Em sua essência, um reator de laboratório é um vaso altamente controlado e contido, projetado para executar processos químicos ou biológicos em escala de pesquisa e desenvolvimento. Seu uso principal é fornecer um ambiente seguro e preciso onde os cientistas podem manipular variáveis como temperatura, pressão e mistura para estudar reações, sintetizar novos materiais ou otimizar processos industriais. Por exemplo, pode ser usado para sintetizar um novo composto farmacêutico sob alta pressão ou para depositar um filme de nanotecnologia em uma superfície.
O verdadeiro propósito de um reator de laboratório não é simplesmente conter uma reação, mas transformar um conceito químico em um processo controlável, repetível e compreensível. É a ponte entre uma fórmula teórica no quadro branco e uma aplicação viável no mundo real.

O Papel Fundamental: Criando um Universo Controlado
O valor de um reator de laboratório reside na sua capacidade de criar um ambiente em miniatura e autônomo onde cada parâmetro crítico pode ser meticulosamente gerenciado e monitorado. Esse controle é o que possibilita a ciência reprodutível.
Contenção da Reação
A função mais básica de um reator é a contenção segura. Muitas reações químicas são voláteis, envolvendo altas pressões, temperaturas extremas ou materiais perigosos.
Um reator, seja ele feito de vidro ou de ligas metálicas robustas, é projetado para suportar essas condições, protegendo tanto o pesquisador quanto a integridade do experimento.
Controle Preciso de Variáveis
Um béquer simples é um recipiente; um reator é um sistema de controle. Ele permite que os pesquisadores determinem com precisão as condições da reação.
Isso inclui controle de temperatura (através de jaquetas de aquecimento/resfriamento), gerenciamento de pressão (usando sistemas selados e reguladores), velocidade de agitação e a adição controlada de reagentes ao longo do tempo. Esse nível de controle é impossível de alcançar em vidraria de laboratório padrão.
Viabilizando a Coleta e Análise de Dados
Os reatores são projetados para observação e coleta de dados. Eles geralmente incluem portas para sondas monitorarem pH, temperatura ou pressão em tempo real.
Isso permite que os cientistas acompanhem o progresso de uma reação, entendam sua cinética (a que velocidade ela prossegue) e determinem as condições ideais para maximizar o rendimento e a pureza.
Principais Aplicações em Disciplinas Científicas
Embora o princípio seja universal, o uso específico de um reator de laboratório varia amplamente dependendo do objetivo científico.
Síntese Química
Esta é a aplicação mais comum. Químicos usam reatores para criar novas moléculas, polímeros ou materiais combinando diferentes precursores químicos sob condições específicas e controladas.
Desenvolvimento e Otimização de Processos
Antes que um processo químico possa ser implementado em uma fábrica de grande escala, ele deve ser aperfeiçoado em pequena escala. Reatores de laboratório são usados para encontrar a maneira mais eficiente, segura e econômica de executar uma reação.
Engenheiros testam diferentes temperaturas, pressões e concentrações de catalisadores para desenvolver uma "receita" que possa ser ampliada para produção industrial.
Nanotecnologia e Deposição de Filmes
Reatores especializados são usados para ciência de materiais avançados. Por exemplo, um reator de Deposição Química de Vapor (CVD) é usado para criar filmes finos de alto desempenho e ultra-puros.
Neste processo, produtos químicos gasosos reagem perto de um substrato aquecido (como uma bolacha de silício) dentro de um vácuo, depositando uma camada sólida de material átomo por átomo.
Entendendo as Compensações (Trade-offs)
Um reator de laboratório é uma ferramenta poderosa, mas é essencial entender suas limitações e as considerações envolvidas na escolha de um.
Escala vs. Qualidade dos Dados
Reatores de laboratório são construídos para dados de alta qualidade, não para produção de alto volume. Seu propósito é gerar as informações precisas necessárias para descoberta e ampliação, não funcionar como uma fábrica em miniatura.
