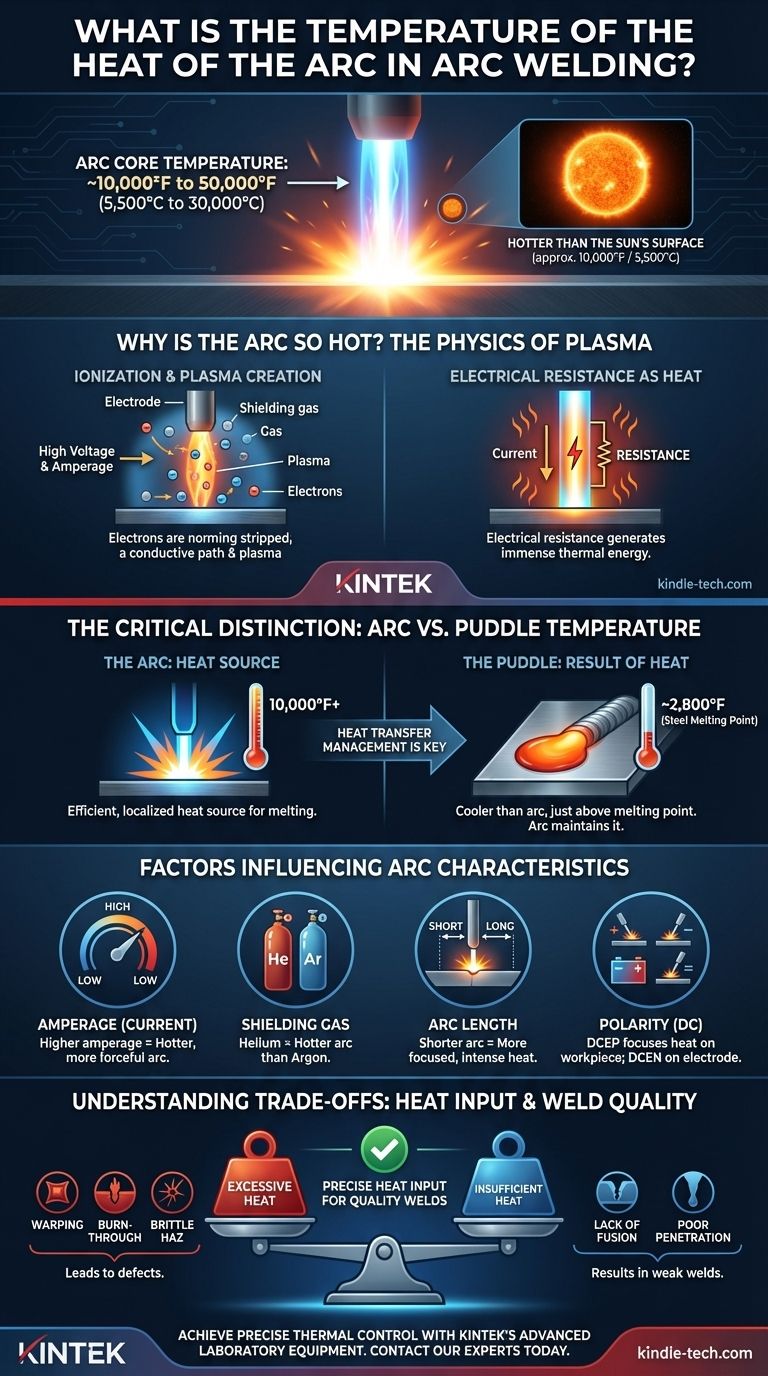
A temperatura no núcleo de um arco de soldagem é incrivelmente alta, variando de aproximadamente 10.000°F a mais de 50.000°F (5.500°C a 30.000°C). Essa faixa é muito mais quente do que a superfície do sol, que é de cerca de 10.000°F / 5.500°C. Esse calor extremo é necessário para derreter instantaneamente o metal de base e o material de adição, criando a poça de fusão que forma a solda.
A percepção central não é a temperatura específica, mas sim entender a diferença entre o calor do arco e o calor real transferido para a peça de trabalho. A habilidade de um soldador reside em controlar os fatores que gerenciam essa transferência de calor, pois é isso que determina a qualidade e a integridade da solda final.

Por que o Arco é Tão Quente? A Física do Plasma
O calor intenso de um arco de soldagem é um resultado direto da conversão de energia elétrica em energia térmica através de um estado da matéria chamado plasma.
Criando o Estado de Plasma
Quando uma corrente elétrica de alta tensão e alta amperagem é iniciada entre o eletrodo e a peça de trabalho, ela arranca elétrons dos átomos do gás de proteção. Esse processo, chamado de ionização, cria uma coluna de gás superaquecida e eletricamente condutora conhecida como plasma.
Resistência Elétrica como Calor
Essa coluna de plasma não é um condutor perfeito. Ela possui resistência elétrica, e à medida que a enorme corrente da fonte de energia de soldagem flui através dela, essa resistência gera uma quantidade imensa de energia térmica. Esta é a fonte da temperatura incrível do arco.
A Distinção Crítica: Temperatura do Arco vs. Temperatura da Poça
Muitos profissionais usam incorretamente os termos "temperatura do arco" e "temperatura da solda" de forma intercambiável. Entender a diferença é fundamental para controlar o processo de soldagem.
