Para brasar alumínio, você deve usar uma vareta de brasagem especializada de alumínio-silício (Al-Si), frequentemente designada como 4047 ou uma liga similar. Essas varetas têm um ponto de fusão mais baixo do que o alumínio base que você está unindo. Crucialmente, uma brasagem bem-sucedida também requer um fluxo específico projetado para remover quimicamente a teimosa camada de óxido de alumínio, que é o principal obstáculo para criar uma união forte.
O desafio de unir alumínio não é o metal em si, mas a camada invisível e de alto ponto de fusão de óxido de alumínio em sua superfície. Portanto, seu sucesso depende menos da marca específica da vareta e mais do uso do fluxo correto e da manutenção de um controle preciso da temperatura para gerenciar essa camada de óxido.

Por que a Brasagem de Alumínio é um Desafio Único
Para unir alumínio de forma eficaz, você deve primeiro entender o problema central que está tentando resolver. Não é simplesmente uma questão de derreter uma vareta de enchimento em uma junta.
O Problema: A Camada de Óxido
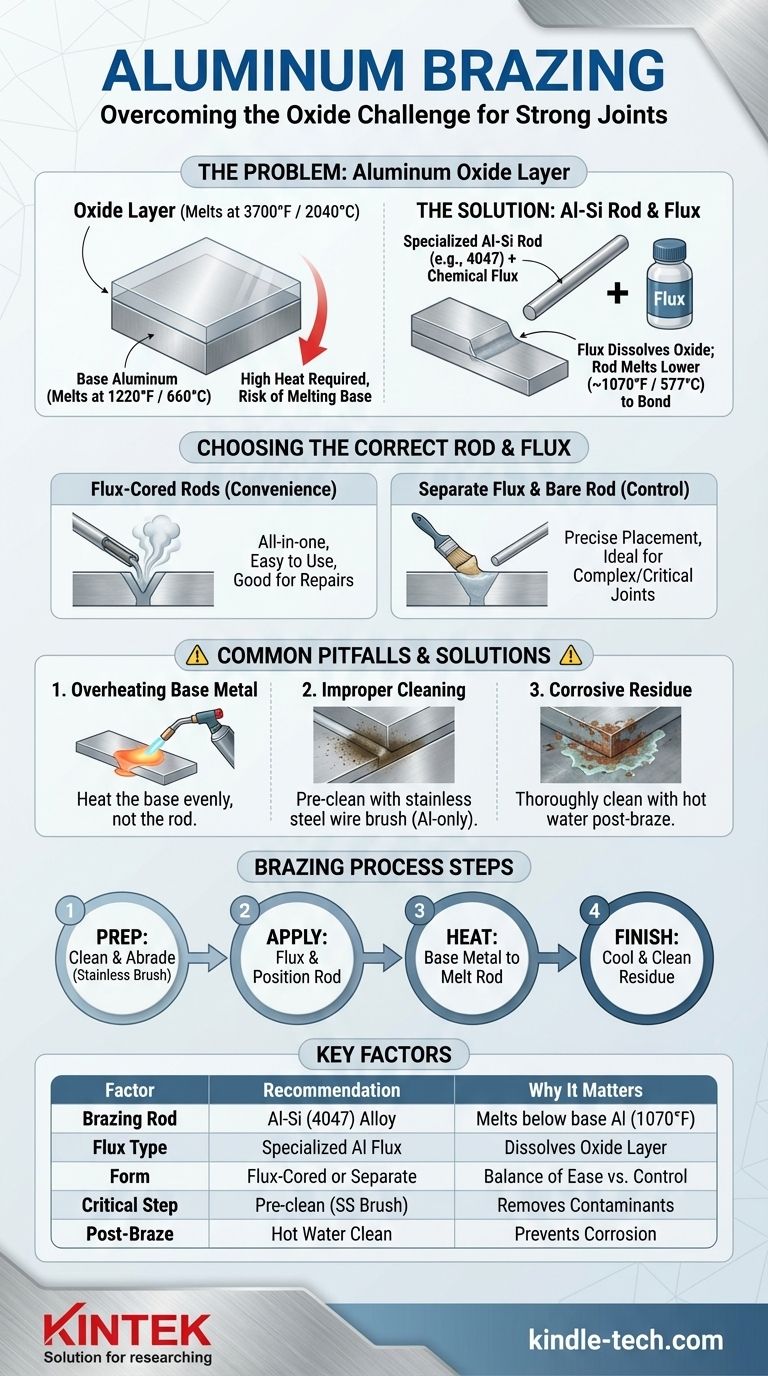
Cada peça de alumínio é protegida por uma camada fina, dura e transparente de óxido de alumínio.
