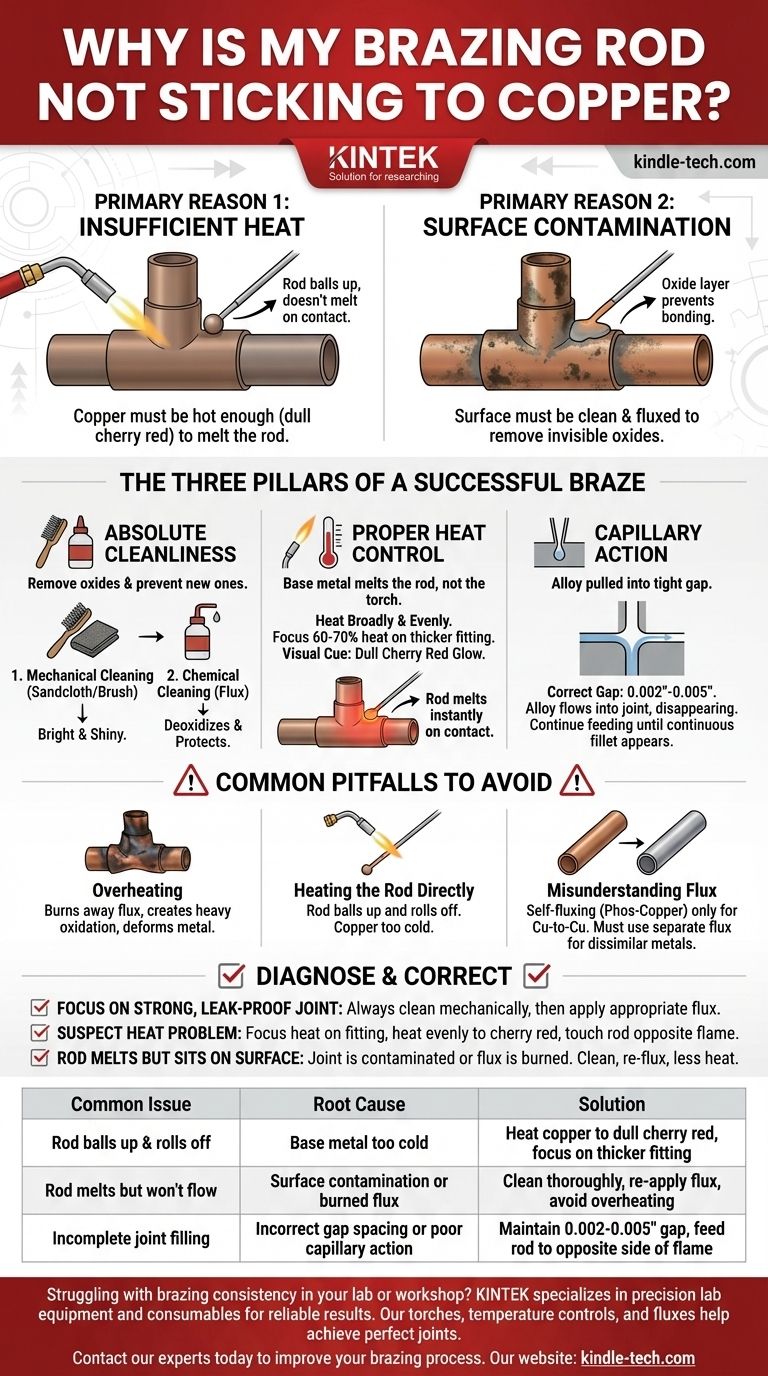
Em última análise, uma vareta de brasagem não adere ao cobre por duas razões principais: calor insuficiente no metal base ou contaminação na superfície. O próprio cobre deve estar quente o suficiente – tipicamente um vermelho cereja opaco – para derreter a vareta de brasagem ao contato. Se a superfície não estiver perfeitamente limpa e protegida por fluxo, uma camada invisível de óxido se formará, impedindo que a liga de enchimento fundida se ligue ao cobre.
