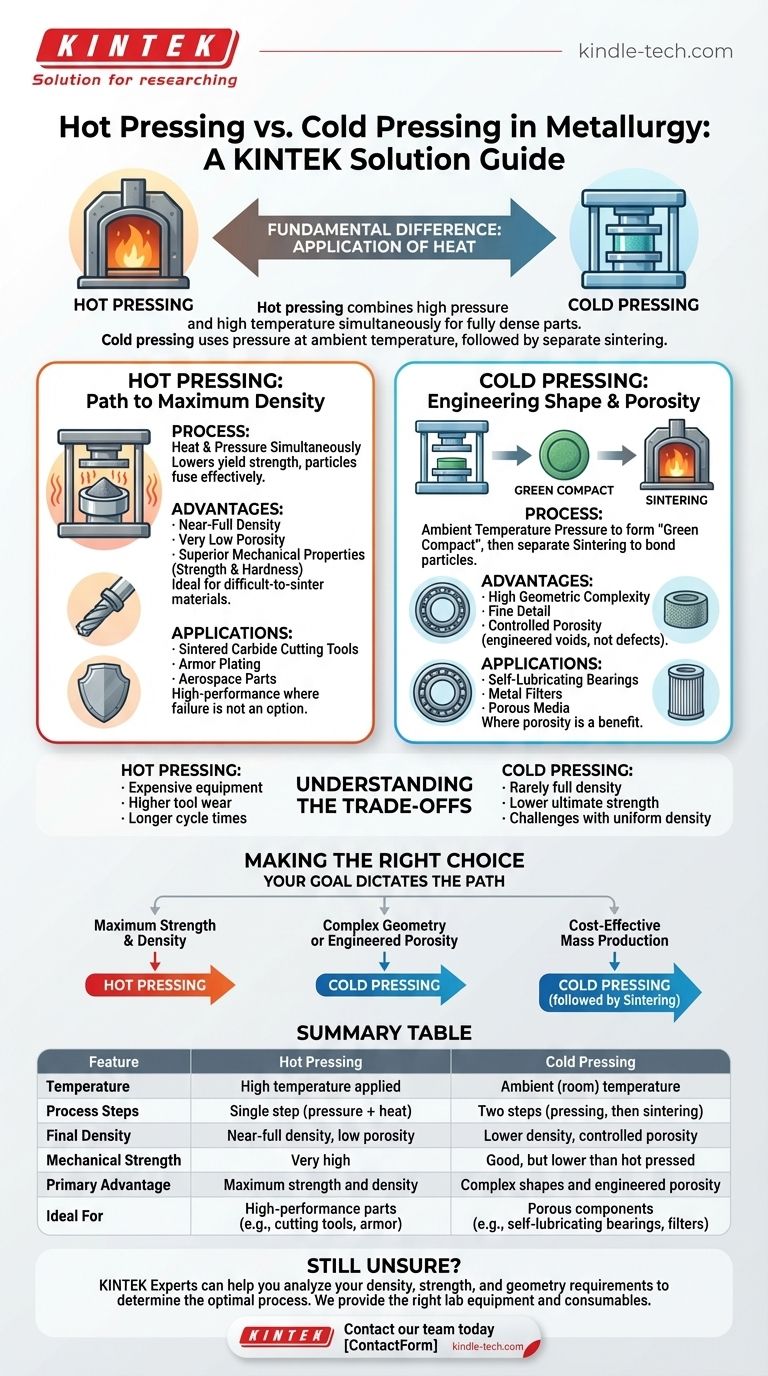
Em metalurgia, a diferença fundamental entre a prensagem a quente e a prensagem a frio reside na aplicação de calor. A prensagem a quente combina alta pressão e alta temperatura simultaneamente para criar peças totalmente densas e de alta resistência em uma única etapa. Em contraste, a prensagem a frio usa apenas pressão à temperatura ambiente para formar um componente, que é tipicamente sinterizado em um processo de aquecimento separado para ganhar resistência.
A escolha entre essas técnicas não é sobre qual é superior, mas sobre a função pretendida da peça final. A prensagem a quente é escolhida para máxima densidade e desempenho mecânico, enquanto a prensagem a frio é escolhida para geometria intrincada e porosidade projetada.
Desconstruindo a Prensagem a Quente: O Caminho para a Densidade Máxima
A prensagem a quente é uma técnica avançada de metalurgia do pó projetada para superar as limitações da sinterização tradicional. Ao aplicar calor e pressão ao mesmo tempo, ela melhora drasticamente a capacidade do material de se consolidar.
O Processo Principal
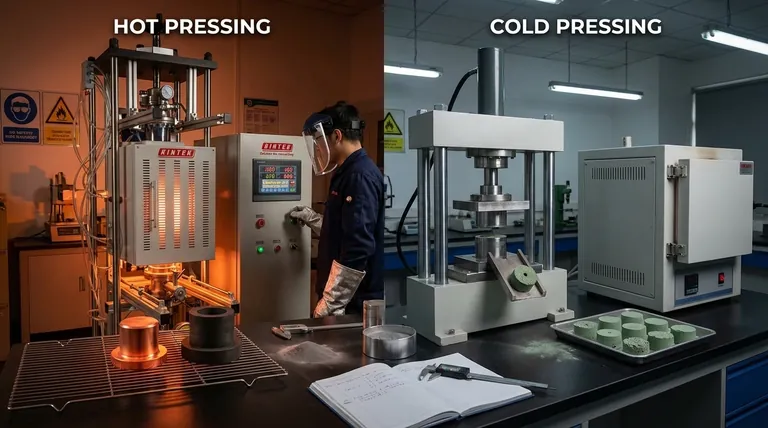
Em uma prensa a quente, o pó metálico é colocado em uma matriz (muitas vezes feita de grafite ou uma superliga) que é então aquecida a uma alta temperatura, tipicamente abaixo do ponto de fusão do material. Simultaneamente, uma grande força compressiva é aplicada.
