Quase certamente não é a vareta. Sua vareta de brasagem de alumínio não está derretendo porque a peça de trabalho de alumínio que você está tentando brasar não está quente o suficiente. O alumínio é um dissipador de calor incrivelmente eficaz, o que significa que ele retira o calor da junta mais rápido do que sua tocha consegue fornecê-lo, um princípio conhecido como alta condutividade térmica. Você deve aquecer o metal base até que ele esteja quente o suficiente para derreter a vareta ao contato.
O erro central na brasagem de alumínio é aquecer a vareta de enchimento diretamente com a tocha. Em vez disso, você deve aquecer a peça de trabalho de forma ampla e uniforme. O próprio metal base deve atingir a temperatura de escoamento da vareta, fazendo com que a vareta derreta e flua para a junta quando você a toca na peça de trabalho.

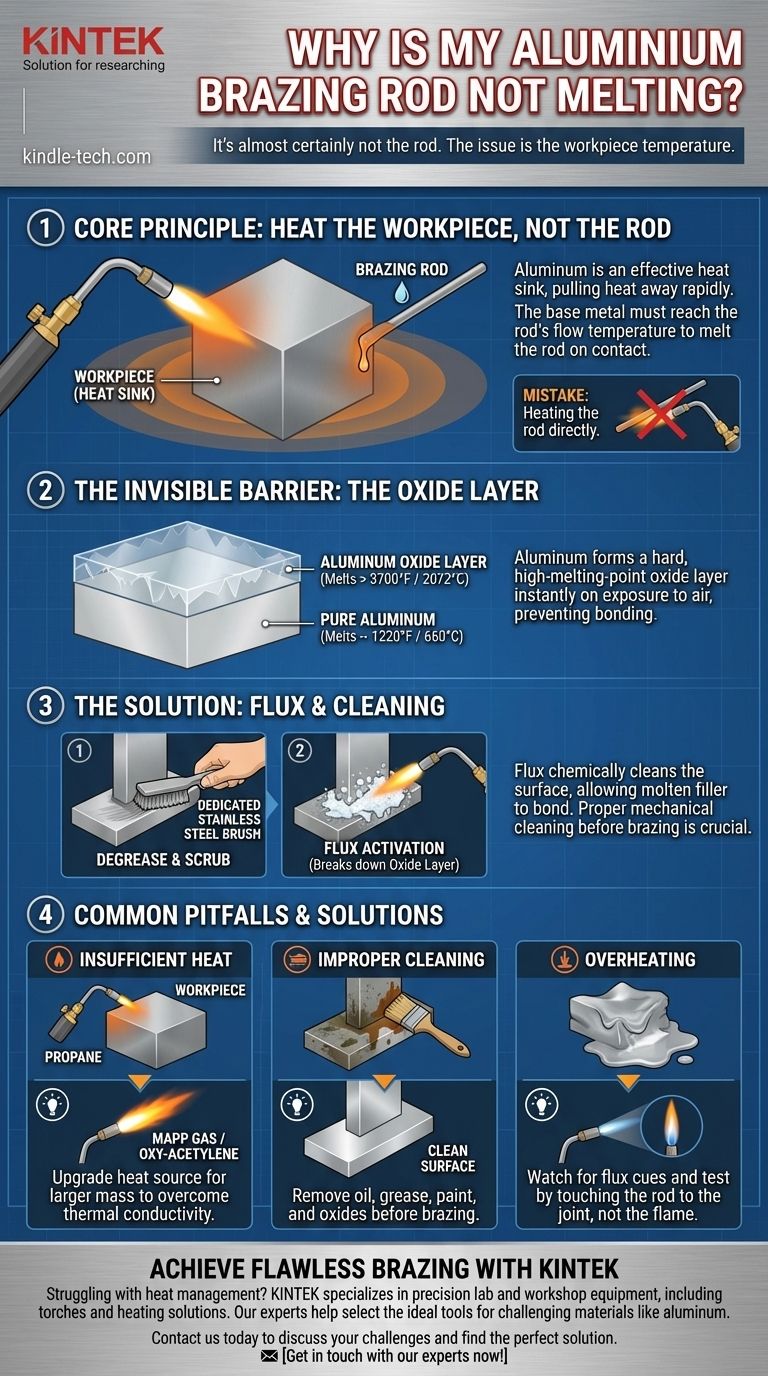
O Princípio Central: Aqueça a Peça de Trabalho, Não a Vareta
Entender como o alumínio se comporta com o calor é a chave para uma brasagem bem-sucedida. Suas propriedades são fundamentalmente diferentes do aço, o que confunde muitas pessoas.
