Na fundição a vácuo, não existe uma única temperatura. Em vez disso, o processo depende de uma série de temperaturas controladas em diferentes estágios para produzir uma peça de alta qualidade. Mais comumente, os estágios chave de pré-aquecimento do molde e cura da peça ocorrem em um forno ajustado entre 60°C e 80°C (140°F a 176°F), mas isso é altamente dependente do material específico que está sendo usado.
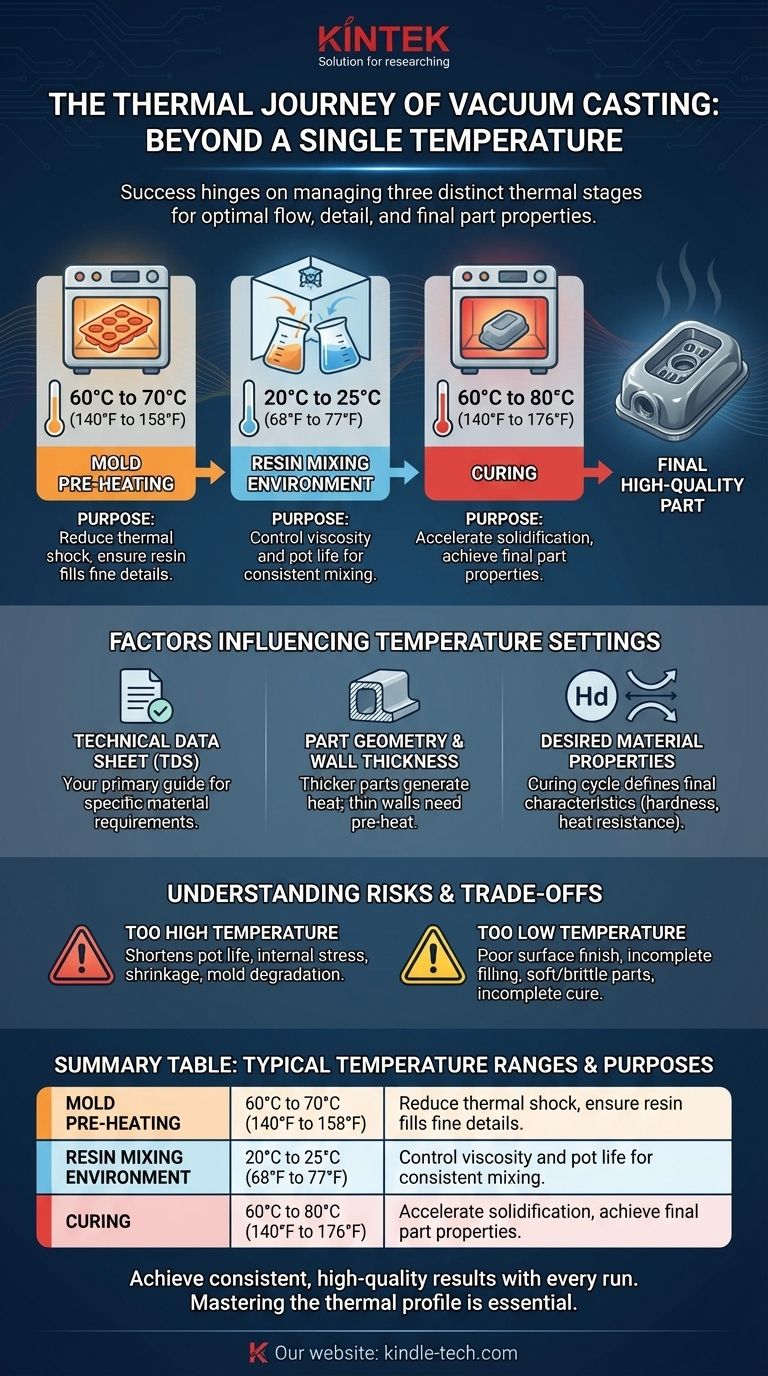
A percepção crítica é que a temperatura de fundição a vácuo não é uma única configuração, mas um perfil térmico controlado. O sucesso depende da gestão de três estágios distintos — pré-aquecimento do molde, mistura da resina e cura final — pois cada um impacta diretamente o fluxo, o detalhe e as propriedades finais da sua peça.

Por que a Temperatura é Mais do que um Único Número
Pensar na temperatura de fundição a vácuo como um único valor é uma simplificação excessiva comum. Na realidade, você está gerenciando uma jornada térmica. Cada estágio tem um propósito distinto que requer controle preciso de temperatura para um resultado bem-sucedido.
As Três Zonas Críticas de Temperatura
O processo é melhor compreendido dividindo-o em suas três fases térmicas.
- Pré-aquecimento do Molde: Antes da fundição, o molde de silicone é aquecido em um forno. Isso é tipicamente feito a 60°C a 70°C. O objetivo principal é reduzir o choque térmico na resina líquida quando ela é derramada, garantindo que ela permaneça fluida o tempo suficiente para preencher cada detalhe intrincado da cavidade do molde.
- Ambiente de Resina e Mistura: As resinas de dois componentes (tipicamente poliuretanos) são misturadas a uma temperatura ambiente controlada, geralmente temperatura ambiente padrão (20°C a 25°C). A consistência aqui é fundamental, pois a temperatura afeta significativamente a viscosidade inicial do material (espessura) e o tempo de vida útil (o tempo de trabalho antes de começar a gelificar).
