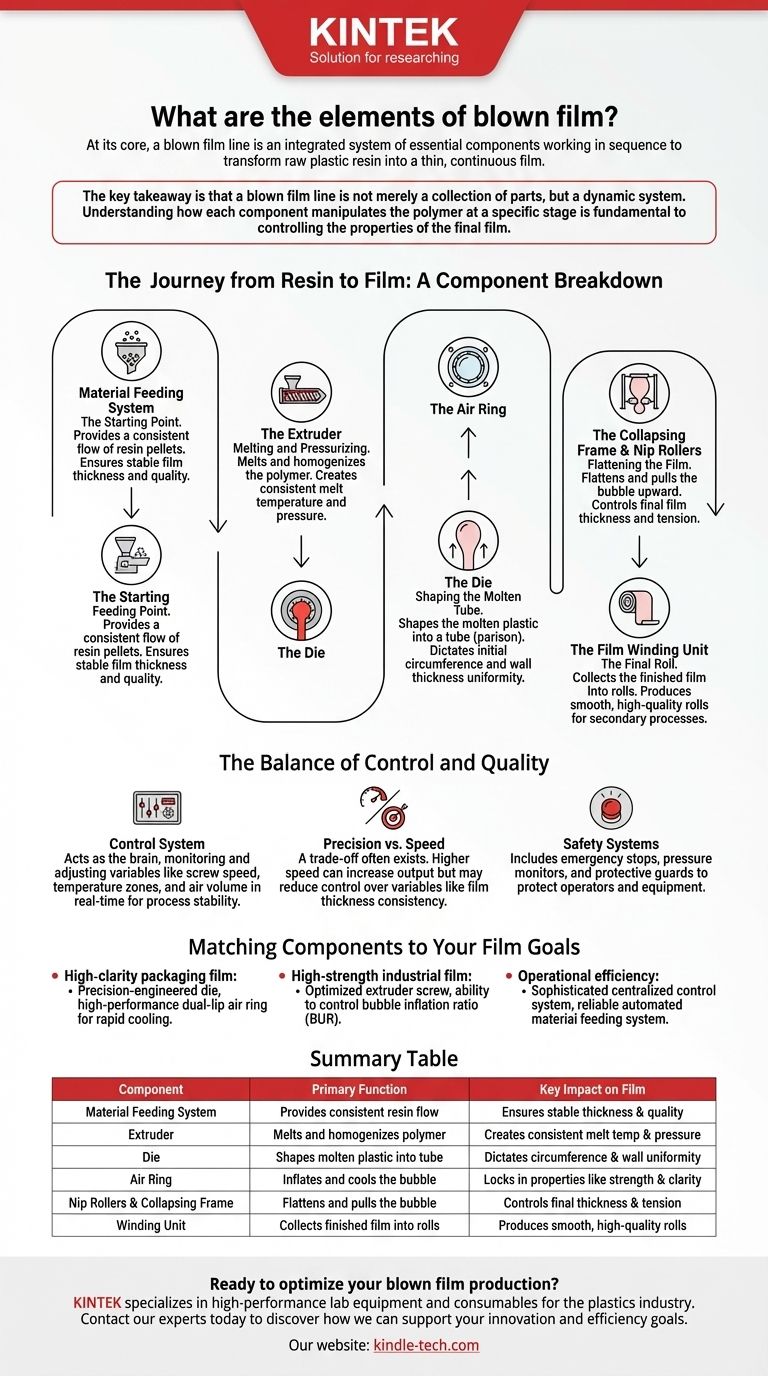
Em sua essência, uma linha de filme soprado é um sistema integrado de componentes essenciais que trabalham em sequência para transformar a resina plástica bruta em um filme fino e contínuo. Os principais elementos operacionais incluem o sistema de alimentação de material, a extrusora, o molde que molda o plástico fundido, o anel de ar que o infla e resfria, e a unidade de enrolamento que coleta o produto final.
A principal conclusão é que uma linha de filme soprado não é meramente uma coleção de peças, mas um sistema dinâmico. Compreender como cada componente manipula o polímero em uma etapa específica — desde a fusão até a inflação e o resfriamento — é fundamental para controlar as propriedades do filme final.

A Jornada da Resina ao Filme: Uma Análise dos Componentes
O processo de criação de filme soprado é um processo de extrusão vertical contínuo. Cada componente tem uma função distinta que se baseia no anterior, transformando pelotas sólidas em um rolo de filme precisamente projetado.
Sistema de Alimentação de Material: O Ponto de Partida
O processo começa aqui, onde as pelotas de polímero bruto, ou resina, são alimentadas de um funil para a extrusora.
Um sistema de alimentação confiável é fundamental para a consistência. Ele garante um fluxo de material constante e uniforme, que é o primeiro passo para manter a espessura e a qualidade estáveis do filme ao longo da linha.
A Extrusora: Fusão e Pressurização
Dentro de um cilindro aquecido, um parafuso rotativo transporta a resina para a frente. O atrito e o calor derretem as pelotas em um polímero fundido e homogêneo.
Esta etapa é responsável por criar uma temperatura de fusão e pressão consistentes, o que é vital para o processo de moldagem subsequente.
O Molde (Die): Moldando o Tubo Fundido
O plástico fundido é forçado através de um molde circular, emergindo como um tubo oco e vertical de plástico conhecido como parison.
A precisão do design do molde é fundamental. Ele dita a circunferência inicial da bolha de filme e é um fator primário para garantir a uniformidade da espessura da parede.
O Anel de Ar: Inflando e Resfriando a Bolha
Posicionado diretamente acima do molde, o anel de ar sopra um fluxo de ar controlado e de alta velocidade sobre o parison. Este ar serve a duas funções críticas.