Compatibilidade de Material
O material do reator é uma escolha crítica. Reatores de vidro oferecem excelente visibilidade, mas são limitados em pressão e temperatura. Reatores de aço inoxidável ou Hastelloy podem suportar pressões extremas e produtos químicos corrosivos, mas são opacos. O material correto deve ser escolhido para evitar contaminação ou falha do reator.
Custo e Complexidade
Reatores de vidro simples, operados manualmente, podem ser relativamente acessíveis. No entanto, sistemas altamente automatizados com sensores avançados, controle de software e capacidades especializadas representam um investimento significativo em custo e treinamento.
Fazendo a Escolha Certa para o Seu Objetivo
O reator de laboratório ideal é ditado inteiramente pelo seu objetivo de pesquisa.
- Se seu foco principal for pesquisa fundamental e síntese: Um reator encamisado de vidro versátil com boa visibilidade e amplo controle de temperatura é frequentemente o melhor ponto de partida.
- Se seu foco principal for otimização de processos para ampliação: Um sistema altamente automatizado com bombas de dosagem precisas e amplas capacidades de registro de dados é crucial para gerar dados industriais confiáveis.
- Se seu foco principal for química de alta pressão ou catálise: Uma autoclave de alta pressão feita de uma liga robusta como aço inoxidável ou Hastelloy é inegociável para segurança e desempenho.
- Se seu foco principal for ciência dos materiais e filmes finos: Um sistema especializado como um reator de Deposição Química de Vapor (CVD) é construído especificamente para essa aplicação e fornecerá os melhores resultados.
Em última análise, selecionar o reator de laboratório correto permite que você transforme seus insights químicos em resultados confiáveis e reprodutíveis.
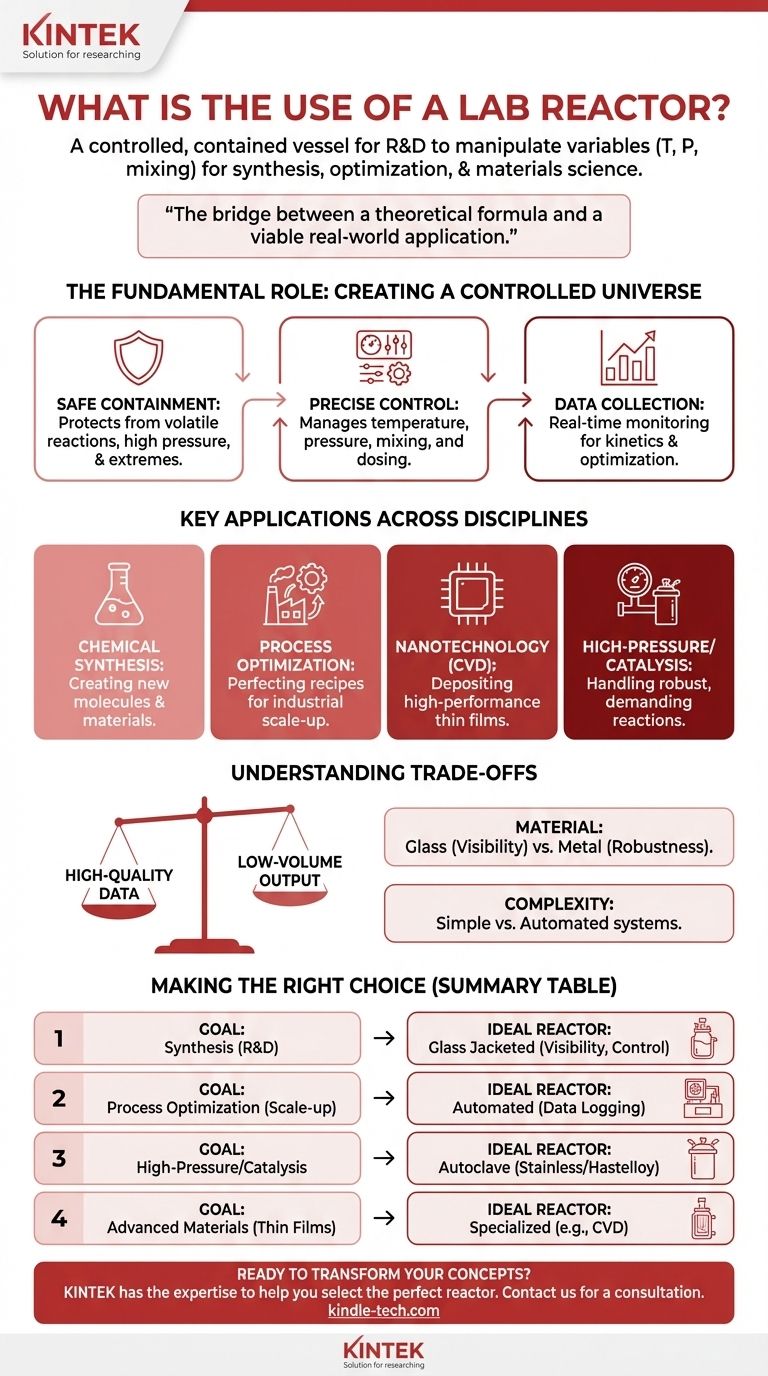
Tabela de Resumo:
| Função Principal | Aplicação Primária | Tipo de Reator Ideal |
|---|---|---|
| Contenção Segura e Síntese | P&D Química, Criação de Novas Moléculas | Reator Encamisado de Vidro |
| Otimização de Processos | Ampliação de Processos Industriais | Reator Automatizado com Registro de Dados |
