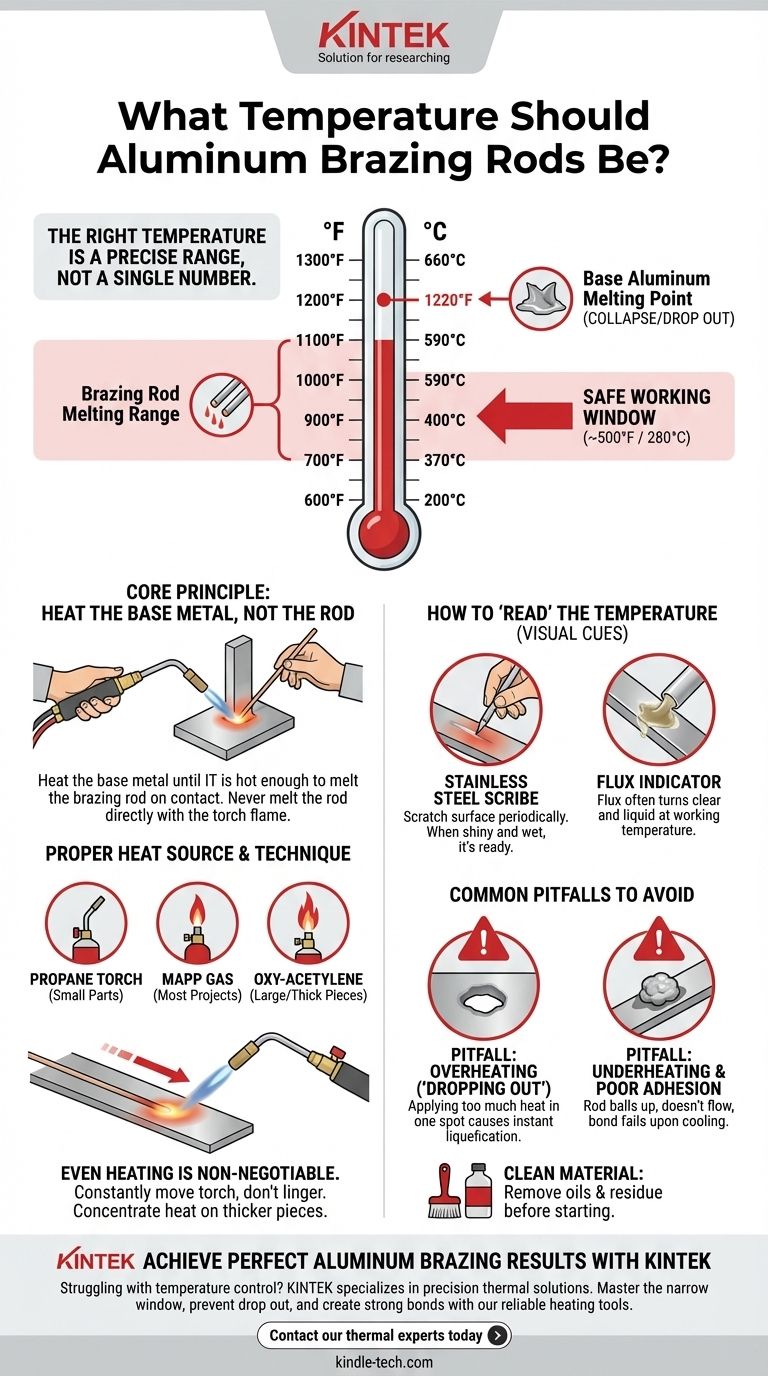
A temperatura certa para a brasagem de alumínio é uma faixa precisa, não um número único. A maioria das varetas de brasagem ou soldagem de alumínio derrete entre 700°F e 1100°F (370°C a 590°C). No entanto, a verdadeira chave para o sucesso é aquecer as peças de alumínio base a esta temperatura de trabalho, pois o próprio alumínio derreterá e colapsará por volta de 1220°F (660°C), deixando uma janela extremamente estreita para erro.
