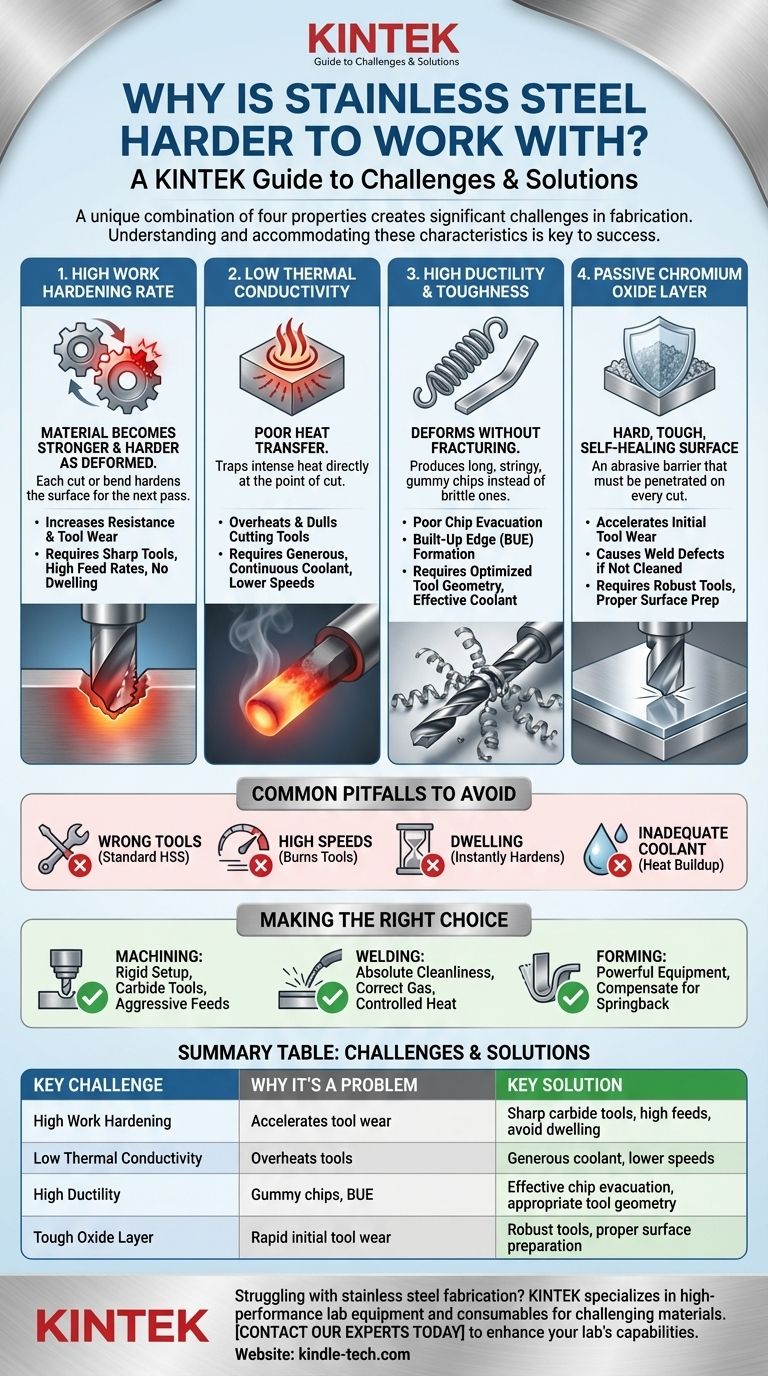
A razão fundamental pela qual o aço inoxidável é mais difícil de trabalhar é uma combinação única de quatro propriedades: uma alta taxa de endurecimento por trabalho, baixa condutividade térmica, alta ductilidade e uma camada superficial passiva e resistente. Ao contrário do aço carbono, que é mais tolerante, o aço inoxidável resiste ativamente às operações de corte, conformação e soldagem, exigindo ferramentas, técnicas específicas e uma compreensão mais profunda do próprio material.
As mesmas propriedades que tornam o aço inoxidável desejável — sua resistência, tenacidade e resistência à corrosão — são a causa direta dos desafios que ele apresenta durante a fabricação. Trabalhar com ele de forma eficaz é entender e acomodar essas características inerentes, não lutar contra elas.
