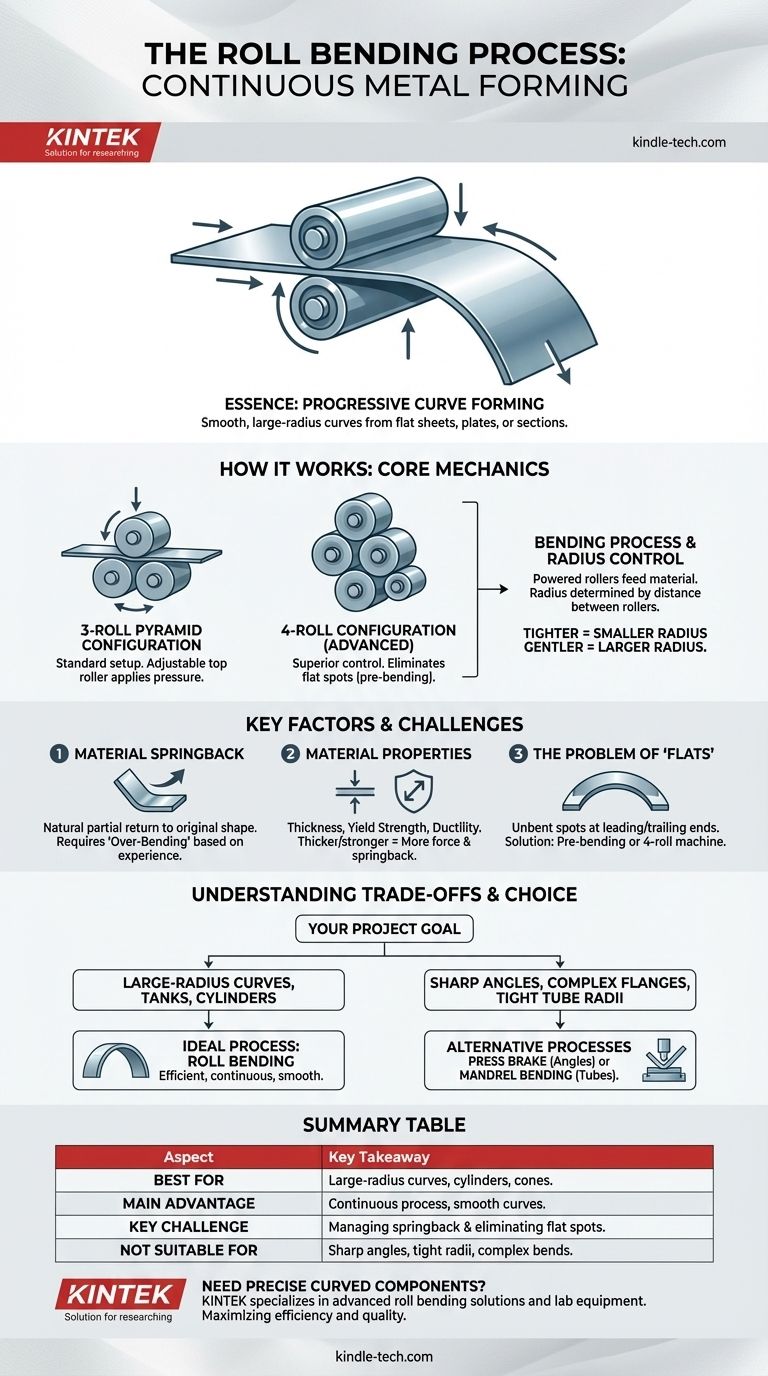
Em essência, a curvatura por rolos é um processo contínuo de conformação de metal que utiliza um conjunto de rolos para moldar progressivamente chapas, placas ou seções estruturais de metal planas em arcos curvos, cones ou cilindros completos. Ao contrário da dobragem por prensa, que cria dobras nítidas e discretas, a curvatura por rolos destaca-se na produção de curvas suaves e de grande raio sem alterar a espessura do material.
A curvatura por rolos é o método mais eficiente para criar curvas de grande raio em metal. O sucesso, no entanto, depende inteiramente da compreensão da interação entre a configuração da máquina, as propriedades do material e o desafio inerente da recuperação elástica do material.

Como funciona a curvatura por rolos: A Mecânica Essencial
No seu cerne, a curvatura por rolos é um processo mecânico direto. Uma peça plana de metal é alimentada entre múltiplos rolos que aplicam pressão, induzindo uma curva permanente ao longo do seu comprimento.
A Configuração da Máquina
A maioria das máquinas de curvatura por rolos utiliza uma configuração em pirâmide de três rolos, com dois rolos inferiores a suportar o material e um único rolo superior ajustável a aplicar pressão descendente.
Máquinas mais avançadas utilizam uma configuração de quatro rolos, que adiciona um quarto rolo. Esta configuração oferece um controlo superior, particularmente para a pré-dobragem das extremidades do material para eliminar os pontos planos comuns nos sistemas de três rolos.
O Processo de Curvatura
O processo começa alimentando o material plano na máquina. O rolo superior ajustável é abaixado para aplicar uma quantidade precisa de força.
À medida que os rolos motorizados alimentam o material através da máquina, este é continuamente curvado para um raio específico. Este processo pode ser repetido, com ajustes incrementais no rolo superior, para alcançar a curvatura final desejada.
