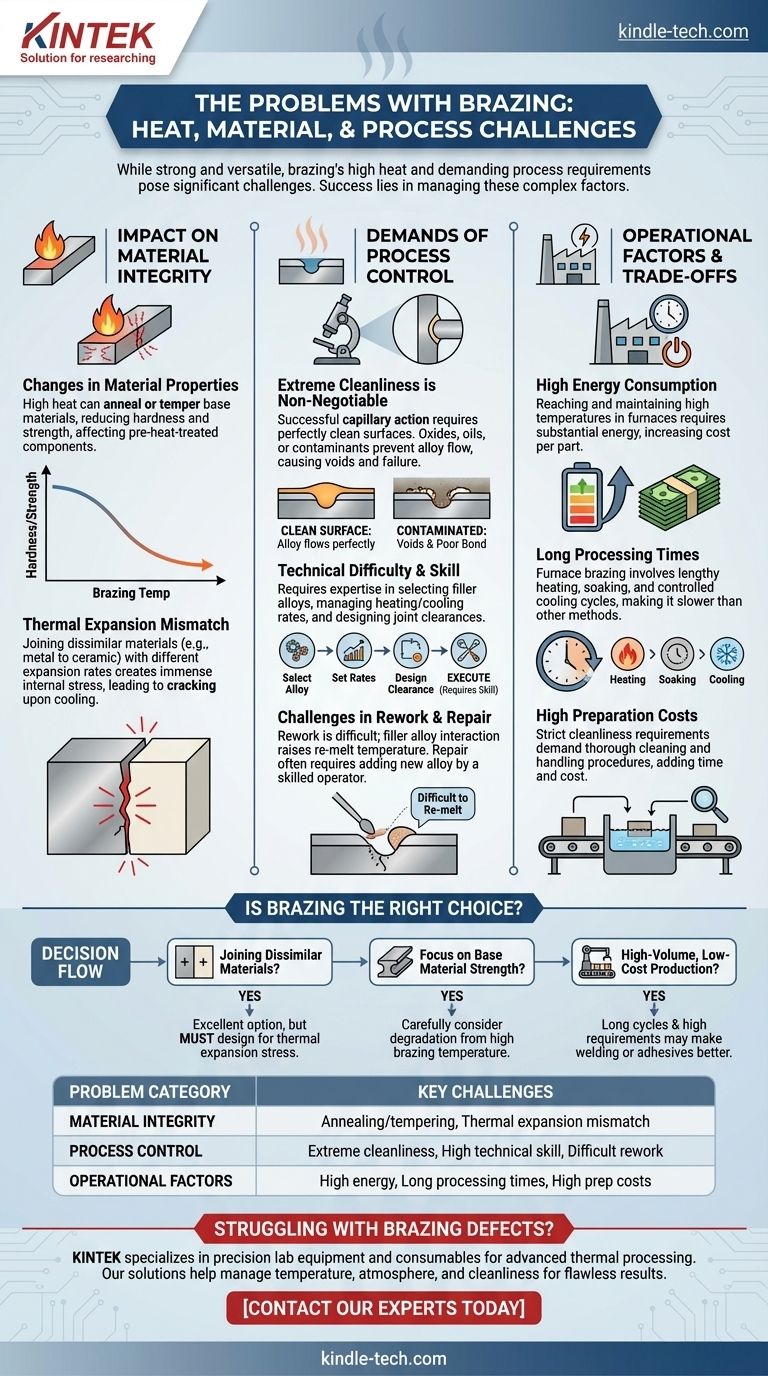
Embora seja um método de união excepcionalmente forte e versátil, os principais problemas com a brasagem giram em torno de seu calor elevado, que pode alterar negativamente os materiais de base, e seus exigentes requisitos de processo, que demandam limpeza extrema e habilidade técnica para evitar defeitos. Desafios adicionais surgem ao unir materiais dissimilares devido a diferenças na expansão térmica.
O desafio central da brasagem não é a resistência da junta finalizada, mas sim gerenciar a complexa interação entre calor, materiais e controle de processo. O sucesso depende de acomodar esses fatores em seu projeto e execução.

O Impacto na Integridade do Material de Base
As altas temperaturas necessárias para a brasagem, embora mais baixas que na soldagem, ainda são significativas o suficiente para alterar fundamentalmente as peças que você está unindo. Esta é uma consideração crítica em qualquer aplicação de engenharia.
Mudanças nas Propriedades do Material
O calor necessário para derreter a liga de brasagem pode recozer ou temperar os materiais de base, reduzindo sua dureza e resistência. Este é um inconveniente significativo se os componentes dependerem de tratamento térmico prévio para suas propriedades mecânicas.