A brasagem não é um processo de "colar" peças com uma vareta derretida. É um processo metalúrgico onde se cria um ambiente superaquecido e limpo que permite que o metal base (cobre) derreta a vareta de enchimento, puxando a liga para a junta por ação capilar para formar uma ligação mais forte que o próprio cobre.

Os Três Pilares de uma Brasagem Bem-Sucedida
Para resolver o problema de "não aderência", você deve dominar três princípios fundamentais. A falha em qualquer uma dessas áreas resultará em uma junta falha.
Pilar 1: Limpeza Absoluta
A contaminação é o inimigo silencioso de uma boa brasagem. Quando o cobre é aquecido, ele reage com o oxigênio do ar quase instantaneamente, formando uma camada de óxido de cobre. A liga de brasagem fundida não pode e não irá se ligar a essa camada de óxido.
Sua primeira tarefa é remover todos os óxidos existentes e evitar a formação de novos. Este é um processo de duas etapas: limpeza mecânica seguida de limpeza química (fluxo).
- Limpeza Mecânica: Use lixa ou uma escova de arame para lixar a parte externa do tubo e a parte interna da conexão. As superfícies devem ser limpas até ficarem uniformemente brilhantes e polidas, sem manchas escuras.
- Limpeza Química (Fluxo): Após a limpeza mecânica, aplique uma camada fina e uniforme de um fluxo de brasagem apropriado em ambas as superfícies. O fluxo atua como um desoxidante, um indicador de temperatura e um escudo protetor que evita a reoxidação à medida que você aquece a junta.
Pilar 2: Controle Adequado do Calor
Este é o ponto de falha mais comum para iniciantes. Você não derrete a vareta de brasagem com a chama do maçarico. Você aquece o tubo de cobre e a conexão até que estejam quentes o suficiente para derreter a vareta por conta própria.
A técnica correta envolve aquecer o conjunto de forma ampla e uniforme. Como uma conexão é tipicamente mais espessa e pesada que o tubo, ela requer mais calor. Concentre cerca de 60-70% do seu calor na conexão para garantir que todo o conjunto atinja a temperatura ao mesmo tempo.
A pista visual é a cor. Aqueça o cobre até que ele brilhe um vermelho cereja fraco e opaco. A essa temperatura, se você tocar a vareta de brasagem na costura da junta, o calor do cobre sozinho deve derretê-la instantaneamente.
Pilar 3: O Papel da Ação Capilar
Se a junta estiver limpa e o calor estiver correto, o princípio final é a ação capilar. Esta é a força física que puxa a liga de brasagem líquida para a lacuna apertada e uniforme entre o tubo e a conexão.
Para que a ação capilar funcione, a lacuna deve estar correta — tipicamente entre 0,002" e 0,005". Se a lacuna for muito apertada, não há espaço para a liga fluir. Se for muito solta, a força capilar é muito fraca para puxar o enchimento e distribuí-lo completamente.
Ao introduzir a vareta na junta quente, ela deve derreter e ser imediatamente puxada para a costura, desaparecendo da vista. Você deve continuar alimentando a vareta até ver um filete contínuo (um anel fino de liga) aparecer em toda a volta da junta.
Armadilhas Comuns a Evitar
Entender o que não fazer é tão importante quanto saber o procedimento correto.
O Perigo do Superaquecimento
Aplicar calor demais é tão destrutivo quanto aplicar pouco. O superaquecimento queima o fluxo protetor, cria uma incrustação pesada e escura (oxidação) que o fluxo não consegue remover, e pode até derreter ou deformar o cobre. O objetivo é um vermelho cereja controlado, não um brilho laranja intenso.
O Erro de Aquecer a Vareta Diretamente
Um erro clássico de iniciante é apontar o maçarico para a vareta de brasagem para derretê-la, tentando "pingá-la" na junta. Isso resulta na vareta formando uma bola e rolando porque o cobre está muito frio para permitir que a liga "molhe" a superfície e flua. O maçarico aquece as peças; as peças derretem a vareta.
