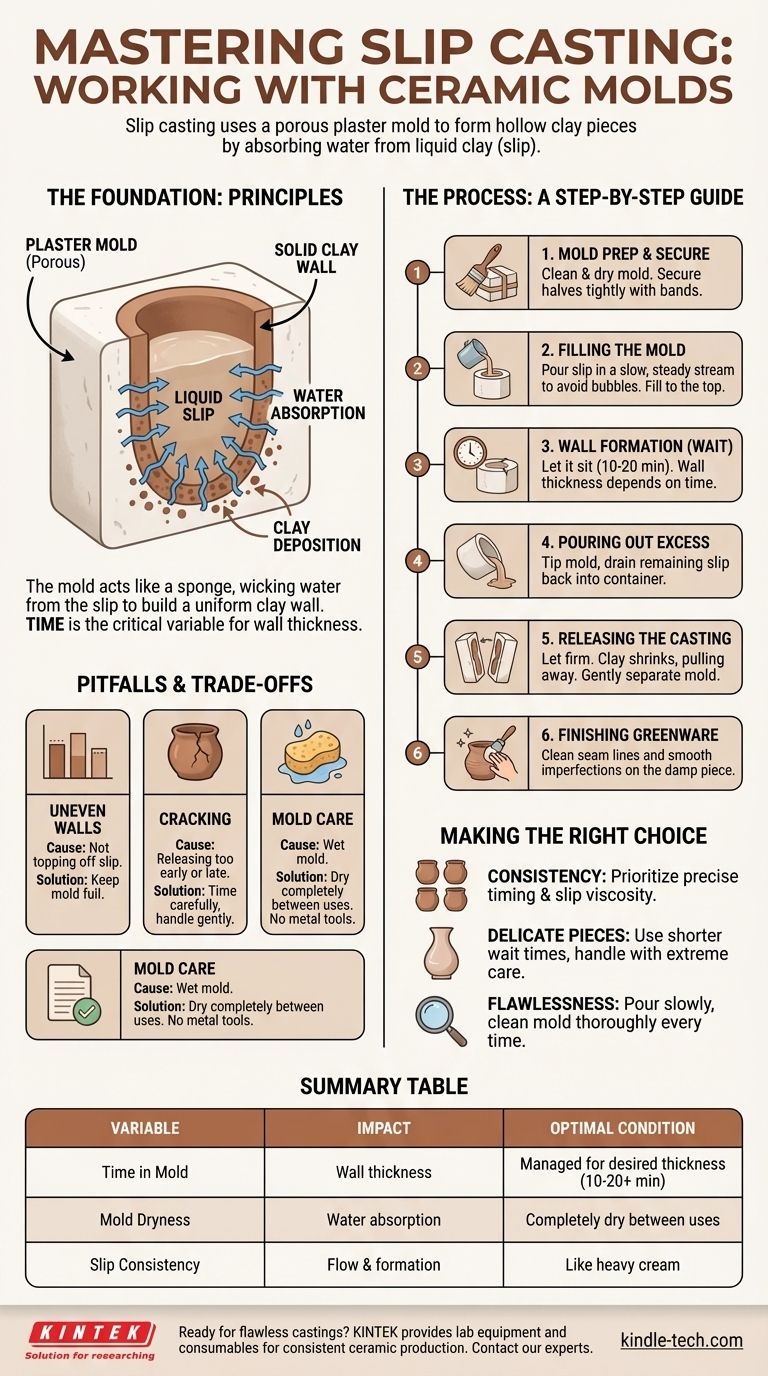
Trabalhar com moldes de cerâmica é um processo chamado fundição por barbotina (slip casting), que envolve despejar argila líquida (barbotina) em um molde poroso de gesso, permitindo que uma casca sólida de argila se forme e, em seguida, remover a peça resultante. O sucesso desta técnica depende da compreensão de como o molde de gesso absorve a água da barbotina para criar uma fundição uniforme.
O princípio central da fundição por barbotina não é apenas seguir etapas, mas gerenciar o tempo. O molde de gesso poroso é a ferramenta ativa, retirando água da argila líquida para construir as paredes da sua peça. Quanto tempo você permite que isso aconteça é a variável mais importante que você controla.

A Fundação: Entendendo Como Funciona
Antes de detalhar as etapas, é essencial entender os materiais e o princípio científico em jogo. Esse conhecimento transforma o processo de um jogo de adivinhação em uma técnica repetível.
O que é um Molde de Cerâmica?
A maioria dos moldes de cerâmica usados para fundição por barbotina é feita de Gesso de Paris. Este material é usado por uma razão crítica: ele é altamente poroso.
O Papel do Gesso
Pense no molde de gesso como uma esponja densa e sedenta. Quando você despeja argila líquida nele, o gesso imediatamente começa a sugar a água da barbotina onde faz contato com a superfície interna do molde.
À medida que a água é retirada, as partículas de argila são depositadas na parede do molde, formando uma camada sólida. Quanto mais tempo a barbotina permanecer no molde, mais espessa essa camada se tornará.
O que é Barbotina?
Barbotina é simplesmente uma mistura de argila e água, misturada até a consistência de creme de leite. Ela é formulada para permanecer em suspensão e liberar água a uma taxa controlada, tornando-a ideal para fundição.
O Processo Central de Fundição por Barbotina: Um Guia Passo a Passo
Com os princípios compreendidos, vamos percorrer a aplicação prática. Cada etapa é projetada para produzir um resultado limpo e consistente.
