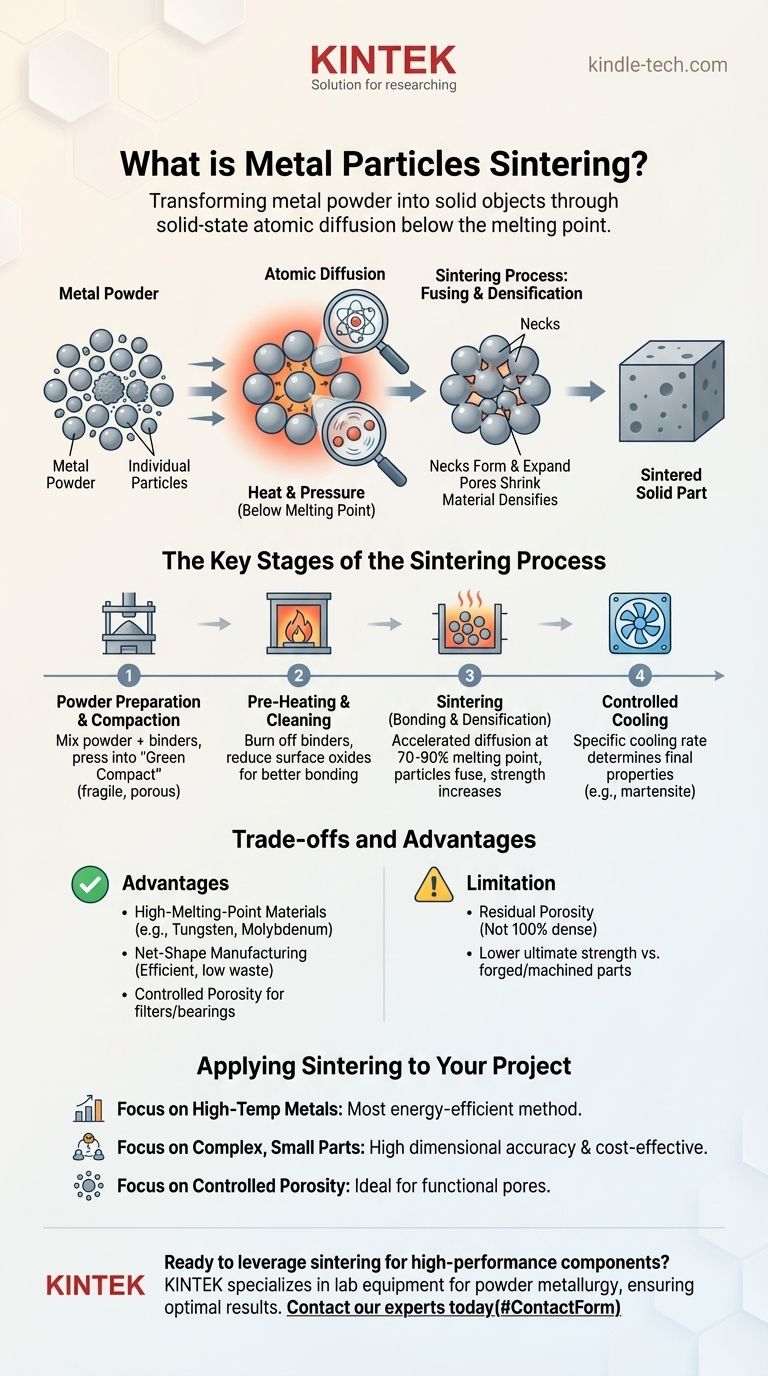
Em essência, a sinterização de partículas metálicas é um processo de fabrico que transforma pó metálico num objeto sólido e denso usando calor e pressão. Crucialmente, isto é conseguido a uma temperatura abaixo do ponto de fusão do material, fazendo com que as partículas individuais se fundam sem nunca se transformarem em líquido.
A sinterização consiste fundamentalmente em encorajar a difusão atómica em estado sólido. Ao aplicar calor e pressão, dá-se aos átomos metálicos a energia para se moverem através dos limites das partículas de pó individuais, ligando-as numa massa única e coesa e reduzindo o espaço vazio entre elas.

O Princípio Fundamental: Difusão Atómica Sem Fusão
O Que Impulsiona o Processo?
A sinterização funciona porque os átomos num sólido não são estáticos; eles vibram e podem mover-se. O calor aumenta este movimento atómico.
Quando o pó metálico é aquecido, os átomos na superfície de cada partícula tornam-se suficientemente móveis para migrar através dos limites para uma partícula adjacente. Este movimento é chamado de difusão atómica.
Fundindo Partículas num Sólido
À medida que os átomos se difundem, os pontos de contacto entre as partículas crescem em "pescoços". Estes pescoços expandem-se até que os limites entre as partículas originais desapareçam, fundindo-as eficazmente.
Este processo reduz a área de superfície total e minimiza a energia do sistema, resultando numa peça final mais densa, mais forte e mais estável. É semelhante à forma como um aglomerado de bolhas de sabão se fundirá para formar bolhas maiores para reduzir a tensão superficial total.
As Principais Etapas do Processo de Sinterização
A sinterização não é um evento único, mas um processo térmico cuidadosamente controlado e multifásico. Embora as especificidades variem, o percurso do pó à peça geralmente segue estas etapas.
Etapa 1: Preparação e Compactação do Pó
Antes do aquecimento, o pó metálico base é frequentemente misturado com outros elementos, como ligas ou lubrificantes. Esta mistura homogénea é então prensada num molde sob alta pressão.
Esta prensagem inicial forma uma peça frágil e precisamente moldada, conhecida como "compacto verde" ou lingote. Tem a forma desejada, mas carece de resistência e ainda é altamente porosa.
