implantes dentários de zircónia, articulações artificiais de cerâmica | Garante biocompatibilidade e integridade estrutural necessárias para uso no corpo. |
| Aeroespacial e Defesa | Grafite isotrópico, componentes de metal refratário | Produz peças grandes e complexas com propriedades térmicas/mecânicas previsíveis e uniformes. |
A Ferramenta Certa para o Problema Certo
A Prensagem Isostática a Frio não é um substituto para todos os outros métodos de compactação. É uma ferramenta especializada para resolver problemas específicos, muitas vezes difíceis.
Escolhe-a quando a uniformidade é mais importante do que a velocidade bruta. Escolhe-a quando a complexidade geométrica ou a grande escala tornam os moldes tradicionais impraticáveis. E escolhe-a quando a economia da produção de baixo volume exige uma abordagem mais inteligente.
Para laboratórios de pesquisa e equipas de desenvolvimento que estão a ultrapassar os limites da ciência dos materiais, dominar estes processos é fundamental. Quer esteja a criar protótipos a partir de novos pós cerâmicos ou a desenvolver componentes de alto desempenho em pequenos lotes, ter o equipamento de laboratório adequado é crucial. Na KINTEK, fornecemos o equipamento de laboratório especializado e os consumíveis que impulsionam esta inovação.
Se está a enfrentar desafios com uniformidade de material, geometrias complexas ou prototipagem económica, podemos ajudá-lo a encontrar a solução certa. Contacte os Nossos Especialistas
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
Artigos relacionados
- Seleção de equipamento de prensagem isostática para moldagem de alta densidade
- Compreender a prensagem isostática a frio de cerâmica de zircónia
- Compreender a prensagem isostática: Técnicas a frio e a quente
- Princípio e processo de prensagem isostática a frio
- Prensagem isostática a frio para aplicações médicas Desafios e soluções