Má Compreensão do Fluxo
Diferentes ligas de brasagem têm diferentes requisitos de fluxo. Para juntas de cobre com cobre, ligas contendo fósforo (como uma vareta de 15% de Fósforo-Cobre) são autofluxantes, pois o fósforo atua como agente desoxidante. No entanto, ao brasar cobre com um metal diferente, como latão ou aço, você deve usar um fluxo separado. Assumir que uma liga é autofluxante na situação errada garante o fracasso.
Fazendo a Escolha Certa para o Seu Objetivo
Use esta lista de verificação para diagnosticar e corrigir sua técnica.
- Se seu foco principal é uma junta forte e à prova de vazamentos: Sempre comece limpando mecanicamente o tubo e a conexão com lixa até que estejam uniformemente brilhantes, então aplique uma fina camada do fluxo correto.
- Se você suspeita de um problema de calor: Concentre a maior parte do seu calor na conexão mais espessa, aqueça o conjunto uniformemente até um vermelho cereja e toque a vareta na junta oposta à chama. O próprio cobre deve derreter a vareta instantaneamente e puxá-la para dentro.
- Se a vareta derrete, mas apenas fica na superfície: Sua junta está contaminada ou você queimou seu fluxo por superaquecimento. Deixe esfriar, limpe completamente, reaplique o fluxo e tente novamente com menos calor.
Domine a relação entre limpeza e calor, e você dominará o processo de brasagem.
Tabela Resumo:
| Problema Comum | Causa Raiz | Solução |
|---|---|---|
| Vareta forma bola e rola | Metal base muito frio | Aqueça o cobre até um vermelho cereja opaco, concentre-se na conexão mais espessa |
| Vareta derrete, mas não flui | Contaminação da superfície ou fluxo queimado | Limpe completamente, reaplique o fluxo, evite superaquecimento |
| Preenchimento incompleto da junta | Espaçamento incorreto da lacuna ou ação capilar deficiente | Mantenha uma lacuna de 0,002-0,005", alimente a vareta no lado oposto à chama |
Com dificuldades na consistência da brasagem em seu laboratório ou oficina? A KINTEK é especializada em equipamentos de laboratório de precisão e consumíveis que garantem resultados confiáveis. Nossos maçaricos de brasagem, controles de temperatura e fluxos de alta pureza ajudam técnicos e engenheiros a obter juntas perfeitas sempre.
Entre em contato com nossos especialistas hoje para discutir como as soluções da KINTEK podem melhorar seu processo de brasagem e fornecer conexões mais fortes e confiáveis para suas necessidades de laboratório ou fabricação.
Guia Visual
Produtos relacionados
- Haste Cerâmica de Nitreto de Boro (BN) para Aplicações de Alta Temperatura
- Haste Cerâmica de Zircônia Estabilizada por Ítrio Usinada de Precisão para Engenharia de Cerâmicas Finas Avançadas
- Hastil Cerâmico de Alumina Fina Avançada para Aplicações Industriais
- Fabricante Personalizado de Peças de PTFE Teflon para Haste de Recuperação de Agitador de PTFE
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
As pessoas também perguntam
- Qual é a função de um revestimento interno de BN em um molde de grafite durante a Sinterização por Flash? Domine o Controle Preciso da Corrente
- Qual material isolante é usado para alta temperatura? Combine o Material Certo com a Sua Aplicação
- Qual é o propósito das folhas de isolamento de Nitreto de Boro (BN) na Sinterização por Plasma de Faísca (SPS)? Desacoplamento de Efeitos Térmicos e de Sinterização Elétrica
- Qual a necessidade de usar um cadinho de cerâmica como suporte durante a síntese de BN? Garanta resultados de alta pureza
- Quais materiais isolantes podem tolerar a temperatura máxima? Selecione o Isolador de Alta Temperatura Certo para a Sua Aplicação