Controlo do Raio de Curvatura
O raio da curva é determinado pela distância entre os rolos. Mover o rolo superior para mais perto dos rolos inferiores cria uma curva mais apertada (raio menor), enquanto movê-lo para mais longe produz uma curva mais suave (raio maior).
Fatores Chave que Influenciam o Resultado
Alcançar uma curvatura precisa não é tão simples quanto ajustar os rolos. Vários fatores de material e processo devem ser geridos cuidadosamente.
Recuperação Elástica do Material (Springback)
A recuperação elástica (springback) é a tendência natural do metal de retornar parcialmente à sua forma plana original após a remoção da força de curvatura.
Os operadores devem curvar em excesso o material além do raio alvo, antecipando o grau de recuperação elástica. Isso requer experiência e um profundo entendimento da resistência ao escoamento e da elasticidade do material.
Propriedades do Material
A espessura, resistência ao escoamento e ductilidade do material são variáveis críticas. Materiais mais espessos e mais fortes requerem significativamente mais força para curvar e exibirão maior recuperação elástica.
O Problema dos "Planos"
Num processo padrão de três rolos, as seções do material nas extremidades dianteira e traseira não passam completamente sob o ponto de curvatura do rolo superior. Isso deixa pontos planos não curvados.
Este problema é frequentemente resolvido por pré-dobragem das extremidades numa operação separada (como numa dobradeira) ou utilizando uma máquina de quatro rolos projetada para lidar com esta curvatura inicial.
Compreendendo as Compensações
A curvatura por rolos é um processo poderoso, mas não é uma solução universal para todas as necessidades de curvatura. Compreender as suas limitações é fundamental para utilizá-la eficazmente.
Melhor para Grandes Raios
A curvatura por rolos é o processo ideal para criar curvas grandes e amplas. Não é adequada para produzir raios apertados ou cantos afiados de 90 graus, que são o domínio da conformação por dobradeira.
Complexidade Geométrica Limitada
O processo é projetado para criar curvas, cilindros ou cones simples de raio constante. Não pode produzir facilmente peças com múltiplas dobras complexas ou raios variáveis numa única passagem.
Potencial de Distorção
Uma configuração inadequada pode levar a defeitos. Por exemplo, se os rolos não estiverem perfeitamente paralelos, o material pode começar a formar um cone em vez de um cilindro. Isso requer calibração cuidadosa da máquina e habilidade do operador.
Fazendo a Escolha Certa para o Seu Projeto
Selecionar o processo de conformação correto é fundamental para alcançar a sua intenção de design de forma eficiente e económica.
- Se o seu foco principal é criar componentes estruturais de grande raio, tanques ou cilindros: A curvatura por rolos é quase sempre o método mais eficiente e económico.
- Se o seu foco principal é criar peças com ângulos nítidos e discretos ou flanges complexos: Uma dobradeira oferece a precisão e o controlo necessários para a curvatura angular.
- Se o seu foco principal é curvar tubos ou tubagens para um raio apertado sem que colapsem: A curvatura de tubo com mandril é o processo especializado necessário para suportar o tubo por dentro.
Em última análise, a geometria da sua peça dita o melhor processo de fabrico para o trabalho.
Tabela Resumo:
| Aspeto | Principal Conclusão |
|---|---|
| Melhor Para | Curvas de grande raio, cilindros e cones |
| Principal Vantagem | Processo contínuo para curvas suaves sem alteração de espessura |
| Principal Desafio | Gerir a recuperação elástica do material e eliminar pontos planos |
| Não Adequado Para | Ângulos agudos, raios apertados ou dobras geométricas complexas |
Precisa de criar componentes metálicos curvos precisos para o seu projeto?
A KINTEK é especializada no fornecimento de equipamentos e máquinas de laboratório, incluindo soluções avançadas de curvatura por rolos, que impulsionam os seus processos de fabrico e P&D. A nossa experiência garante que seleciona o processo certo para os seus requisitos de material e design, maximizando a eficiência e a qualidade.
Contacte os nossos especialistas hoje para discutir como podemos apoiar as suas necessidades de laboratório e produção com o equipamento e consumíveis certos.
Guia Visual
Produtos relacionados
- Máquina de Mistura Aberta Tipo Dois Cilindros para Triturador de Borracha
- Moinho Planetário de Bolas de Laboratório Máquina de Moagem Rotativa de Bolas
- Máquina Moedora Planetária Horizontal de Bola de Laboratório
- Máquina de Fundição de Filme Esticável de PVC para Plástico de Laboratório para Teste de Filme
- Máquina de Granulação de Plástico com Extrusora de Duplo Parafuso
As pessoas também perguntam
- Quais são as vantagens de um moinho de dois rolos? Alcance Mistura Superior de Polímeros e Controle de Qualidade
- O que é um moinho de dois rolos? Domine a Mistura de Polímeros para P&D e Controle de Qualidade
- Quais são as desvantagens de um moinho de dois rolos? Principais riscos de segurança e consistência
- O que faz uma máquina de moinho de dois rolos? Master Polymer & Rubber Compounding
- Qual é o princípio da mistura em um moinho de dois rolos aberto? Domine o Cisalhamento, a Compressão e o Calor para uma Mistura Uniforme














