Na fabricação e na ciência dos materiais, pressão de prensagem uniaxial é a força aplicada ao longo de um único eixo vertical para compactar um pó em uma forma sólida. Esta pressão, tipicamente medida em megapascals (MPa) ou libras por polegada quadrada (psi), é o parâmetro fundamental usado para transformar partículas soltas em um objeto coeso com resistência inicial, conhecido como "corpo verde".
A prensagem uniaxial é um método rápido e econômico para formar peças a partir de pós, mas sua característica definidora — aplicar força a partir de uma direção — cria gradientes de densidade inevitáveis. Compreender e gerenciar essas variações induzidas pela pressão é o desafio central para alcançar um produto final forte e confiável.

Como Funciona a Prensagem Uniaxial: A Mecânica Central
A prensagem uniaxial, às vezes chamada de prensagem em matriz, é um pilar da metalurgia do pó e da produção de cerâmicas devido à sua velocidade e adequação à automação.
A Configuração: Matriz, Punção e Pó
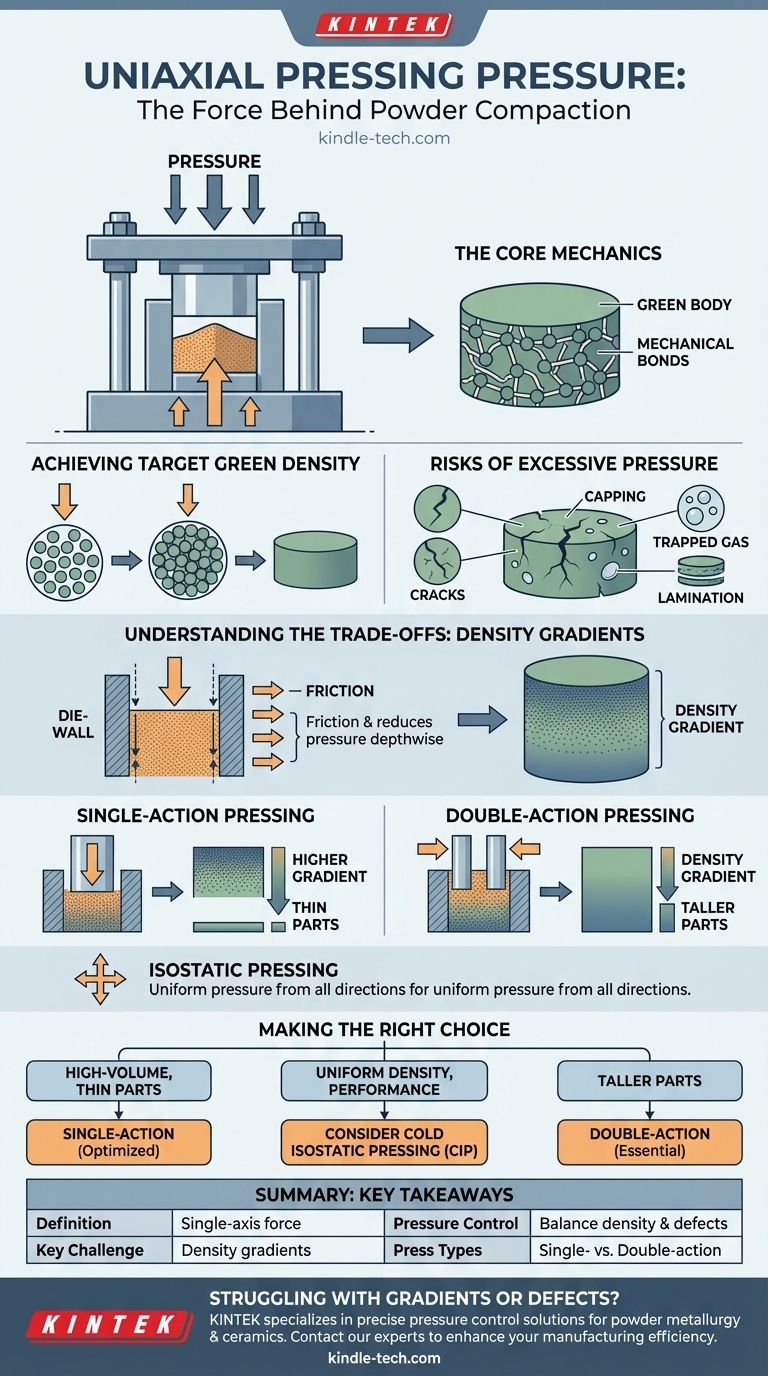
O processo começa carregando uma quantidade precisa de pó em uma cavidade rígida chamada matriz (die). Uma ou mais punções (punches) movem-se verticalmente para dentro da matriz, comprimindo o pó. A força aplicada dividida pela área da seção transversal da face da punção fornece a pressão uniaxial nominal.
O Resultado: O "Corpo Verde"
Este processo de compactação força as partículas do pó a um contato próximo, reduzindo os vazios entre elas e criando ligações mecânicas. O objeto resultante é um corpo verde ou compacto. Ele tem resistência suficiente para ser manuseado, mas ainda é poroso e requer um processo de aquecimento subsequente (sinterização) para atingir sua densidade e resistência finais.
O Papel Crítico da Pressão na Formação da Peça
A quantidade de pressão aplicada não é arbitrária; é uma variável cuidadosamente controlada que dita diretamente a qualidade do corpo verde.
