Em termos mais simples, a Prensagem Isostática a Quente (HIP) é um processo de fabricação avançado usado na metalurgia do pó que aplica simultaneamente alta temperatura e gás de alta pressão de todas as direções a um componente. Essa combinação aquece o pó metálico até pouco abaixo de seu ponto de fusão, tornando-o maleável, enquanto a pressão uniforme e abrangente espreme e elimina quaisquer vazios ou porosidade internos. O resultado é uma peça totalmente densa com resistência superior e uma estrutura interna altamente uniforme.
O propósito central da Prensagem Isostática a Quente não é meramente moldar uma peça, mas atingir uma densidade de material quase perfeita. É uma etapa de pós-processamento ou consolidação que transforma um componente de pó metálico poroso em um material sólido de alto desempenho, livre dos defeitos internos que limitam outros métodos.
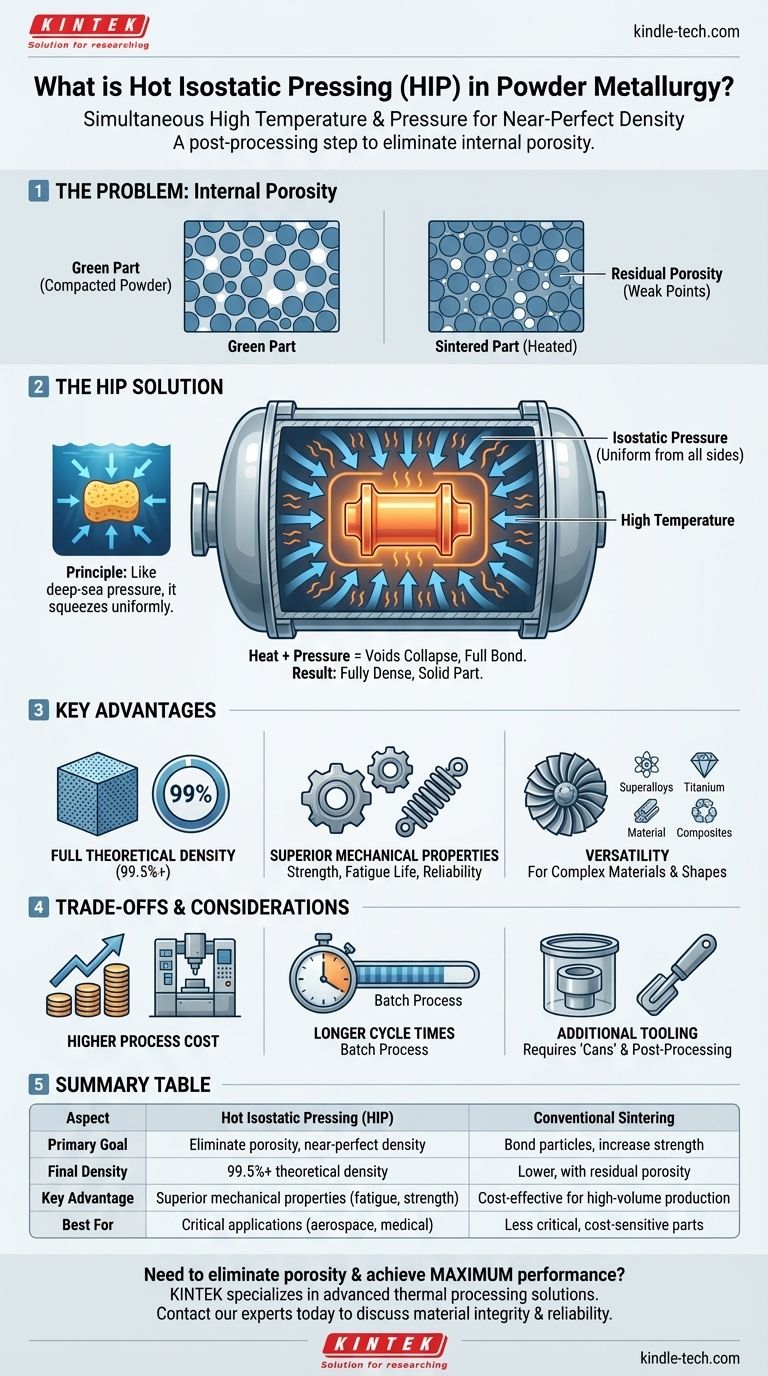
O Problema Central que o HIP Resolve: Porosidade Interna
Na metalurgia do pó convencional, o pó metálico é primeiro compactado em uma forma preliminar chamada "peça verde". Esta peça mantém sua forma, mas é preenchida com vazios microscópicos entre as partículas de pó individuais.
Os Limites da Sinterização Sozinha
A próxima etapa tradicional é a sinterização, onde a peça verde é aquecida em um forno. Esse calor faz com que as partículas se liguem ou "pescoço" juntas, aumentando a resistência da peça.
No entanto, a sinterização sozinha muitas vezes não consegue fechar todos os poros internos. Essa porosidade residual atua como um defeito microscópico, tornando-se um potencial ponto de falha que pode comprometer a resistência, a vida útil à fadiga e a confiabilidade geral do material.