Etapa 2: Pré-aquecimento e Limpeza
O compacto verde é aquecido num forno de atmosfera controlada. A fase inicial de aquecimento é projetada para queimar quaisquer lubrificantes ou ligantes usados durante a compactação.
Esta etapa também envolve frequentemente a redução de óxidos de superfície das partículas metálicas. Superfícies limpas e livres de óxidos são críticas para permitir uma difusão atómica eficaz e ligações fortes na próxima etapa.
Etapa 3: Sinterização (Ligação e Densificação)
Este é o cerne do processo. A temperatura é elevada até ao ponto de sinterização, tipicamente 70-90% da temperatura de fusão absoluta do material.
A esta temperatura, a difusão atómica acelera dramaticamente. As partículas fundem-se, os poros encolhem ou são eliminados, e o material sofre uma significativa densificação, aumentando a sua resistência e dureza.
Etapa 4: Arrefecimento Controlado
Após manter a temperatura de sinterização por um tempo definido, a peça é arrefecida de forma controlada. A taxa de arrefecimento pode ser manipulada para atingir propriedades finais específicas, como a formação de estruturas martensíticas duras em componentes à base de aço.
Compreendendo os Compromissos e Vantagens
A sinterização é uma técnica poderosa, mas não é uma solução universal. A sua seleção depende de uma clara compreensão dos seus benefícios e limitações.
Vantagem Principal: Materiais com Alto Ponto de Fusão
A sinterização é o método preferencial para materiais com pontos de fusão extremamente altos, como tungsténio e molibdénio. Fundir e fundir estes materiais seria incrivelmente intensivo em energia e difícil.
Vantagem Principal: Fabrico de Forma Líquida (Net-Shape)
O processo permite a criação de peças complexas na sua forma final (ou "líquida") com muito pouco desperdício de material ou necessidade de maquinação subsequente. Isso torna-o altamente eficiente para a produção em massa.
Limitação Chave: Porosidade Residual
É muito difícil atingir 100% de densidade apenas através da sinterização. Quase sempre haverá uma pequena quantidade de porosidade residual (espaço vazio) na peça final.
Isso significa que um componente sinterizado pode não ter a mesma resistência máxima que uma peça forjada ou maquinada a partir de um lingote sólido e totalmente denso do mesmo material.
Como Aplicar Isto ao Seu Projeto
A decisão de usar a sinterização é impulsionada pela sua escolha de material, complexidade da peça e requisitos de desempenho.
- Se o seu foco principal é trabalhar com metais de alta temperatura: A sinterização é frequentemente o método mais prático e energeticamente eficiente disponível para materiais como o tungsténio.
- Se o seu foco principal é a produção em massa de peças pequenas e complexas: A metalurgia do pó e a sinterização oferecem excelente precisão dimensional e mínimo desperdício de material, tornando-a altamente económica.
- Se o seu foco principal é a criação de peças com porosidade controlada: A sinterização é o processo ideal para fabricar produtos como filtros metálicos ou rolamentos autolubrificantes, onde os poros são uma característica funcional.
Ao compreender a sinterização como um processo de ligação atómica, pode alavancar melhor as suas capacidades únicas para os seus objetivos de fabrico específicos.
Tabela Resumo:
| Aspeto | Detalhe Chave |
|---|---|
| Processo | Fusão de pó metálico usando calor e pressão abaixo do ponto de fusão |
| Mecanismo | A difusão atómica forma pescoços entre as partículas, reduzindo a porosidade |
| Etapas Chave | Compactação do pó → Pré-aquecimento/limpeza → Sinterização → Arrefecimento controlado |
| Melhor Para | Metais de alto ponto de fusão (tungsténio, molibdénio), peças de forma líquida, porosidade controlada |
| Limitação | A porosidade residual pode limitar a resistência máxima vs. materiais totalmente densos |
Pronto para aproveitar a sinterização para os seus componentes metálicos de alto desempenho? A KINTEK especializa-se em fornecer o equipamento de laboratório e consumíveis precisos necessários para processos avançados de metalurgia do pó. Quer esteja a trabalhar com tungsténio, molibdénio ou outras ligas, as nossas soluções garantem um controlo ótimo da temperatura e gestão da atmosfera para resultados de sinterização superiores. Contacte os nossos especialistas hoje para discutir como podemos apoiar os projetos de sinterização do seu laboratório!
Guia Visual
Produtos relacionados
- Forno de Tratamento Térmico a Vácuo e Sinterização de Tungstênio de 2200 ℃
- Forno de Sinterização por Plasma de Faísca Forno SPS
- Pequeno Forno de Tratamento Térmico a Vácuo e Sinterização de Fio de Tungstênio
- Forno de Sinterização de Fio de Molibdênio a Vácuo para Tratamento Térmico a Vácuo e Sinterização de Fio de Molibdênio
- Forno de Tratamento Térmico a Vácuo e Sinterização com Pressão de Ar de 9MPa
As pessoas também perguntam
- O que acontece com o tungstênio quando aquecido? Descubra sua extrema resistência ao calor e propriedades exclusivas
- Como um forno de sinterização a vácuo de alta temperatura facilita o pós-tratamento de revestimentos de Zircônia?
- Que temperaturas de sinterização podem ser necessárias para o tungstênio em uma atmosfera de hidrogênio puro? Alcance 1600°C para Desempenho Máximo
- Por que é necessário usar auxiliares de sinterização para PLS? Alcançar Densidade Total em Cerâmicas de Ultra-Alta Temperatura
- Como um forno de sinterização a vácuo de alta temperatura contribui para a formação de materiais porosos de Fe-Cr-Al?



