O Arco: A Fonte de Calor
Pense no arco de soldagem como o queimador de um fogão a gás. Seu propósito é ser uma fonte de calor localizada e incrivelmente eficiente. Sua temperatura de mais de 10.000°F permite que ele cumpra sua função de derreter o metal em contato.
A Poça: O Resultado da Entrada de Calor
A poça de fusão da solda em si é muito mais fria que o arco. Sua temperatura é apenas ligeiramente superior ao ponto de fusão do metal que está sendo soldado. Por exemplo, o ponto de fusão do aço é de cerca de 2.800°F (1.538°C). A energia do arco é usada para criar e manter essa poça, não para elevar toda a poça à temperatura do arco.
Fatores que Influenciam as Características do Arco
A temperatura e o comportamento do arco não são estáticos. São variáveis dinâmicas que um soldador habilidoso manipula para alcançar o resultado desejado.
Composição do Gás de Proteção
O tipo de gás de proteção usado tem um efeito profundo no arco. O Hélio, por exemplo, tem maior condutividade térmica do que o Argônio, resultando em um arco mais quente que fornece um padrão de calor mais amplo e penetração mais profunda, o que é útil para alumínio ou cobre espessos.
Amperagem (Corrente)
A amperagem é o controle mais direto sobre a entrada de calor. Aumentar a amperagem força mais corrente elétrica através do plasma, aumentando sua resistência e gerando um arco mais quente e mais forte.
Comprimento do Arco
O comprimento do arco — a distância entre o eletrodo e a peça de trabalho — afeta a concentração de calor. Um arco mais curto é mais focado e intenso, concentrando o calor em uma área menor. Um arco mais longo é menos estável e dispersa o calor por uma área maior.
Polaridade (Soldagem CC)
Na soldagem CC, a polaridade determina onde a maior parte do calor é focada.
- CCEP (Corrente Contínua, Eletrodo Positivo): Cerca de dois terços do calor é concentrado na peça de trabalho, proporcionando maior penetração. Isso é padrão para soldagem com Eletrodo Revestido e MIG.
- CCEN (Corrente Contínua, Eletrodo Negativo): O calor é concentrado no eletrodo. Isso é essencial para a soldagem TIG, pois evita o derretimento do eletrodo de tungstênio enquanto derrete a peça de trabalho.
Entendendo as Compensações: Entrada de Calor e Qualidade da Solda
O objetivo não é simplesmente criar o arco mais quente possível. O objetivo é fornecer a quantidade precisa de calor necessária para uma junta específica.
O Perigo do Calor Excessivo
Muita entrada de calor, causada por alta amperagem ou velocidade de deslocamento lenta, leva a defeitos graves. Estes incluem empenamento (distorção), perfuração em materiais finos e uma Zona Termicamente Afetada (ZTA) grande e quebradiça que compromete a resistência do metal de base.
O Problema do Calor Insuficiente
Pouca entrada de calor, devido à baixa amperagem ou velocidade de deslocamento rápida, é igualmente ruim. Isso resulta em uma solda fraca com falta de fusão (onde o metal de solda não se funde adequadamente com o metal de base) e baixa penetração.
Como Aplicar Isso ao Seu Projeto
Seu objetivo é manipular as características do arco para gerenciar a entrada de calor para sua aplicação específica.
- Se seu foco principal for soldar materiais finos: Seu objetivo é minimizar a entrada de calor usando amperagem mais baixa, velocidade de deslocamento mais rápida e um processo (como TIG) ou gás que permita um controle preciso e de baixa energia.
- Se seu foco principal for obter penetração profunda em chapas grossas: Você precisa maximizar a entrada de calor efetiva usando amperagem mais alta, velocidade de deslocamento mais lenta e uma combinação de processo/gás (como CCEP com um gás rico em hélio) que force o calor para dentro do material.
- Se seu foco principal for preservar as propriedades do metal: Você deve controlar cuidadosamente a entrada total de calor equilibrando a amperagem e a velocidade de deslocamento para manter a Zona Termicamente Afetada (ZTA) o menor possível.
Em última análise, dominar o arco significa ver sua temperatura não como um número estático, mas como uma ferramenta dinâmica que você controla para alcançar uma solda perfeita.
Tabela de Resumo:
| Fator de Soldagem | Efeito na Temperatura do Arco e Entrada de Calor |
|---|---|
| Gás de Proteção | O Hélio cria um arco mais quente do que o Argônio para penetração mais profunda |
| Amperagem | Maior amperagem aumenta a temperatura e a força do arco |
| Comprimento do Arco | Arco mais curto = calor mais focado e intenso |
| Polaridade (CC) | CCEP foca o calor na peça de trabalho; CCEN no eletrodo |
Alcance controle térmico preciso em seus processos de soldagem com os equipamentos de laboratório avançados da KINTEK. Quer você esteja desenvolvendo novas técnicas de soldagem, testando a integridade do material ou analisando a Zona Termicamente Afetada (ZTA), nossos fornos de alta temperatura, sistemas de plasma e consumíveis de teste de materiais são projetados para apoiar suas necessidades de P&D e controle de qualidade. Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem ajudá-lo a otimizar a entrada de calor e garantir a qualidade da solda.
Entre em contato com a equipe do laboratório KINTEK agora!
Guia Visual