- Cura: Depois que a resina é derramada no molde sob vácuo, todo o conjunto é colocado de volta em um forno para curar. Esta temperatura de cura, muitas vezes entre 60°C e 80°C, acelera a reação química, permitindo que a peça solidifique e atinja suas propriedades mecânicas finais em questão de horas, não dias.
Analogia: É Como Assar um Bolo
Pense no processo como assar um bolo de alto desempenho. Você pré-aquece o forno (o molde) para garantir um cozimento uniforme. Você mistura seus ingredientes (a resina) na temperatura certa para obter a consistência perfeita da massa. Finalmente, você o assa (cura a peça) a uma temperatura precisa por um tempo específico para garantir que ele endureça corretamente.
Fatores que Influenciam suas Configurações de Temperatura
A faixa de 60-80°C é uma diretriz geral, mas as temperaturas ideais para o seu projeto dependem de vários fatores críticos.
A Ficha Técnica (TDS) é o Seu Guia
O documento mais importante é a Ficha Técnica (TDS) fornecida pelo fabricante da resina. Este documento especifica as temperaturas e tempos recomendados de pré-aquecimento e cura para aquele material exato. Desviar-se da TDS é um risco.
Geometria da Peça e Espessura da Parede
Peças mais espessas podem gerar calor interno significativo a partir da reação exotérmica da cura da resina. Isso pode exigir uma temperatura de cura ligeiramente mais baixa para evitar tensões internas ou empenamento. Por outro lado, peças de parede muito fina se beneficiam de um molde adequadamente pré-aquecido para garantir que a resina flua para cada característica antes de começar a engrossar.
Propriedades do Material Desejadas
O ciclo de cura — tanto a temperatura quanto a duração — influencia diretamente as propriedades finais da peça. Se você precisa maximizar a dureza, resistência ao calor ou flexibilidade, aderir estritamente ao perfil de cura recomendado pelo fabricante é inegociável.
Compreendendo as Trocas e os Riscos
Escolher a temperatura errada em qualquer estágio introduz um risco significativo e pode facilmente levar a uma peça defeituosa.
O Risco de uma Temperatura Muito Alta
Aquecer o molde ou curar a peça a uma temperatura muito alta pode causar uma série de problemas. Isso encurta drasticamente o tempo de vida útil da resina, potencialmente fazendo com que ela gelifique antes de ter preenchido o molde. Também pode levar a tensões internas, encolhimento e degradação prematura do próprio molde de silicone.
O Risco de uma Temperatura Muito Baixa
Usar temperaturas muito baixas é igualmente problemático. Um molde subaquecido fará com que a resina esfrie e engrosse ao contato, resultando em um acabamento de superfície ruim e preenchimento incompleto de detalhes finos. Uma temperatura de cura insuficiente levará a uma cura incompleta, deixando a peça macia, fraca ou quebradiça e sem as propriedades listadas em sua ficha técnica.
O Perigo Oculto: Inconsistência
Talvez o maior risco seja a inconsistência. Um processo térmico estável e repetível é a base da fundição a vácuo de alta qualidade. Flutuações na temperatura ambiente ou nas configurações do forno levarão a resultados imprevisíveis de uma peça para outra.
Como Determinar as Temperaturas Certas para o Seu Projeto
Use a ficha técnica do material como ponto de partida e ajuste com base no seu objetivo específico.
- Se o seu foco principal é capturar detalhes finos: Priorize um pré-aquecimento completo do molde (por exemplo, 65-70°C) para garantir a menor viscosidade possível da resina durante o vazamento.
- Se o seu foco principal é alcançar propriedades mecânicas específicas: Adira estritamente à temperatura e duração de cura especificadas na Ficha Técnica do material.
- Se o seu foco principal é a velocidade de prototipagem rápida: Você pode usar o limite superior da faixa de cura recomendada para acelerar o processo, mas esteja ciente das possíveis desvantagens em termos de tensão interna.
Em última análise, dominar o controle de temperatura transforma a fundição a vácuo de uma arte variável em uma ciência repetível.
Tabela Resumo:
| Estágio | Faixa de Temperatura Típica | Propósito Chave |
|---|---|---|
| Pré-aquecimento do Molde | 60°C a 70°C (140°F a 158°F) | Reduz o choque térmico, garante que a resina preencha detalhes finos |
| Mistura da Resina | 20°C a 25°C (68°F a 77°F) | Controla a viscosidade e o tempo de vida útil para uma mistura consistente |
| Cura | 60°C a 80°C (140°F a 176°F) | Acelera a solidificação, atinge as propriedades finais da peça |
Obtenha resultados consistentes e de alta qualidade em cada ciclo de fundição a vácuo.
Dominar o perfil térmico é essencial para produzir peças com detalhes finos e propriedades mecânicas precisas. A KINTEK é especializada em equipamentos de laboratório e consumíveis que apoiam essa precisão, desde fornos confiáveis para aquecimento e cura consistentes até materiais adequados para suas necessidades específicas de prototipagem ou produção.
Deixe-nos ajudá-lo a aperfeiçoar seu processo. Entre em contato com nossos especialistas hoje para discutir suas necessidades de fundição a vácuo e descobrir como nossas soluções podem aumentar a eficiência e a produção do seu laboratório.
Guia Visual