Uma lista de manutenção de moldes verdadeiramente eficaz não é um único documento, mas um sistema em camadas baseado no uso e no tempo. Começa com a criação de listas de verificação distintas para diferentes níveis de manutenção: verificações diárias na prensa, manutenção geral intermediária e revisões principais abrangentes. Essa abordagem estruturada garante que você aplique o nível certo de serviço no momento certo, prevenindo tanto a submanutenção quanto a manutenção excessiva.
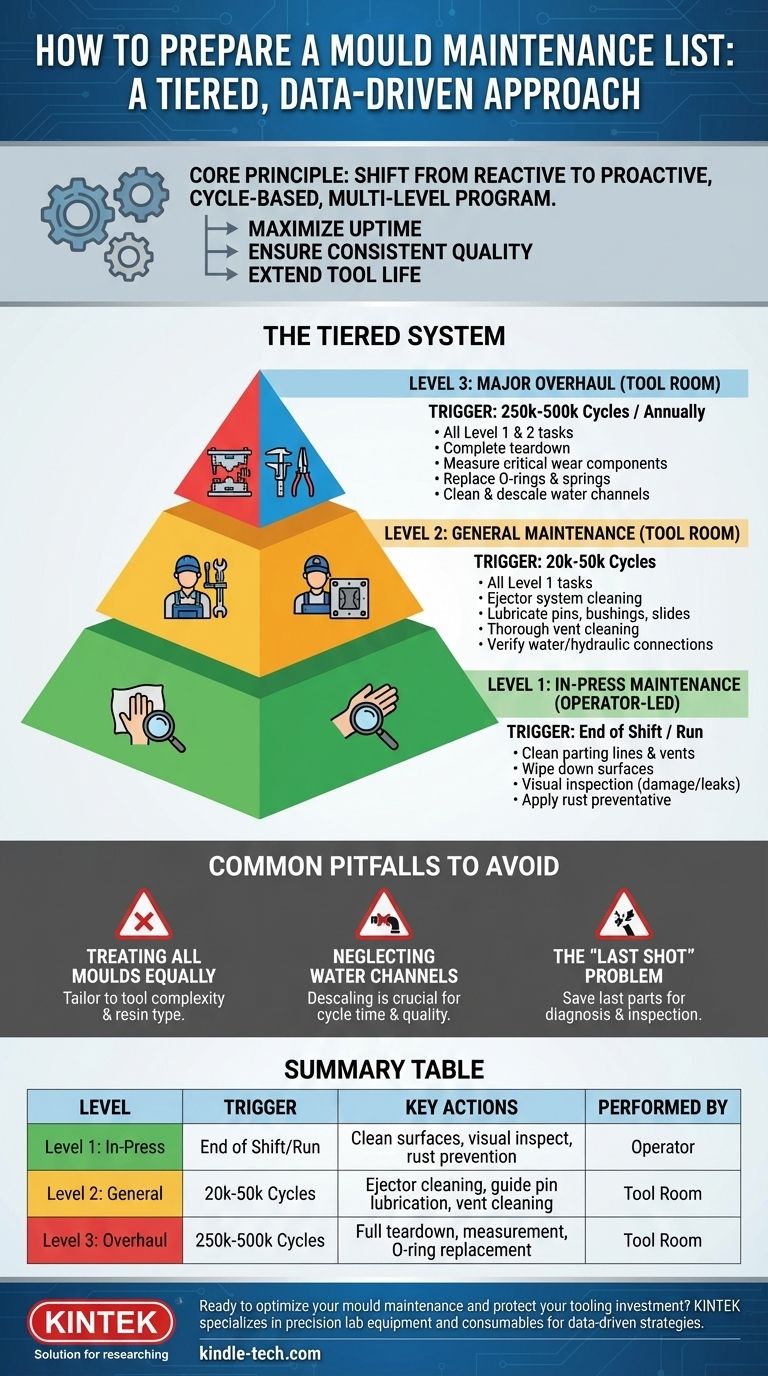
O princípio central da manutenção moderna de moldes é a mudança de reparo reativo para um programa proativo e de múltiplos níveis acionado principalmente pela contagem de ciclos. Essa estratégia maximiza o tempo de atividade, garante a qualidade consistente da peça e estende drasticamente a vida útil do seu investimento em ferramentas.