Essa camada de óxido é a razão pela qual o alumínio resiste tão bem à corrosão, mas é o principal inimigo de qualquer processo de união. Ela derrete a cerca de 2040°C (3700°F), enquanto o alumínio subjacente derrete a apenas 660°C (1220°F).
Se você tentar aquecer a junta para derreter uma vareta de enchimento padrão, você derreterá o alumínio base em uma poça muito antes de conseguir romper a camada de óxido.
A Solução: Fluxo e uma Vareta de Enchimento de Baixa Temperatura
A solução é um sistema de duas partes: uma vareta de enchimento especializada e um fluxo químico ativo.
O fluxo é um agente químico projetado para atacar e dissolver a camada de óxido de alumínio quando aquecido. A vareta de enchimento de alumínio-silício é projetada para derreter a uma temperatura ligeiramente abaixo da do alumínio base, permitindo que ela flua para a junta assim que o fluxo tiver aberto um caminho.
Escolhendo a Vareta e o Fluxo Corretos
Embora o processo seja a chave, a seleção dos materiais certos é o primeiro passo necessário. Sua escolha geralmente se resume à conveniência versus controle.
A Escolha Padrão: Varetas de Alumínio-Silício (Al-Si)
O padrão da indústria para brasagem de alumínio é uma liga de alumínio e silício, mais comumente 4047 (Al-Si12).
O alto teor de silício confere a esta liga duas propriedades críticas:
- Ponto de Fusão Mais Baixo: Torna-se líquido a cerca de 577°C (1070°F), bem abaixo do ponto de fusão das ligas de alumínio comuns.
- Excelente Fluxo (Molhabilidade): Uma vez fundido, flui facilmente para juntas apertadas por ação capilar.
Varetas com Núcleo de Fluxo vs. Fluxo Separado
Você pode adquirir esses materiais em duas formas principais.
Varetas com núcleo de fluxo têm o pó de fluxo contido dentro da própria vareta. Ao aquecer a vareta, ela libera o fluxo diretamente na junta. Isso é altamente conveniente e excelente para iniciantes.
O fluxo separado envolve a aplicação de uma pasta ou pó de fluxo na junta antes do aquecimento e, em seguida, a introdução de uma vareta de brasagem nua. Este método oferece mais controle sobre a colocação do fluxo e é frequentemente preferido para juntas complexas ou críticas.
Compreendendo as Trocas e Armadilhas Comuns
O alumínio dá muito poucos avisos antes de falhar. Ele não brilha em vermelho como o aço antes de derreter; ele simplesmente se transforma em uma poça líquida. Essa natureza implacável leva a erros comuns.
Armadilha #1: Superaquecimento do Metal Base
Esta é a falha mais comum. Os operadores aplicam muito calor direto à peça de trabalho, tentando derreter a vareta.
A técnica correta é aquecer o metal base uniformemente ao redor da junta até que esteja quente o suficiente para derreter a vareta em contato. O maçarico deve aquecer a peça, não a vareta.
Armadilha #2: Limpeza Inadequada
O fluxo só pode fazer muito. A superfície deve ser limpa mecanicamente antes de começar.
Use uma escova de aço inoxidável (uma que seja apenas usada para alumínio) para esfregar a área da junta imediatamente antes de aplicar o fluxo e o calor. Isso remove contaminantes da superfície e uma parte da camada espessa de óxido, permitindo que o fluxo funcione de forma mais eficaz.
Armadilha #3: Esquecer a Limpeza Pós-Brasagem
A maioria dos fluxos de brasagem de alumínio são corrosivos. Se deixados na junta, eles atrairão umidade e corroerão o alumínio ao longo do tempo.