Etapa 1: Preparação do Molde
Antes de começar, certifique-se de que seu molde esteja completamente limpo e seco. Qualquer poeira ou detrito no interior será transferido para sua peça final.
Prenda as partes do seu molde juntas com elásticos fortes ou tiras. O objetivo é uma vedação apertada que impeça o vazamento da barbotina.
Etapa 2: Enchimento do Molde
Despeje a barbotina na abertura do molde em um fluxo lento e constante. Despejar muito rápido pode introduzir bolhas de ar que criarão furos de alfinete na sua peça final.
Encha o molde completamente até o topo. O nível da barbotina cairá ligeiramente à medida que o gesso absorve água, então você pode precisar completar nos primeiros minutos.
Etapa 3: Formação da Parede (A Espera Crítica)
É aqui que a mágica acontece. À medida que o molde absorve água, uma parede sólida de argila se forma. A espessura desta parede é determinada pelo tempo.
Um tempo de espera típico é entre 10 e 20 minutos, mas isso varia dependendo da barbotina e da umidade do molde. Você pode verificar o progresso raspando suavemente a borda superior para ver a espessura da parede.
Etapa 4: Despejando o Excesso
Assim que a espessura de parede desejada for alcançada, vire cuidadosamente o molde e despeje a barbotina líquida restante de volta em seu recipiente.
Deixe o molde drenar de cabeça para baixo por vários minutos para garantir que quaisquer gotas restantes sejam removidas, evitando uma superfície interna irregular.
Etapa 5: Soltando a Peça Fundida
A peça fundida precisa firmar antes de poder ser removida. À medida que a argila seca, ela encolhe ligeiramente e se afasta das paredes de gesso. Este é o sinal de que está pronta.
Remova cuidadosamente os elásticos e separe gentilmente as metades do molde. Se houver alguma resistência, espere mais. Forçar a saída danificará a peça.
Etapa 6: Acabamento da Sua Peça Crua (Greenware)
A peça recém-liberada é chamada de "greenware" (peça crua). Ela ainda está úmida e frágil. Nesta fase, você usará facas de acabamento (fettling knives) e esponjas para limpar cuidadosamente as linhas de costura e alisar quaisquer imperfeições menores.
Entendendo as Compensações e Armadilhas
A fundição por barbotina é precisa, mas vários problemas comuns podem surgir. Entendê-los com antecedência é fundamental para a solução de problemas.
Espessura Irregular da Parede
Isso é tipicamente causado por não completar o nível da barbotina à medida que ele cai durante a absorção inicial de água. Mantenha sempre o molde cheio durante a fase de formação da parede.
Rachaduras Durante a Secagem
Rachaduras podem ocorrer por duas razões principais. Soltar a peça muito cedo, quando está muito mole, pode fazer com que ela se deforme e rache. Inversamente, deixá-la no molde por muito tempo pode fazer com que ela rache à medida que encolhe contra o gesso rígido.
Cuidado com o Molde é Essencial
Seu molde de gesso é seu ativo mais importante neste processo. Ele deve ser deixado para secar completamente entre os usos. Um molde encharcado não pode absorver mais água e não produzirá uma boa fundição. Nunca raspe o interior com ferramentas de metal, pois isso danificará a superfície.
Fazendo a Escolha Certa para o Seu Objetivo
Alcançar um ótimo resultado depende do seu objetivo específico. Use estas diretrizes para focar seus esforços.
- Se seu foco principal é a consistência entre várias peças: Priorize o tempo meticuloso e o uso de barbotina com a mesma viscosidade exata para cada despejo.
- Se seu foco principal é criar objetos finos e delicados: Use um tempo de espera mais curto durante a formação da parede e manuseie a peça crua resultante com extremo cuidado.
- Se seu foco principal é evitar imperfeições: Concentre-se em despejar lentamente para evitar bolhas de ar e limpar seu molde completamente antes de cada uso.
Em última análise, dominar a fundição por barbotina é desenvolver um senso para a relação entre a barbotina, o molde e o tempo.
Tabela de Resumo:
| Variável Chave | Impacto na Fundição |
|---|---|
| Tempo no Molde | Determina a espessura da parede; muito curto = paredes finas, muito longo = rachaduras. |
| Secura do Molde | Crítica para a absorção de água; um molde úmido não fundirá corretamente. |
| Consistência da Barbotina | Deve ser como creme de leite; afeta o fluxo e a formação da parede. |
Pronto para alcançar fundições de cerâmica impecáveis? A precisão do seu processo de fundição por barbotina depende de equipamentos e materiais confiáveis. A KINTEK é especializada em equipamentos de laboratório e consumíveis para produção cerâmica consistente. Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem aprimorar seu fluxo de trabalho e resultados.
Guia Visual
Produtos relacionados
- Molde de Prensa Cilíndrico com Escala para Laboratório
- Molde de Prensagem Cilíndrico Assemble Lab
- Molde de Prensa Cilíndrico para Aplicações de Laboratório
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Molde de Prensagem de Forma Especial para Laboratório
As pessoas também perguntam
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica
- Qual é a necessidade de usar uma prensa hidráulica de laboratório e moldes cilíndricos? Garanta a Precisão nos Testes de Amostras de BN
- Como usar um molde de prensa? Domine a Arte de Formas Cerâmicas Consistentes
- Qual é a função dos moldes de prensagem durante a preparação de compósitos SiCf/Ti-43Al-9V? Alcançar Precisão Estrutural
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes



