As Propriedades Essenciais Que Criam Desafios
Entender por que o aço inoxidável é difícil requer uma análise de suas propriedades metalúrgicas fundamentais. Cada uma delas cria um conjunto específico de problemas para o fabricante.
Alta Taxa de Endurecimento por Trabalho
O endurecimento por trabalho, ou encruamento, é um fenômeno em que um metal se torna mais forte e mais duro à medida que é deformado plasticamente.
O aço inoxidável, particularmente os graus austeníticos como 304 e 316, possui uma taxa de endurecimento por trabalho excepcionalmente alta.
Isso significa que o próprio ato de cortar, perfurar ou dobrar o material torna instantaneamente a superfície em que você está trabalhando significativamente mais dura. A próxima passagem de uma ferramenta deve cortar um material que agora é mais duro do que era há um momento, levando a um ciclo vicioso de aumento da resistência e desgaste da ferramenta.
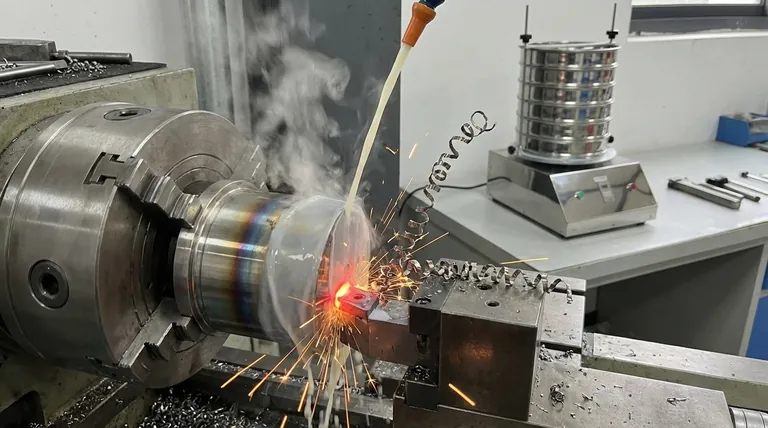
Baixa Condutividade Térmica
A condutividade térmica é uma medida de quão bem um material transfere calor.
A maioria dos aços, como o aço carbono, são condutores relativamente bons, permitindo que o calor intenso gerado pelo corte se dissipe no corpo da peça e nas aparas.
O aço inoxidável é um mau condutor térmico. Ele retém o calor diretamente no ponto de corte. Essa concentração extrema de calor não amolece a peça; em vez disso, superaquece a aresta da ferramenta de corte, levando ao rápido embotamento, deformação ou até mesmo ao derretimento da própria ferramenta.
Alta Ductilidade e Tenacidade
Ductilidade é a capacidade de um material se deformar sem fraturar. Embora isso torne o aço inoxidável resistente e resistente ao impacto, cria problemas na usinagem.
Em vez de formar aparas quebradiças que se separam de forma limpa, a alta ductilidade do aço inoxidável produz aparas longas, fibrosas e pegajosas.
Essas aparas não são evacuadas facilmente, muitas vezes envolvendo a ferramenta e a peça de trabalho. Isso pode danificar o acabamento da superfície e, mais criticamente, leva a uma "aresta postiça" (BUE), onde pequenos pedaços da peça de trabalho se soldam à ponta da ferramenta, arruinando sua geometria de corte e eficácia.
A Camada Passiva de Óxido de Cromo
A qualidade "inoxidável" do aço vem de uma camada microscopicamente fina e transparente de óxido de cromo que se forma em sua superfície quando exposta ao ar.
Essa camada passiva é extremamente dura, resistente e auto-reparadora. Ela oferece excelente resistência à corrosão, mas atua como uma barreira abrasiva que deve ser penetrada em cada primeiro corte.
Isso causa um desgaste inicial acelerado na aresta da ferramenta de corte. Na soldagem, essa mesma camada de óxido pode ficar presa na poça de solda fundida se não for devidamente limpa e protegida, causando defeitos e pontos fracos na junta final.
Armadilhas Comuns a Evitar
As propriedades únicas do aço inoxidável significam que as técnicas usadas para aço carbono frequentemente levarão ao fracasso. Evitar erros comuns é fundamental para o sucesso.
