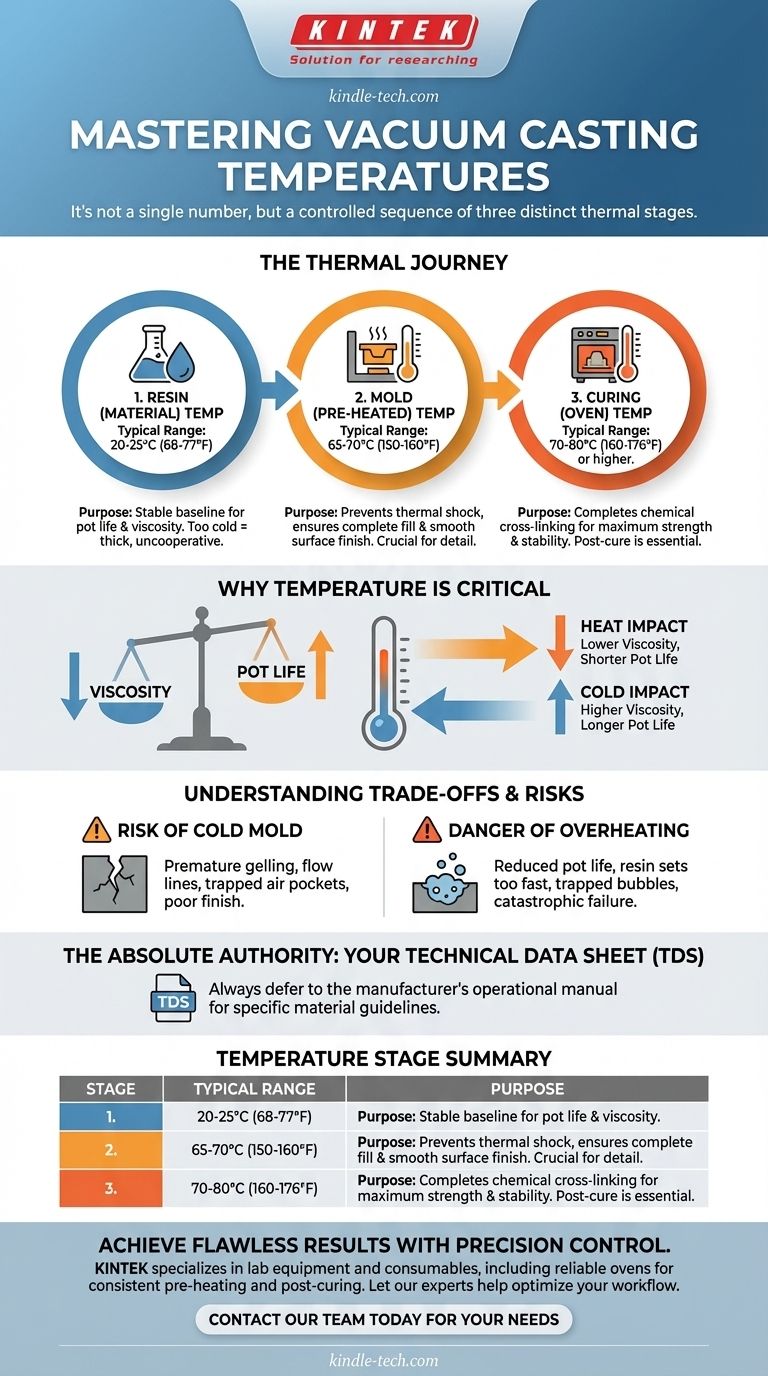
A temperatura ideal para a fundição a vácuo não é um número único, mas uma sequência cuidadosamente controlada de três temperaturas distintas. Estas são a temperatura da resina misturada (tipicamente temperatura ambiente, ~25°C ou 77°F), o molde de silicone pré-aquecido (geralmente 65-70°C ou 150-160°F) e a temperatura final do forno de cura (frequentemente 70°C ou 160°F ou mais), cada uma ditada pela Ficha Técnica (TDS) específica do material.
O sucesso da fundição a vácuo tem menos a ver com encontrar uma temperatura perfeita e mais a ver com dominar a relação térmica entre o seu material, o seu molde e o seu processo de cura. Cada etapa tem o seu próprio requisito térmico que impacta diretamente a qualidade final da peça.

Por que a Temperatura é a Variável Mais Crítica
Na fundição a vácuo, a temperatura governa as duas propriedades mais importantes da sua resina líquida: a sua viscosidade e o seu tempo de vida útil.
Viscosidade é uma medida de quão facilmente um fluido flui. Tempo de vida útil é o tempo de trabalho que você tem antes que a resina misturada comece a gelificar e solidificar. Controlar a temperatura lhe dá controle direto sobre ambos.
O Impacto do Calor
Uma temperatura mais quente diminui a viscosidade da resina, fazendo-a fluir mais facilmente para detalhes finos. No entanto, também acelera a reação química, encurtando drasticamente o tempo de vida útil.
O Impacto do Frio
Uma temperatura mais fria prolonga o tempo de vida útil, dando-lhe mais tempo para trabalhar. Mas também aumenta a viscosidade da resina, tornando-a mais espessa e potencialmente impedindo-a de preencher todas as pequenas características do seu molde.
As Três Temperaturas Chave a Dominar
Um processo de fundição bem-sucedido depende da gestão de uma jornada térmica. Você não está mantendo uma única temperatura; você está fazendo a transição do material através de três estágios térmicos críticos.
1. A Temperatura do Material (Resina)
Os dois componentes da resina de fundição (tipicamente um poliuretano) são quase sempre armazenados e misturados à temperatura ambiente padrão, cerca de 20-25°C (68-77°F).