Alta Condutividade Térmica do Alumínio
Pense na peça de alumínio como uma grande esponja para o calor. Quando você aplica sua tocha em um ponto, o metal espalha rapidamente essa energia térmica por toda a sua massa.
Isso significa que uma tocha pequena focada na junta está frequentemente lutando uma batalha perdida. A peça de trabalho está constantemente absorvendo o calor, impedindo que a área da junta atinja a temperatura de fusão da vareta.
O Equívoco da Temperatura de "Escoamento"
Cada vareta de brasagem tem uma temperatura de trabalho específica, muitas vezes chamada de sua "temperatura de escoamento". Esta é a temperatura que o metal base deve atingir.
Não basta simplesmente derreter a vareta na chama. Se você fizer isso, o alumínio derretido apenas se aglomerará e cairá, pois a peça de trabalho mais fria não lhe dará motivo para aderir ou fluir. A peça de trabalho deve estar quente o suficiente para atrair o metal de enchimento para a junta por ação capilar.
A Barreira Invisível: A Camada de Óxido
Mesmo que você acerte a temperatura, há outro fator crítico em jogo: uma camada invisível de óxido de alumínio.
O que é Óxido de Alumínio?
No momento em que o alumínio é exposto ao ar, ele forma uma camada de óxido de alumínio muito dura e transparente. Essa camada protege o metal, mas é um grande problema para a brasagem.
Esta camada de óxido tem um ponto de fusão superior a 3700°F (2072°C), enquanto o alumínio por baixo derrete em torno de 1220°F (660°C). Você derreteria a peça de trabalho em uma poça muito antes de conseguir derreter a camada de óxido em sua superfície.
O Papel do Fluxo (Fluxo de Brasagem)
É aqui que o fluxo se torna essencial. Seja uma pasta separada ou um núcleo dentro da vareta de brasagem (uma vareta com núcleo de fluxo), sua função é atuar como um poderoso limpador químico.
À medida que você aquece a peça de trabalho, o fluxo é ativado. Ele decompõe e remove agressivamente a camada de óxido, permitindo que o metal de enchimento derretido se ligue diretamente ao alumínio puro e limpo por baixo. Sem uma ação de fluxo eficaz, uma ligação adequada é impossível.
Armadilhas Comuns e Erros de Técnica
Se você está aquecendo a peça de trabalho e ainda não está funcionando, o problema provavelmente reside em um desses erros comuns.
Fonte de Calor Insuficiente
Sua tocha pode simplesmente ser fraca para o trabalho. Uma tocha de propano básica pode ser suficiente para um tubo de alumínio muito fino, mas falhará contra uma placa ou bloco mais espesso.
A massa do metal dita o calor necessário. Para peças maiores, você precisa de um combustível mais quente como gás MAPP ou até mesmo um equipamento de oxicetileno para fornecer BTUs suficientes para superar a condutividade térmica do metal.
Limpeza Imprópria
O fluxo não pode funcionar através de óleo, graxa, tinta ou anodização pesada. O processo deve começar com metal perfeitamente limpo.
Primeiro, desengordure a área com um solvente como acetona ou limpador de freio. Em seguida, use uma escova dedicada de aço inoxidável para esfregar vigorosamente a área da junta. Isso quebra mecanicamente o óxido superficial e cria uma superfície limpa e crua para o fluxo agir. Usar uma escova que foi usada em aço contaminará o alumínio e estragará a brasagem.