Incompatibilidade de Expansão Térmica
Ao unir materiais dissimilares, como uma cerâmica a um metal, cada material se expande e contrai em taxas diferentes quando aquecido e resfriado. Essa expansão diferencial cria um estresse interno imenso que pode trincar o material mais fraco ou comprometer a junta após o resfriamento.
As Exigências do Controle de Processo
A brasagem não é um processo tolerante. Diferente da fixação mecânica, ela exige preparação e execução meticulosas para alcançar uma junta sólida e confiável.
Limpeza Extrema é Inegociável
A brasagem depende da ação capilar para atrair o metal de enchimento fundido para dentro da junta. Esse fenômeno só funciona em superfícies perfeitamente limpas. Quaisquer óxidos, óleos ou contaminantes impedirão que a liga flua e se ligue, resultando em vazios e uma junta falha.
Dificuldade Técnica e Habilidade
A brasagem adequada requer um alto grau de entendimento técnico. A escolha da liga de enchimento correta, o gerenciamento das taxas de aquecimento e resfriamento, e o projeto da junta com a folga apropriada são todas variáveis críticas que exigem experiência.
Desafios em Retrabalho e Reparo
Se uma junta brasada apresentar um defeito, ela não pode simplesmente ser derretida novamente no lugar. Durante o processo inicial, a liga de enchimento interage com os metais de base, frequentemente elevando sua temperatura de refusão. Um reparo bem-sucedido geralmente requer a adição de uma pequena quantidade de nova liga na área defeituosa, uma tarefa que exige um operador qualificado.
Entendendo as Compensações
Além dos desafios técnicos, a brasagem envolve considerações operacionais significativas que podem torná-la mais complexa ou custosa do que métodos alternativos.
Alto Consumo de Energia
Atingir e manter as temperaturas de brasagem, muitas vezes em um forno a vácuo ou atmosfera controlada, requer uma quantidade substancial de energia. Isso impacta diretamente o custo por peça.
Longos Tempos de Processamento
A brasagem em forno, um método comum para juntas de alta qualidade, envolve ciclos longos para aquecimento, permanência na temperatura e resfriamento controlado. Isso a torna um processo mais lento em comparação com muitas técnicas de soldagem ou montagem mecânica.
Altos Custos de Preparação
O requisito rigoroso de limpeza significa que as peças devem passar por procedimentos rigorosos de limpeza e manuseio antes de entrar no processo de brasagem, adicionando tempo e custo ao fluxo de trabalho de fabricação.
A Brasagem é a Escolha Certa para Sua Aplicação?
Para decidir se a brasagem é a abordagem correta, pondere seus desafios em relação ao seu objetivo principal de engenharia.
- Se seu foco principal é unir materiais dissimilares (como metal com cerâmica): A brasagem é uma excelente opção, mas você deve projetar a junta para acomodar ou mitigar o estresse da incompatibilidade de expansão térmica.
- Se seu foco principal é manter a resistência do material de base: Você deve considerar cuidadosamente se a temperatura de brasagem necessária degradará inaceitavelmente as propriedades tratadas termicamente do material.
- Se seu foco principal é produção de alto volume e baixo custo: Os longos tempos de ciclo e os altos requisitos de processo da brasagem podem tornar outros métodos, como soldagem ou adesivos, mais adequados.
Em última análise, as limitações da brasagem são gerenciáveis quando são compreendidas e planejadas desde o início.
Tabela de Resumo:
| Categoria do Problema | Desafios Principais |
|---|---|
| Integridade do Material | Recozimento/tempero dos metais de base, incompatibilidade de expansão térmica em materiais dissimilares |
| Controle de Processo | Requisitos de limpeza extrema, alta habilidade técnica, retrabalho/reparo difícil |
| Fatores Operacionais | Alto consumo de energia, longos tempos de processamento, altos custos de preparação |
Com problemas de defeitos de brasagem ou controle de processo? A KINTEK é especializada em equipamentos de laboratório de precisão e consumíveis para processamento térmico avançado. Nossas soluções ajudam você a gerenciar as variáveis críticas de temperatura, atmosfera e limpeza para resultados de brasagem impecáveis. Entre em contato com nossos especialistas hoje mesmo para discutir como podemos aumentar a confiabilidade e a eficiência da sua brasagem.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Forno de Grafitação a Vácuo de Ultra-Alta Temperatura de Grafite
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
As pessoas também perguntam
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Como funciona um forno de brasagem a vácuo? Obtenha uma união de metal superior e sem fluxo
- O que é um forno de tratamento térmico a vácuo? Alcance Pureza e Controle Inigualáveis
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.



