A Solução Isostática
A Prensagem Isostática a Quente visa diretamente essa porosidade residual. A chave é o termo "isostática", que significa que a pressão é aplicada igualmente e simultaneamente de todas as direções.
Imagine apertar uma esponja com a mão — você aplica pressão principalmente de dois lados. Agora, imagine submergir essa esponja profundamente no oceano. A pressão da água atua em toda a sua superfície uniformemente, comprimindo-a igualmente de todas as direções. Este é o princípio da pressão isostática.
A Sinergia de Calor e Pressão
Durante o processo HIP, um componente é colocado dentro de um vaso selado de alta pressão. O vaso é preenchido com um gás inerte (tipicamente argônio), que é então aquecido e pressurizado.
A alta temperatura amolece as partículas metálicas sem derretê-las. A pressão de gás intensa e uniforme então colapsa os vazios internos, forçando as partículas a se ligarem em um nível metalúrgico e criando um objeto sólido e totalmente denso.
Principais Vantagens do Processo HIP
Ao eliminar defeitos internos, o HIP oferece ganhos de desempenho significativos que muitas vezes são inatingíveis com outras técnicas de metalurgia do pó.
Atingindo a Densidade Teórica Total
O principal benefício do HIP é sua capacidade de produzir peças que atingem 99,5%+ de sua densidade máxima teórica. Essa consolidação quase perfeita é a base para todas as outras melhorias de propriedade.
Propriedades Mecânicas Superiores e Previsíveis
Como não há vazios internos para iniciar rachaduras, os componentes HIPed exibem propriedades mecânicas dramaticamente melhoradas. Isso inclui maior resistência à tração, ductilidade e, especialmente, resistência à falha por fadiga. As propriedades também são altamente uniformes em toda a peça.
Versatilidade para Materiais Complexos
O HIP é excepcionalmente eficaz para consolidar materiais que são difíceis de sinterizar por meios convencionais. Isso inclui superligas de alto desempenho, ligas de titânio e compósitos de matriz metálica usados em aplicações exigentes.
Compreendendo as Compensações
Embora poderoso, o HIP é um processo especializado que envolve claras compensações em relação a métodos mais convencionais.
Custo de Processo Mais Elevado
O equipamento necessário para gerar com segurança calor e pressão extremos é altamente especializado e caro. Isso se traduz em um custo por peça mais alto em comparação com as operações tradicionais de prensagem e sinterização.
Tempos de Ciclo Mais Longos
O HIP é um processo em lote. Os ciclos de carregamento, aquecimento, pressurização, manutenção da temperatura e resfriamento podem levar várias horas. Isso o torna menos adequado para o tipo de produção de alto volume onde a prensagem convencional se destaca.
Requisitos Adicionais de Ferramental
Em muitos casos, o pó metálico deve ser selado dentro de um recipiente metálico ou cerâmico descartável (muitas vezes chamado de "lata") antes de ser colocado no vaso HIP. Este recipiente forma a forma final da peça e deve ser removido após o ciclo, adicionando etapas e custos ao processo geral.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo de fabricação correto depende inteiramente dos requisitos de desempenho do componente e das restrições econômicas.
- Se o seu foco principal é o máximo desempenho e confiabilidade: O HIP é a escolha superior para componentes críticos na indústria aeroespacial, implantes médicos ou defesa, onde a falha do material não é uma opção.
- Se o seu foco principal é produzir formas complexas com densidade uniforme: O HIP supera as limitações da prensagem uniaxial, que pode criar variações de densidade em peças com geometrias intrincadas.
- Se o seu foco principal é a produção de alto volume e sensível ao custo: Os métodos convencionais de prensagem e sinterização são quase sempre mais econômicos para peças onde propriedades de material boas, mas não perfeitas, são aceitáveis.
Em última análise, a Prensagem Isostática a Quente é um investimento estratégico na integridade do material, escolhido quando a aplicação exige um desempenho que justifique o custo.
Tabela Resumo:
| Aspecto | Prensagem Isostática a Quente (HIP) | Sinterização Convencional |
|---|---|---|
| Objetivo Principal | Eliminar porosidade interna, atingir densidade quase perfeita | Ligar partículas, aumentar a resistência |
| Densidade Final | 99,5%+ de densidade teórica | Menor, com porosidade residual |
| Principal Vantagem | Propriedades mecânicas superiores (vida útil à fadiga, resistência) | Custo-benefício para produção de alto volume |
| Melhor Para | Aplicações críticas (aeroespacial, implantes médicos) | Peças menos críticas e sensíveis ao custo |
Precisa eliminar a porosidade e alcançar o máximo desempenho da peça?
A KINTEK é especializada em soluções avançadas de processamento térmico para aplicações laboratoriais e industriais exigentes. Nossa experiência pode ajudá-lo a determinar se a Prensagem Isostática a Quente é o investimento estratégico certo para seus componentes de alto desempenho.
Entre em contato com nossos especialistas hoje mesmo através do nosso Formulário de Contato para discutir como nossos equipamentos de laboratório e consumíveis podem atender às suas necessidades específicas de integridade e confiabilidade do material.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas

