Primeiro, o ar interno é injetado para inflar o tubo em uma grande "bolha", esticando o plástico tanto radial quanto longitudinalmente. Segundo, o ar externo do anel resfria a bolha, congelando as cadeias de polímero em seu estado orientado. Esta etapa é onde as propriedades finais do filme, como resistência e clareza, são fixadas.
A Estrutura de Colapso e os Rolos de Puxo (Nip Rollers): Achatando o Filme
Depois que a bolha viaja para cima e esfria o suficiente, ela é guiada por uma estrutura de colapso que a achata suavemente em um tubo de duas camadas, plano deitado (lay-flat).
Um conjunto de rolos de puxo (nip rollers) no topo da linha puxa a bolha para cima, mantendo a tensão e colapsando-a sem rugas. A velocidade desses rolos determina a espessura final do filme.
A Unidade de Enrolamento do Filme: O Rolo Final
Após passar pelos rolos de puxo, o tubo achatado de filme é enrolado em grandes rolos mestres.
Enroladores modernos mantêm a tensão constante para criar rolos lisos e de alta qualidade que estão prontos para processos secundários como impressão, laminação ou fabricação de sacos.
O Equilíbrio entre Controle e Qualidade
Alcançar as propriedades de filme desejadas é uma questão de gerenciar a interação entre esses componentes. O sistema inteiro é um equilíbrio delicado de velocidade, temperatura e pressão.
O Papel do Sistema de Controle
Um sistema de controle integrado atua como o cérebro de toda a linha. Ele monitora e ajusta variáveis como a velocidade do parafuso, zonas de temperatura, volume de ar e velocidade de enrolamento em tempo real.
Este sistema garante estabilidade e repetibilidade do processo, o que é essencial para produzir filmes que atendam a especificações de qualidade rigorosas com desperdício mínimo.
Precisão vs. Velocidade
Muitas vezes há uma troca entre a velocidade de produção e a qualidade do filme. Operar a linha mais rápido pode aumentar a produção, mas pode reduzir o controle sobre variáveis como a consistência da espessura do filme (bitola).
A sofisticação do molde e do anel de ar geralmente determina a rapidez com que uma linha pode operar mantendo uma saída de alta qualidade.
Sistemas de Segurança
Linhas modernas de filme soprado operam em altas temperaturas e pressões. Sistemas de segurança, incluindo paradas de emergência, monitores de pressão e proteções de segurança, são componentes inegociáveis que protegem os operadores e equipamentos.
Combinando Componentes com Seus Objetivos de Filme
A configuração da sua linha de filme soprado deve ser ditada pelas propriedades específicas que você precisa em seu produto final.
- Se seu foco principal for filme de embalagem de alta clareza: Seus componentes mais críticos são um molde projetado com precisão e um anel de ar de lábio duplo de alto desempenho para resfriamento rápido e uniforme.
- Se seu foco principal for filme industrial de alta resistência: O design do parafuso da extrusora e a capacidade de controlar a taxa de inflação da bolha (BUR) são primordiais para alcançar a orientação molecular e a tenacidade desejadas.
- Se seu foco principal for eficiência operacional: Um sistema de controle centralizado sofisticado e um sistema de alimentação de material automatizado e confiável são fundamentais para maximizar o tempo de atividade e minimizar o desperdício de material.
Em última análise, dominar o processo de filme soprado vem de entender que cada componente é uma alavanca que você pode usar para projetar o material final.
Tabela de Resumo:
| Componente | Função Principal | Impacto Chave no Filme |
|---|---|---|
| Sistema de Alimentação de Material | Fornece um fluxo consistente de pelotas de resina. | Garante espessura estável do filme e qualidade. |
| Extrusora | Derrete e homogeneíza o polímero. | Cria temperatura de fusão e pressão consistentes. |
| Molde (Die) | Modela o plástico fundido em um tubo (parison). | Dita a circunferência inicial e a uniformidade da espessura da parede. |
| Anel de Ar | Infla e resfria a bolha. | Fixa as propriedades finais como resistência e clareza. |
| Rolos de Puxo e Estrutura de Colapso | Achata e puxa a bolha para cima. | Controla a espessura final do filme e a tensão. |
| Unidade de Enrolamento | Coleta o filme acabado em rolos. | Produz rolos lisos e de alta qualidade para processos secundários. |
Pronto para otimizar sua produção de filme soprado? A KINTEK é especializada em equipamentos de laboratório de alto desempenho e consumíveis para a indústria de plásticos. Se você está desenvolvendo novas formulações de filmes, testando propriedades de materiais ou garantindo controle de qualidade, nossas soluções são projetadas para atender às necessidades específicas do seu laboratório. Entre em contato com nossos especialistas hoje para descobrir como podemos apoiar seus objetivos de inovação e eficiência.
Guia Visual
Produtos relacionados
- Máquina de Extrusão de Filme Soprado de Laboratório Co-Extrusão de Três Camadas
- Máquina de Fundição de Filme Esticável de PVC para Plástico de Laboratório para Teste de Filme
As pessoas também perguntam
- O que é extrusão de filme soprado? Domine a Arte da Produção de Filmes Plásticos Fortes e Sem Costura
- Qual é a utilidade de uma máquina de filme soprado? Para Produzir Filmes Plásticos Fortes e Versáteis para Embalagens
- Quais são as vantagens da extrusão de filme soprado? Aumente a Eficiência da Sua Produção de Filmes
- O que é a técnica de extrusão de filme soprado? Dominando a Orientação Biaxial para Resistência Superior do Filme
- Quais são as desvantagens da extrusão de filme soprado? Superando as Limitações de Precisão e Velocidade