Isso fornece uma linha de base estável e previsível para o tempo de vida útil declarado do material. Misturar uma resina muito fria resultará em uma consistência espessa e pouco cooperativa.
2. A Temperatura do Molde
O molde de silicone deve ser pré-aquecido antes da fundição. Uma temperatura típica de pré-aquecimento é de 65-70°C (150-160°F).
O objetivo principal do pré-aquecimento é prevenir o "choque térmico". Despejar resina quente e reagente em um molde frio faria com que a resina esfriasse onde toca a parede do molde, aumentando sua viscosidade e levando a marcas de fluxo, preenchimentos incompletos e um acabamento superficial ruim. Um molde quente garante que a resina permaneça fluida enquanto preenche a cavidade.
3. A Temperatura de Cura
Depois que a peça é desmoldada, ela ainda não está em sua força total. Ela deve ser pós-curada em um forno a uma temperatura específica por várias horas.
Este estágio final de aquecimento, frequentemente em torno de 70-80°C (160-176°F) ou mais, completa a reticulação química dentro do polímero. Pular esta etapa resultará em uma peça fraca, quebradiça e dimensionalmente instável.
Compreendendo as Compensações
Desviar do perfil de temperatura recomendado para o seu material introduz um risco significativo. A Ficha Técnica (TDS) do fabricante é a sua única fonte de verdade.
O Risco de um Molde Frio
Usar um molde que não foi devidamente pré-aquecido é uma causa comum de falha. Pode levar a linhas de fluxo, bolhas de ar presas e um acabamento superficial ruim, pois a resina gelifica prematuramente ao entrar em contato com o silicone frio.
O Perigo de um Molde ou Resina Superaquecidos
Superaquecer o molde ou misturar resina muito quente pode ser igualmente catastrófico. Pode reduzir tanto o tempo de vida útil que a resina começa a endurecer antes que a câmara de vácuo tenha evacuado completamente o ar, prendendo uma massa de bolhas dentro da sua peça.
A Autoridade Absoluta: Sua Ficha Técnica (TDS)
Cada resina de fundição é uma formulação química única. A TDS fornecida pelo fabricante não é uma sugestão; é o manual operacional para aquele material específico. Ela indicará explicitamente a temperatura recomendada do molde, o tempo de vida útil para uma dada massa e o tempo e temperatura precisos para a pós-cura. Sempre consulte a TDS.
Fazendo a Escolha Certa para o Seu Objetivo
Seu guia principal deve ser sempre a TDS do material. No entanto, pequenos ajustes especializados podem ser feitos para otimizar resultados específicos.
- Se o seu foco principal é capturar detalhes extremamente finos: Certifique-se de que seu molde esteja totalmente e uniformemente pré-aquecido na extremidade superior da faixa recomendada para maximizar a fluidez da resina.
- Se o seu foco principal é fundir uma peça muito grande ou espessa: Você pode considerar misturar sua resina em um ambiente ligeiramente mais frio para ganhar preciosos segundos de tempo de vida útil, mas nunca deixe o molde ficar frio.
- Se o seu foco principal é alcançar a máxima resistência mecânica: Não se desvie do cronograma de pós-cura. Siga as recomendações de tempo e temperatura da TDS exatamente para garantir que o material atinja todas as suas propriedades de ficha técnica.
Em última análise, dominar essas temperaturas é a chave para transformar seu processo de fundição de um palpite em uma ciência confiável e repetível.
Tabela Resumo:
| Estágio de Temperatura | Faixa Típica | Propósito |
|---|---|---|
| Resina (Material) | 20-25°C (68-77°F) | Fornece linha de base estável para tempo de vida útil e viscosidade |
| Molde (Pré-aquecido) | 65-70°C (150-160°F) | Previne choque térmico, garante preenchimento completo e acabamento suave |
| Cura (Forno) | 70-80°C (160-176°F) ou mais | Completa a reação química para máxima resistência e estabilidade |
Obtenha resultados impecáveis na fundição a vácuo com controle preciso de temperatura. Dominar o perfil térmico é essencial para a qualidade da peça, desde a reprodução de detalhes finos até a resistência mecânica. A KINTEK é especializada em equipamentos de laboratório e consumíveis que apoiam todo o seu processo de fundição, incluindo fornos confiáveis para pré-aquecimento e pós-cura consistentes de moldes. Deixe que nossos especialistas o ajudem a otimizar seu fluxo de trabalho para resultados repetíveis e de alta qualidade. Entre em contato com nossa equipe hoje para discutir suas necessidades específicas de fundição a vácuo.
Guia Visual
Produtos relacionados
- Máquina de Montagem a Frio a Vácuo para Preparação de Amostras
- Máquina de Forno de Prensagem a Quente a Vácuo para Laminação e Aquecimento
- Máquina de Fundição de Filme Esticável de PVC para Plástico de Laboratório para Teste de Filme
- Prensa Térmica Automática a Vácuo com Tela Sensível ao Toque
- Prensa Térmica Hidráulica Elétrica a Vácuo para Laboratório
As pessoas também perguntam
- O que você pode fazer com uma prensa a vácuo? Obtenha Laminação e Fixação Impecáveis
- Qual o papel da impregnação a vácuo com líquidos iônicos de alta viscosidade? Otimize o desempenho da sua bateria hoje
- Quais métodos de preparação de amostras são usados em laboratórios? Domine a Etapa Inicial Crítica para Análises Confiáveis
- Como funciona uma prensa a vácuo? Aproveite a Pressão Atmosférica para Laminação Perfeita
- Qual é o propósito da preparação de amostras? Garantir resultados analíticos precisos e confiáveis

