A Fundação: Por Que Uma Abordagem em Camadas é Essencial
Uma lista de verificação única para todos é um erro comum, mas crítico. Leva ao desperdício de esforço em ferramentas simples e a falhas catastróficas em ferramentas complexas. Um sistema em camadas e orientado por dados é a única maneira de gerenciar ativos de ferramentas profissionalmente.
Manutenção Preventiva vs. Corretiva
A manutenção corretiva é o conserto de um molde após sua falha. Esta é a forma de manutenção mais cara e disruptiva, resultando em tempo de inatividade não planejado, peças descartadas e danos potenciais à prensa.
A manutenção preventiva (MP) envolve atividades programadas projetadas para evitar falhas antes que elas ocorram. Um programa de MP bem estruturado é o objetivo, reduzindo custos e melhorando a previsibilidade operacional.
O Papel da Contagem de Ciclos
A manutenção baseada no tempo (por exemplo, "todos os meses") é uma métrica ruim para ferramentas. Um molde que executa 100.000 ciclos em um mês sofre muito mais desgaste do que um que executa 1.000.
A contagem de ciclos é o indicador mais preciso da condição de um molde. Seus níveis de manutenção devem ser acionados pelo número de ciclos que a ferramenta completou.
A Importância da Documentação
Se não estiver documentado, não aconteceu. Cada atividade de manutenção, desde uma simples limpeza até uma desmontagem completa, deve ser registrada.
Esse histórico cria um banco de dados inestimável para cada ferramenta específica. Ele permite identificar problemas recorrentes, prever falhas futuras e otimizar seus intervalos de manutenção com base em dados do mundo real, e não em suposições.
Construindo Seu Programa de Manutenção em Camadas
Seu programa de manutenção deve ser dividido em pelo menos três níveis distintos, cada um com sua lista de verificação e gatilho específicos.
Nível 1: Manutenção na Prensa (Liderada pelo Operador)
Esta é a primeira linha de defesa, realizada enquanto o molde ainda está na máquina, muitas vezes pelo operador da prensa no final de um turno ou ciclo de produção. O objetivo é a limpeza e inspeção visual.
Sua Lista de Verificação do Nível 1 Deve Incluir:
- Limpar superfícies da linha de partição e respiros.
- Limpar superfícies da cavidade e do macho com produtos de limpeza aprovados.
- Inspecionar visualmente em busca de sinais de danos, rebarbas ou acúmulo de resíduos.
- Verificar se há vazamentos de água ou fluido hidráulico.
- Aplicar um inibidor de ferrugem se o molde ficar inativo.
Nível 2: Manutenção Geral (Oficina de Ferramentas)
Isso é realizado quando o molde é retirado da prensa para uma troca de ferramenta ou após atingir uma contagem de ciclos definida (por exemplo, 20.000-50.000 ciclos). É mais detalhado do que o Nível 1.
Sua Lista de Verificação do Nível 2 Deve Incluir:
- Todas as tarefas do Nível 1.
- Desmontagem completa do sistema de ejeção para limpeza e lubrificação.
- Inspeção e lubrificação de todos os pinos-guia, buchas e guias deslizantes.
- Limpeza completa de todos os respiros para evitar armadilhas de gás.
- Verificação de todas as conexões de água e hidráulicas.
- Inspeção da linha de partição em busca de quaisquer sinais de desgaste ou danos.
Nível 3: Revisão Principal (Oficina de Ferramentas)
Esta é uma desmontagem completa de todo o molde, acionada por uma alta contagem de ciclos (por exemplo, 250.000-500.000 ciclos) ou anualmente. O objetivo é devolver o molde às suas especificações de projeto originais.
Sua Lista de Verificação do Nível 3 Deve Incluir:
- Todas as tarefas dos Níveis 1 e 2.
- Desmontagem completa de cada componente do molde.
- Medir componentes críticos de desgaste (pinos, buchas, travas) e compará-los com os desenhos originais.
- Substituir todos os O-rings, vedações e molas como regra.
- Limpar todos os canais de água para remover incrustações e garantir o resfriamento adequado.
- Polir superfícies da cavidade e do macho conforme necessário para manter o acabamento da peça.
Armadilhas Comuns a Evitar
Implementar um programa é uma coisa; torná-lo eficaz requer evitar armadilhas comuns que minam todo o esforço.
Armadilha: Tratar Todos os Moldes Igualmente
Um molde de protótipo simples de abrir e fechar não requer a mesma frequência de manutenção que um molde de alta produção e múltiplas cavidades com ações complexas.