Superaquecimento da Peça de Trabalho
Existe uma linha tênue entre aquecer a peça até a temperatura de escoamento da vareta e derreter a peça em si. Esta é a parte mais difícil da curva de aprendizado.
Observe o fluxo em busca de pistas visuais; ele geralmente ficará aquoso ou transparente quando a temperatura correta estiver próxima. Você também pode testar tocando periodicamente a vareta na junta (longe da chama). Se a peça de trabalho estiver quente o suficiente, a vareta derreterá e fluirá instantaneamente. Se não derreter, afaste-a e aplique mais calor.
Uma Lista de Verificação Prática para uma Brasagem Bem-Sucedida
Aplique estes princípios em ordem para resolver o problema e obter uma junta forte e confiável.
- Se seu foco principal é uma ligação forte: Comece com uma limpeza rigorosa. Desengordure a peça e, em seguida, esfregue a junta com uma escova dedicada de aço inoxidável imediatamente antes de brasar.
- Se seu foco principal é fazer a vareta fluir: Aqueça a peça de trabalho de forma ampla e uniforme, concentrando-se na área ao redor da junta, não na junta em si. Deixe o calor "penetrar" na peça.
- Se seu foco principal é evitar falhas em peças mais grossas: Certifique-se de que sua fonte de calor seja adequada para a massa do metal. Se uma tocha de propano não estiver funcionando após um minuto, você provavelmente precisará atualizar para gás MAPP.
Domine o calor na peça de trabalho e você dominará a arte da brasagem de alumínio.
Tabela de Resumo:
| Problema Comum | Causa Principal | Solução Chave |
|---|---|---|
| A vareta não derrete | A peça de trabalho está muito fria | Aqueça o metal base de forma ampla e uniforme |
| A vareta se aglomera, não adere | Camada de óxido impede a ligação | Use fluxo adequado e limpe com escova de aço inoxidável |
| O processo falha em peças grossas | A tocha é fraca | Atualize para gás MAPP ou oxicetileno |
| Junta fraca e falha | Limpeza insuficiente antes da brasagem | Desengordure e esfregue a área da junta imediatamente antes de aquecer |
Obtenha resultados de brasagem de alumínio impecáveis com o equipamento e a experiência certos.
Com dificuldades com o gerenciamento de calor ou falhas na junta? A KINTEK é especializada em equipamentos de laboratório e oficina de precisão, incluindo tochas e soluções de aquecimento perfeitas para materiais desafiadores como o alumínio. Nossos especialistas podem ajudá-lo a selecionar as ferramentas ideais para sua aplicação específica, garantindo ligações fortes e confiáveis todas as vezes.
Entre em contato conosco hoje para discutir seus desafios de brasagem e encontrar a solução perfeita para as necessidades do seu laboratório ou oficina.
Entre em contato com nossos especialistas agora!
Guia Visual
Produtos relacionados
- Hastil Cerâmico de Alumina Fina Avançada para Aplicações Industriais
- Haste Cerâmica de Zircônia Estabilizada por Ítrio Usinada de Precisão para Engenharia de Cerâmicas Finas Avançadas
- Haste Cerâmica de Nitreto de Boro (BN) para Aplicações de Alta Temperatura
- Prensa Isostática a Quente para Pesquisa de Baterias de Estado Sólido
- Fabricante Personalizado de Peças de PTFE Teflon para Funil de Buchner e Funil Triangular de PTFE
As pessoas também perguntam
- Qual a temperatura máxima que a cerâmica pode suportar? Um Guia para o Desempenho em Calor Extremo
- Qual é a temperatura máxima de operação da alumina? O Papel Crítico da Pureza e Forma
- Por que as cerâmicas são mais resistentes à corrosão? Desvende o Segredo da Estabilidade Química Inigualável
- Quais são as propriedades e precauções de manuseio do pó de alumina como material de polimento? Obtenha um Acabamento Impecável com Precisão
- Qual é a vantagem da cerâmica sobre o metal? Desbloqueie Desempenho Superior em Condições Extremas



