Atingindo a Densidade Verde Alvo
O objetivo principal da aplicação de pressão é aumentar a densidade do material. Pressão mais alta força as partículas a ficarem mais próximas, reduzindo a porosidade e aumentando a densidade verde do compacto. Isso é fundamental porque uma densidade verde mais alta geralmente leva a menor encolhimento e melhores propriedades mecânicas na peça sinterizada final.
Os Riscos da Pressão Excessiva
Simplesmente maximizar a pressão não é a solução e frequentemente cria defeitos graves. Muita pressão pode prender ar dentro do pó, levando a rachaduras na ejeção. Também pode causar laminação (fraturas paralelas à direção de prensagem) ou tampamento/capotamento (capping, a parte superior do compacto se quebrando) devido a tensões internas.
Compreendendo os Compromissos: O Problema dos Gradientes de Densidade
A maior limitação da prensagem uniaxial é sua incapacidade de criar uma peça perfeitamente uniforme. Esta é uma consequência inerente da aplicação de força ao longo de um único eixo.
Atrito da Parede da Matriz: O Principal Culpado
À medida que a punção transmite força através do pó, ocorre atrito entre as partículas e contra a parede estacionária da matriz. Esse atrito faz com que a pressão diminua com a profundidade. O resultado é um gradiente de densidade, onde as áreas do compacto mais próximas da punção móvel são as mais densas, e a área no meio ou mais distante da punção é a menos densa.
Prensagem de Ação Simples vs. Ação Dupla
Para combater os gradientes de densidade, as prensas podem usar configurações diferentes:
- Prensagem de Ação Simples: Apenas uma punção (tipicamente a superior) se move. Este é o método mais simples, mas cria os gradientes de densidade mais severos, sendo adequado apenas para peças finas e simples.
- Prensagem de Ação Dupla: Tanto uma punção superior quanto uma inferior se movem em direção ao centro. Isso comprime o pó de ambas as extremidades, reduzindo significativamente o gradiente de densidade e permitindo a produção de peças mais altas ou mais complexas.
Prensagem Uniaxial vs. Prensagem Isostática: Uma Distinção Chave
É crucial distinguir a prensagem uniaxial da prensagem isostática. Na prensagem isostática, a pressão é aplicada uniformemente de todas as direções através de um meio fluido. Isso elimina o atrito da parede da matriz e produz um corpo verde com densidade extremamente uniforme, mas o processo é significativamente mais lento e mais caro do que a prensagem uniaxial.
Fazendo a Escolha Certa para o Seu Objetivo
Selecionar e controlar a pressão de prensagem uniaxial é um equilíbrio entre alcançar densidade suficiente e evitar defeitos. Seus objetivos de produção determinarão sua abordagem.
- Se seu foco principal é a produção de alto volume de peças finas e simples: A prensagem uniaxial de ação simples é o método mais econômico, mas a pressão deve ser cuidadosamente otimizada para evitar o tampamento (capping).
- Se seu foco principal é a densidade uniforme para peças de alto desempenho: Os gradientes de densidade inerentes à prensagem uniaxial são uma responsabilidade importante; considere a Prensagem Isostática a Frio (CIP) como alternativa.
- Se seu foco principal é produzir peças mais altas (por exemplo, buchas ou engrenagens): A prensagem uniaxial de ação dupla é essencial para minimizar as variações de densidade entre a parte superior, o meio e a parte inferior do componente.
Dominar a prensagem uniaxial é menos sobre maximizar a força e mais sobre controlar a distribuição de pressão em toda a peça.
Tabela de Resumo:
| Aspecto | Conclusão Principal |
|---|---|
| Definição | Força aplicada ao longo de um único eixo para compactar o pó em uma forma sólida (corpo verde). |
| Desafio Principal | Gradientes de densidade inerentes devido ao atrito da parede da matriz, levando a uma densidade de peça desigual. |
| Controle de Pressão | Equilibrar maior densidade verde com o risco de defeitos como laminação e tampamento. |
| Tipos de Prensas | Ação simples (para peças finas) vs. Ação dupla (para peças mais altas) para reduzir variações de densidade. |
Com dificuldades com gradientes de densidade ou defeitos de peças no seu processo de compactação de pó? A KINTEK é especializada em equipamentos de laboratório e consumíveis, fornecendo soluções para controle preciso de pressão em metalurgia do pó e cerâmicas. Nossa experiência ajuda você a otimizar a prensagem uniaxial para peças mais fortes e confiáveis. Entre em contato com nossos especialistas hoje para discutir como podemos aprimorar sua eficiência de fabricação e qualidade do produto.
Guia Visual
Produtos relacionados
- prensa de pastilhas de Kbr 2t
- Prensa Hidráulica Automática de Laboratório para Prensa de Pastilhas XRF e KBR
- Molde de Prensa Cilíndrico com Escala para Laboratório
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Prensa Hidráulica de Laboratório para Aplicações em XRF KBR FTIR
As pessoas também perguntam
- Por que o KBr é usado para fazer o pellet? Obtenha Análise FTIR de Alta Qualidade de Amostras Sólidas
- Qual é o uso dos pastilhas de KBr? Obtenha uma Análise FTIR Clara de Amostras Sólidas
- Como fazer pastilhas de KBr? Domine a Arte de Criar Discos de FTIR Claros para Análises Precisas
- Como preparar pastilhas de KBr para FTIR? Domine a Arte de Criar Janelas IR Transparentes
- Como preparar amostras para espectroscopia de IV? Um guia passo a passo para sólidos, líquidos e gases