Usando Ferramentas, Velocidades ou Avanços Incorretos
Ferramentas padrão de Aço Rápido (HSS) não durarão. Você deve usar ferramentas feitas de materiais mais duros e resistentes ao calor, como HSS de cobalto ou metal duro sólido.
Além disso, operar a máquina nas altas velocidades típicas para aço macio queimará instantaneamente a ferramenta devido à baixa condutividade térmica do aço inoxidável. A abordagem correta é baixas velocidades de superfície combinadas com uma alta e constante taxa de avanço.
"Parar" Durante um Corte
Parar é quando uma ferramenta de corte gira em um lugar sem remover ativamente material.
Com o aço inoxidável, parar por até mesmo uma fração de segundo gerará imensa fricção e calor, fazendo com que a superfície endureça instantaneamente por trabalho a um ponto em que pode se tornar quase inusinável. O princípio deve ser: entrar, fazer o corte e sair sem hesitação.
Refrigeração Inadequada
Dada a incapacidade do material de dissipar o calor, um suprimento generoso e constante de fluido de corte de alta qualidade não é opcional — é essencial.
O fluido de corte faz duas coisas: ele extrai o calor da interface ferramenta-peça, preservando a vida útil da ferramenta, e ajuda na evacuação das aparas, evitando que as aparas fibrosas causem danos.
Ignorando o Grau Específico
Nem todos os aços inoxidáveis são iguais. Um grau "de usinagem fácil" 303 ou 416 é muito mais tolerante do que um 304 padrão ou um grau 310 de alta temperatura.
Tratar todo o aço inoxidável como um único material é uma receita para a frustração. Sempre identifique o grau específico e consulte suas diretrizes de usinagem ou soldagem.
Fazendo a Escolha Certa para o Seu Objetivo
O sucesso com o aço inoxidável vem da seleção de uma estratégia que contrarie diretamente suas propriedades desafiadoras.
- Se seu foco principal é Usinagem: Use configurações extremamente rígidas, ferramentas afiadas de metal duro ou cobalto, baixas velocidades, taxas de avanço agressivas e um alto volume de fluido de corte para gerenciar o calor e prevenir o endurecimento por trabalho.
- Se seu foco principal é Soldagem: Garanta limpeza absoluta para remover a camada de óxido, use o gás de proteção correto (muitas vezes uma mistura tripla) e controle cuidadosamente a entrada de calor para minimizar empenamentos e distorções.
- Se seu foco principal é Conformação: Use equipamentos potentes para superar a alta resistência inicial e certifique-se de dobrar o material além do necessário para compensar seu significativo retorno elástico.
Em última análise, dominar o aço inoxidável não é lutar contra sua natureza, mas respeitá-la com o conhecimento, as ferramentas e as técnicas corretas.
Tabela Resumo:
| Desafio Principal | Por Que É um Problema | Solução Chave |
|---|---|---|
| Alta Taxa de Endurecimento por Trabalho | Cada corte torna o material mais duro, acelerando o desgaste da ferramenta. | Use ferramentas de metal duro afiadas, altas taxas de avanço e evite parar. |
| Baixa Condutividade Térmica | O calor se concentra no corte, superaquecendo rapidamente as ferramentas. | Aplique fluido de corte generosamente e use velocidades de corte mais baixas. |
| Alta Ductilidade | Produz aparas pegajosas e fibrosas que podem danificar a peça de trabalho. | Garanta uma evacuação eficaz das aparas e use geometria de ferramenta apropriada. |
| Camada de Óxido Resistente | A camada superficial dura causa desgaste inicial rápido da ferramenta. | Use materiais de ferramenta robustos e garanta a preparação adequada da superfície. |
Com dificuldades na fabricação de aço inoxidável? A KINTEK é especializada no fornecimento de equipamentos e consumíveis de laboratório de alto desempenho, adaptados para materiais desafiadores como o aço inoxidável. Nossa experiência garante que você tenha as ferramentas e o suporte certos para alcançar resultados precisos e eficientes. Entre em contato com nossos especialistas hoje para descobrir como podemos aprimorar as capacidades do seu laboratório e otimizar seu fluxo de trabalho.
Guia Visual