O princípio central da brasagem de alumínio é este: você deve aquecer o metal base até que ele esteja quente o suficiente para derreter a vareta de brasagem ao contato. Nunca derreta a vareta diretamente com seu maçarico. Esta distinção fundamental é o que separa uma ligação forte e permanente de uma tentativa fraca e falha.

Por que o Controle de Temperatura é Tudo
Brasar alumínio com sucesso é menos sobre a ferramenta que você usa e mais sobre sua capacidade de gerenciar o calor. As propriedades do metal tornam este processo excepcionalmente desafiador em comparação com o aço.
A Janela Crítica de Temperatura
A lacuna entre o ponto de fusão da vareta de brasagem (por exemplo, 730°F) e o ponto de fusão do metal base (1220°F) é toda a sua faixa de trabalho.
Ao contrário do aço, o alumínio não brilha em vermelho para avisá-lo de que está se aproximando de seu ponto de fusão. Ele manterá sua aparência até que de repente "caia" ou colapse em um estado líquido com pouco ou nenhum aviso.
Aquecendo o Metal Base, Não a Vareta
O objetivo é usar o maçarico para elevar as peças de alumínio — a peça de trabalho — até a temperatura de fluxo da vareta.
Quando o metal base está suficientemente quente, você simplesmente toca a vareta na junta. O calor do metal derreterá instantaneamente a vareta, permitindo que ela flua profundamente na junta por ação capilar, criando uma ligação forte. Derreter a vareta com a chama do maçarico fará com que ela se aglomere na superfície sem aderência.
Como "Ler" a Temperatura
Sem equipamento industrial, você deve confiar em sinais visuais e físicos para avaliar a temperatura.
Uma técnica comum e eficaz é usar um riscador ou escova de aço inoxidável. Ao aquecer a junta, risque periodicamente a superfície. Quando o metal estiver quente o suficiente para quebrar a camada de óxido superficial, o risco aparecerá brilhante e úmido. Este é o sinal de que o alumínio está pronto para aceitar a vareta de brasagem.
O Papel da Fonte de Calor e da Técnica
O gerenciamento adequado da temperatura requer a ferramenta certa e o método de aplicação correto.
Escolhendo Seu Maçarico
Para peças muito pequenas ou finas, um simples maçarico de propano pode ser suficiente.
No entanto, para a maioria dos projetos, você precisará de um maçarico que forneça mais calor, como o gás MAPP. Para peças maiores ou mais espessas, um maçarico oxiacetilênico com uma chama neutra ou ligeiramente carburante é frequentemente necessário para aquecer toda a área da junta de forma rápida e uniforme.
O Aquecimento Uniforme é Inegociável
Você deve mover constantemente o maçarico por toda a área da junta. Demorar em um único ponto fará com que essa área superaqueça e derreta muito antes que o metal circundante atinja a temperatura necessária.
Ao unir peças de diferentes espessuras, concentre a maior parte do calor na peça mais espessa, permitindo que seu calor conduza para a mais fina.
A Função do Fluxo
O alumínio forma instantaneamente uma camada de óxido resistente e transparente que impede a ligação da liga de brasagem. O fluxo, aplicado separadamente ou como um núcleo dentro da vareta, é um agente químico projetado para remover essa camada de óxido nas temperaturas de brasagem.
Observar o fluxo também pode atuar como um indicador de temperatura. Ele frequentemente se tornará claro e líquido quando o metal base atingir a temperatura de trabalho correta.
Armadilhas Comuns a Evitar
Compreender o que pode dar errado é fundamental para acertar. O processo não perdoa erros de preparação ou controle de calor.
Armadilha: Superaquecimento e "Colapso"
Esta é a falha mais comum. Aplicar muito calor em um ponto fará com que o alumínio se liquefaça e crie um buraco instantaneamente. Mantenha sempre a chama em movimento e aqueça uma área ampla.