Esta combinação de calor e pressão reduz a resistência ao escoamento do material, permitindo que as partículas de pó se deformem e se fundam de forma muito mais eficaz do que apenas com pressão ou calor.
Principais Vantagens
A principal vantagem da prensagem a quente é sua capacidade de produzir peças com porosidade muito baixa e densidade quase total.
Isso resulta em propriedades mecânicas superiores, como alta resistência e dureza. É particularmente eficaz para materiais que são inerentemente difíceis de sinterizar, como certas cerâmicas e superligas.
Aplicações Típicas
A prensagem a quente é o método ideal para criar componentes de alto desempenho onde a falha não é uma opção. Exemplos comuns incluem ferramentas de corte de carboneto sinterizado, blindagens e peças aeroespaciais especializadas onde a relação máxima resistência-peso é crítica.
Desconstruindo a Prensagem a Frio: Engenharia de Forma e Porosidade
A prensagem a frio é o método de metalurgia do pó mais convencional e amplamente utilizado. Ela se concentra em alcançar uma forma e estrutura interna específicas à temperatura ambiente antes que qualquer calor seja aplicado.
O Processo Principal
O pó metálico é carregado em uma matriz e compactado sob alta pressão. Esta ação forma uma peça frágil e precisamente moldada conhecida como "compacto verde".
Este compacto verde tem força suficiente para ser manuseado, mas requer um processo de aquecimento subsequente, chamado sinterização, para ligar as partículas e desenvolver suas propriedades mecânicas finais.
Principais Vantagens
A principal força da prensagem a frio é sua capacidade de criar peças com alta complexidade geométrica e detalhes finos.
Crucialmente, também permite a criação intencional de uma rede controlada de poros dentro do material. Esta porosidade calculada não é um defeito, mas uma característica de design.
Aplicações Típicas
A prensagem a frio é usada para criar componentes onde a porosidade é um benefício. O exemplo clássico é um rolamento autolubrificante, onde os vazios internos são impregnados com óleo, que é liberado durante a operação. Outras aplicações incluem filtros metálicos e outras mídias porosas.
Compreendendo as Trocas
Nenhum dos processos é uma solução universal. A escolha certa depende de um cuidadoso equilíbrio entre custo, propriedades desejadas e volume de produção.
Prensagem a Quente: Custo e Complexidade
O equipamento para prensagem a quente é significativamente mais caro e complexo. A combinação de calor e pressão extremos leva a um maior desgaste da ferramenta e requer materiais de matriz especializados e caros. Os tempos de ciclo também são geralmente mais longos, tornando-o menos adequado para produção em massa de alto volume.
Prensagem a Frio: Densidade e Resistência
Peças prensadas a frio raramente atingem a densidade total de suas contrapartes prensadas a quente. O produto final terá alguma porosidade residual, o que tipicamente resulta em menor resistência e dureza finais. Alcançar densidade uniforme em peças muito complexas ou altas também pode ser um desafio.
Fazendo a Escolha Certa para Sua Aplicação
Seu objetivo final dita o caminho de fabricação correto. Use este guia para determinar qual processo se alinha com o requisito principal do seu projeto.
- Se o seu foco principal é a máxima resistência e densidade: A prensagem a quente é a escolha definitiva para criar um componente totalmente consolidado e de alto desempenho a partir de materiais avançados.
- Se o seu foco principal é a geometria complexa ou porosidade projetada: A prensagem a frio se destaca na produção de formas intrincadas e peças projetadas para reter fluidos, como rolamentos autolubrificantes.
- Se o seu foco principal é a produção em massa econômica: A prensagem a frio, seguida de sinterização, é geralmente o método mais econômico e rápido para produzir grandes quantidades de componentes onde a densidade extrema não é a principal prioridade.
Em última análise, selecionar a técnica de prensagem correta é sobre combinar as capacidades do processo com as demandas funcionais do produto final.
Tabela Resumo:
| Característica | Prensagem a Quente | Prensagem a Frio |
|---|---|---|
| Temperatura | Alta temperatura aplicada | Temperatura ambiente |
| Etapas do Processo | Etapa única (pressão + calor) | Duas etapas (prensagem, depois sinterização) |
| Densidade Final | Densidade quase total, baixa porosidade | Menor densidade, porosidade controlada |
| Resistência Mecânica | Muito alta | Boa, mas inferior à prensagem a quente |
| Vantagem Principal | Máxima resistência e densidade | Formas complexas e porosidade projetada |
| Ideal Para | Peças de alto desempenho (ex: ferramentas de corte, blindagem) | Componentes porosos (ex: rolamentos autolubrificantes, filtros) |
Ainda não tem certeza de qual técnica de prensagem é a certa para sua aplicação?
Na KINTEK, somos especializados em fornecer o equipamento de laboratório e os consumíveis certos para apoiar seus projetos de metalurgia. Nossos especialistas podem ajudá-lo a analisar seus requisitos de densidade, resistência e geometria para determinar o processo ideal.
Entre em contato com nossa equipe hoje para discutir como nossas soluções podem ajudá-lo a alcançar resultados superiores, seja você desenvolvendo componentes aeroespaciais de alto desempenho ou peças metálicas porosas intrincadas.
Guia Visual