Seus intervalos de manutenção e detalhes da lista de verificação devem ser adaptados ao molde específico. Fatores a serem considerados incluem a complexidade da ferramenta, o tipo de resina utilizada (resinas abrasivas ou corrosivas exigem verificações mais frequentes) e a qualidade da peça exigida.
Armadilha: Negligenciar os Canais de Água
O resfriamento é responsável pela maior parte do tempo de ciclo da moldagem por injeção e tem um enorme impacto na qualidade da peça.
Com o tempo, os canais de água entopem com incrustações e ferrugem, levando a um resfriamento ineficiente, tempos de ciclo mais longos e defeitos na peça. A manutenção de Nível 3 deve incluir uma descalcificação completa de todos os circuitos de refrigeração.
Armadilha: O Problema do "Último Tiro"
Muitas vezes, a última peça produzida antes de um molde ser retirado não é salva para inspeção. Esta é uma oportunidade perdida.
Sempre guarde as peças e canais de alimentação do "último tiro". Eles fornecem à oficina de ferramentas um instantâneo perfeito do desempenho do molde e podem ajudar os técnicos a diagnosticar problemas como respiros bloqueados ou linhas de partição desgastadas antes mesmo de abrirem a ferramenta.
Implementando Seu Programa de Manutenção
Use estas diretrizes para criar um sistema que se ajuste às necessidades e objetivos específicos da sua operação.
- Se o seu foco principal for reduzir o tempo de inatividade imediato: Comece formalizando suas verificações de Nível 1 na prensa e implementando um sistema de documentação robusto para cada ferramenta.
- Se o seu foco principal for melhorar a qualidade da peça: Concentre-se nos detalhes da sua manutenção de Nível 2, especialmente na limpeza completa de respiros, linhas de partição e superfícies da cavidade.
- Se o seu foco principal for estender a vida útil de suas ferramentas: Comprometa-se totalmente com um programa de revisão de Nível 3 orientado por dados, medindo meticulosamente os componentes e substituindo itens de desgaste antes que falhem.
Em última análise, um programa de manutenção de moldes de classe mundial transforma ferramentas de um passivo em um ativo confiável, previsível e altamente lucrativo.
Tabela de Resumo:
| Nível de Manutenção | Gatilho | Ações Principais | Realizado Por |
|---|---|---|---|
| Nível 1: Na Prensa | Fim do Turno/Ciclo | Limpar linhas de partição, inspeção visual, prevenção de ferrugem | Operador |
| Nível 2: Geral | 20k-50k Ciclos | Limpeza do sistema de ejeção, lubrificação do pino-guia, limpeza de respiros | Oficina de Ferramentas |
| Nível 3: Revisão Principal | 250k-500k Ciclos | Desmontagem completa, medição de componentes, substituição de O-rings/vedações | Oficina de Ferramentas |
Pronto para otimizar sua manutenção de moldes e proteger seu investimento em ferramentas? A KINTEK é especializada em fornecer equipamentos de laboratório e consumíveis que suportam uma estratégia de manutenção proativa. Desde ferramentas de limpeza de precisão até instrumentos de medição, nossas soluções ajudam você a implementar um programa orientado por dados que reduz o tempo de inatividade e garante a qualidade consistente da peça. Entre em contato com nossos especialistas hoje mesmo para discutir como podemos equipar seu laboratório para o sucesso!
Guia Visual
Produtos relacionados
- Molde de Prensagem de Pelotas de Pó de Ácido Bórico XRF para Uso Laboratorial
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Molde de Prensa Cilíndrico com Escala para Laboratório
- Prensa de Aquecimento de Placa Dupla para Laboratório
- Molde de Prensa Quadrado para Aplicações Laboratoriais
As pessoas também perguntam
- Como a seleção de um molde de pressão afeta o desempenho de baterias de estado sólido? Guia de Peletização Especializado
- Como preparar uma amostra de pastilha prensada para XRF? Um Guia Passo a Passo para Análise Precisa
- O que é o método de pastilha prensada por XRF? Um guia rápido e econômico de preparação de amostras
- Qual é o método de amostragem por XRF? Obtenha Análise Elementar Precisa com Preparação de Amostra Adequada
- Como uma prensa de pastilhas de pó de laboratório facilita a preparação de corpos verdes cerâmicos de Al2O3/ZrO2 em gradiente multicamadas? Técnicas de Ligação de Precisão



