Armadilha: Subaquecimento e Má Aderência
Se o metal base estiver muito frio, a vareta não fluirá. Ela falhará em derreter ou derreterá pela chama direta e se aglomerará na superfície. Isso não cria nenhuma ligação e o material simplesmente cairá depois de esfriar.
Armadilha: Material Sujo ou Não Preparado
A brasagem falhará em alumínio sujo. Antes de começar, a junta deve ser limpa mecanicamente com uma escova de aço inoxidável dedicada (nunca uma usada em aço) e limpa com um solvente como acetona para remover todos os óleos e resíduos.
Uma Lista de Verificação Prática para o Sucesso
Use estas diretrizes para adequar sua técnica ao seu objetivo específico.
- Se você estiver reparando material fino (como tubos ou chapas): Use uma vareta de baixa temperatura e uma chama mais suave e ampla para aquecer a área suavemente e evitar queimar o metal.
- Se você estiver unindo peças grossas e finas: Concentre 80% do seu calor na peça mais grossa, permitindo que seu calor conduza para a peça mais fina para levar toda a junta à temperatura uniformemente.
- Se sua vareta não estiver fluindo para a junta: Seu metal base não está quente o suficiente. Remova a vareta, aplique mais calor na peça de trabalho em um padrão amplo e tente novamente.
- Se você criar um buraco no alumínio: Você superaqueceu o metal base. Pare imediatamente, afaste o maçarico e deixe a peça esfriar completamente antes de avaliar o dano.
Dominar o controle de temperatura é a chave que transforma a brasagem de alumínio de uma aposta frustrante em uma habilidade confiável.
Tabela Resumo:
| Parâmetro Chave de Temperatura | Valor |
|---|---|
| Ponto de Fusão da Vareta de Brasagem | 700°F - 1100°F (370°C - 590°C) |
| Ponto de Fusão do Alumínio Base | 1220°F (660°C) |
| Janela de Trabalho Segura | ~500°F (280°C) |
| Técnica Crítica | Aquecer o metal base, não a vareta |
Obtenha Resultados Perfeitos na Brasagem de Alumínio com a KINTEK
Com dificuldades no controle da temperatura na brasagem de alumínio? A KINTEK é especialista em equipamentos de laboratório de precisão e soluções térmicas que ajudam técnicos e fabricantes a manter parâmetros de temperatura exatos para uniões metálicas impecáveis. Nossas ferramentas de aquecimento confiáveis e suporte especializado garantem que você trabalhe dentro da estreita janela de 500°F entre o derretimento da vareta e a falha do metal base.
Nós ajudamos você a:
- Prevenir o 'colapso' do metal base com gerenciamento preciso da temperatura
- Criar ligações fortes e permanentes através da aplicação correta de calor
- Dominar os sinais visuais de temperatura para resultados consistentes
Pronto para transformar sua brasagem de alumínio de frustrante em confiável? Entre em contato com nossos especialistas em térmica hoje mesmo para soluções de equipamentos e orientação técnica adaptadas às suas necessidades específicas de projeto.
Guia Visual
Produtos relacionados
- Hastil Cerâmico de Alumina Fina Avançada para Aplicações Industriais
- Haste Cerâmica de Zircônia Estabilizada por Ítrio Usinada de Precisão para Engenharia de Cerâmicas Finas Avançadas
- Fabricante Personalizado de Peças de PTFE Teflon para Haste de Recuperação de Agitador de PTFE
As pessoas também perguntam
- Quais cerâmicas são usadas para isolamento? Escolha o Material Certo para Necessidades Térmicas ou Elétricas
- Como os tubos de cerâmica de alumina abordam os desafios técnicos em dispositivos eletroquímicos? Garanta a integridade máxima do sinal.
- Quanto tempo dura o isolamento cerâmico? Desbloqueie mais de 20 anos de desempenho
- Qual é o calor específico da alumina? É uma faixa de 451 a 955 J/kg·K
- Para que serve o isolamento cerâmico? Domine Soluções de Alta Temperatura para Eficiência Industrial