| Reações de Alta Pressão/Catálise | Catálise, Química de Alta Pressão | Autoclave de Alta Pressão (ex: Aço Inoxidável) |
| Ciência de Materiais Avançados | Deposição de Filmes Finos (ex: Nanotecnologia) | Sistema Especializado (ex: Reator CVD) |
Pronto para Transformar Seus Conceitos Químicos em Processos Controláveis e Repetíveis?
Escolher o reator de laboratório certo é fundamental para alcançar resultados confiáveis e reprodutíveis em sua pesquisa ou desenvolvimento. Se você está sintetizando novos compostos, otimizando um processo industrial ou trabalhando com materiais avançados, a KINTEK tem a experiência e o equipamento para atender às suas necessidades específicas de laboratório.
Deixe a KINTEK, sua parceira de confiança em equipamentos de laboratório, ajudá-lo a selecionar o reator perfeito para impulsionar suas descobertas.
Entre em contato com nossos especialistas hoje mesmo para uma consulta personalizada e descubra como nossos reatores podem preencher a lacuna entre suas fórmulas teóricas e aplicações viáveis no mundo real.
Guia Visual
Produtos relacionados
- Reator Autoclave de Laboratório de Alta Pressão para Síntese Hidrotermal
- Reator Autoclavado de Alta Pressão em Aço Inoxidável Reator de Pressão Laboratorial
- Reatores de Laboratório Personalizáveis de Alta Temperatura e Alta Pressão para Diversas Aplicações Científicas
- Mini Reator Autoclave de Alta Pressão em Aço Inoxidável para Uso em Laboratório
- Reatores de Alta Pressão Personalizáveis para Aplicações Científicas e Industriais Avançadas
As pessoas também perguntam
- Que equipamento é necessário para a síntese hidrotermal de Ga0.25Zn4.67S5.08? Otimize a sua Produção de Semicondutores
- Qual papel um autoclave desempenha na síntese de nanofibras de MnO2? Dominando o Crescimento Hidrotérmico
- Qual é o papel de um reator de alta pressão (autoclave) na síntese de NiCuFe-LDH? Domine o Crescimento Hidrotérmico
- Por que um tratamento hidrotérmico de 24 horas em autoclave é necessário para nanolâminas BMO? Desbloqueie a Fotocatálise Superior
- Qual o Papel de um Reator de Alta Pressão ou Autoclave na Síntese de Catalisadores de HA? Obtenção de Materiais com Alta Área Superficial



