Depois que a peça esfriar, você deve limpar a junta completamente com água quente e uma escova dura para remover todo o fluxo residual.
Fazendo a Escolha Certa para o Seu Objetivo
As necessidades específicas do seu projeto guiarão a seleção do seu material e processo.
- Se o seu foco principal é um reparo simples e rápido: Escolha uma vareta de alumínio-silício (tipo 4047) com núcleo de fluxo de alta qualidade. Sua natureza "tudo em um" simplifica drasticamente o processo.
- Se o seu foco principal é unir tubos ou chapas de parede fina: Use um fluxo separado e uma vareta nua para melhor controle de calor, e concentre-se em aquecer a junta de forma ampla e uniforme para evitar derreter o material fino.
- Se o seu foco principal é a máxima resistência ou um componente estrutural: Reavalie se a brasagem é o processo certo. A soldagem TIG, que derrete e funde os metais base, cria uma junta significativamente mais forte do que a brasagem.
Em última análise, o sucesso na brasagem de alumínio é alcançado através da delicadeza e da compreensão do material, não através de calor ou força avassaladores.
Tabela Resumo:
| Fator Chave | Recomendação | Por que é Importante |
|---|---|---|
| Vareta de Brasagem | Liga de Alumínio-Silício (Al-Si), ex: 4047 | Derrete a ~577°C, abaixo do ponto de fusão do alumínio base |
| Tipo de Fluxo | Fluxo especializado para brasagem de alumínio | Dissolve a resistente camada de óxido de alumínio para uma ligação adequada |
| Forma | Varetas com núcleo de fluxo (facilidade) ou fluxo separado + vareta nua (controle) | Escolha com base na complexidade do projeto e nível de experiência |
| Etapa Crítica | Pré-limpeza com escova de aço inoxidável (apenas para alumínio) | Remove contaminantes e auxilia na eficácia do fluxo |
| Pós-Brasagem | Limpe completamente com água quente para remover o fluxo corrosivo | Previne corrosão a longo prazo e garante a integridade da junta |
Obtenha juntas de alumínio impecáveis com o equipamento e a experiência certos.
A brasagem de alumínio requer precisão e os materiais corretos para superar sua desafiadora camada de óxido. Na KINTEK, somos especializados em fornecer equipamentos e consumíveis de laboratório de alta qualidade, adaptados às suas necessidades específicas de união e fabricação. Seja para P&D, prototipagem ou produção, nossos especialistas podem ajudá-lo a selecionar as varetas de brasagem, fluxos e ferramentas de aquecimento ideais para resultados consistentes e fortes.
Deixe a KINTEK impulsionar as capacidades do seu laboratório. Entre em contato com nossa equipe técnica hoje para discutir suas necessidades de brasagem de alumínio e descobrir como nossas soluções podem aprimorar seu fluxo de trabalho e garantir o sucesso do projeto.
Guia Visual
Produtos relacionados
- Hastil Cerâmico de Alumina Fina Avançada para Aplicações Industriais
- Haste Cerâmica de Zircônia Estabilizada por Ítrio Usinada de Precisão para Engenharia de Cerâmicas Finas Avançadas
- Haste Cerâmica de Nitreto de Boro (BN) para Aplicações de Alta Temperatura
- Fabricante Personalizado de Peças de PTFE Teflon para Peneira de Malha F4 de PTFE
- Suportes Personalizados de PTFE para Laboratório e Processamento de Semicondutores
As pessoas também perguntam
- Qual é a temperatura máxima para um tubo de alumina? Desbloqueie todo o seu potencial com alta pureza
- Qual dos seguintes é usado em fornos para suportar altas temperaturas? Materiais Chave para Calor Extremo
- A cerâmica é quimicamente inerte? Desvende o Poder da Resistência Química Suprema
- Quais são as propriedades e precauções de manuseio do pó de alumina como material de polimento? Obtenha um Acabamento Impecável com Precisão
- Qual a temperatura máxima que a cerâmica pode suportar? Um Guia para o Desempenho em Calor Extremo
















