O tamanho da partícula para a prensagem isostática a quente (HIP) não é um valor único; depende inteiramente da aplicação. Para processos que começam com pós metálicos ou cerâmicos, uma faixa típica pode ser de 50 a 150 micrômetros, mas o fundamental é usar uma distribuição específica de tamanhos para garantir alta densidade de empacotamento. No entanto, o HIP também é frequentemente usado para densificar peças sólidas, como fundidos ou componentes impressos em 3D, onde o conceito de tamanho inicial da partícula não é a principal preocupação.
A percepção crítica é que a Prensagem Isostática a Quente (HIP) é um processo de consolidação e densificação, não um processo de conformação. Portanto, a questão relevante sobre "partículas" depende inteiramente se você está começando com um recipiente de pó solto ou um componente sólido pré-formado com vazios internos.

O Papel Duplo da Prensagem Isostática a Quente
A pergunta do usuário pressupõe que o HIP sempre começa com um pó. Na realidade, o processo tem duas aplicações comuns, mas distintas, que mudam fundamentalmente a forma como pensamos sobre o material de partida.
Cenário 1: Consolidação de Pós (Metalurgia do Pó)
Ao criar uma peça do zero usando pó, o processo é conhecido como HIP de Metalurgia do Pó (PM HIP).
Neste contexto, o pó metálico ou cerâmico solto é selado em um recipiente ou molde com o formato da peça final. O objetivo é consolidar essas partículas individuais em um objeto sólido totalmente denso.
O tamanho e a distribuição das partículas do pó são críticos. Uma mistura cuidadosamente projetada de partículas mais finas e mais grossas é frequentemente usada para maximizar a "densidade de batimento" inicial, minimizando o espaço vazio entre elas antes mesmo do início do ciclo HIP.
Cenário 2: Densificação de Componentes Sólidos
A outra aplicação principal do HIP é eliminar a porosidade interna em peças já formadas.
Isso é comum para componentes produzidos por fundição ou fabricação aditiva (impressão 3D). Esses processos podem deixar vazios microscópicos ou má adesão entre camadas, que atuam como concentradores de tensão e potenciais pontos de falha.
Neste cenário, a peça já é um objeto sólido, de forma quase final. O processo HIP aplica alta temperatura e pressão isostática para essencialmente "fechar" esses defeitos internos, criando uma microestrutura uniforme e totalmente densa. O foco está nos vazios, não nas partículas originais que formaram a peça.
Por Que a Forma de Partida Importa
Compreender seu material de partida — pó ou sólido — é o fator mais importante para uma aplicação de HIP bem-sucedida. Os objetivos do processo são diferentes para cada um.
O Objetivo para Pós: Construir do Zero
Para o PM HIP, você está fundamentalmente construindo um novo sólido. O processo deve soldar cada partícula aos seus vizinhos.
Uma distribuição incorreta do tamanho das partículas pode levar a uma baixa densidade de empacotamento inicial, exigindo um movimento de material mais significativo durante o ciclo HIP e potencialmente deixando porosidade residual.
O Objetivo para Sólidos: Curar Defeitos Internos
Para a densificação de peças sólidas, você está melhorando um objeto existente. O material já está consolidado, mas contém imperfeições.
O processo visa esses defeitos, conforme observado nas referências, para melhorar propriedades como resistência à fadiga, ductilidade e integridade geral da peça. O meio de pressão — tipicamente um gás inerte como o argônio — atua uniformemente em todas as superfícies para colapsar os vazios internos.
Conceitos Errôneos Comuns a Evitar
A clareza sobre o papel do HIP evita erros dispendiosos na seleção do processo e na especificação do material.
Conceito Errado: HIP é apenas para pós.
Uma aplicação massiva de HIP, particularmente nas indústrias aeroespacial e médica, é para a densificação de fundidos de precisão (investment castings). Este processo de "cura" é o que permite que componentes fundidos atinjam a confiabilidade de materiais forjados ou laminados.
Conceito Errado: Qualquer pó de alta qualidade servirá.
Para o PM HIP, mesmo um pó de alta pureza é insuficiente se a distribuição do tamanho das partículas estiver errada. Atingir uma alta densidade de empacotamento é uma ciência em si e é um pré-requisito para um resultado bem-sucedido.
Como Aplicar Isso ao Seu Projeto
Sua abordagem deve ser ditada pelo seu objetivo final e pelo seu material de partida.
- Se seu foco principal é criar um componente totalmente denso a partir de pó bruto: Você deve projetar a distribuição do tamanho das partículas para maximizar a densidade de empacotamento inicial antes do ciclo HIP.
- Se seu foco principal é aprimorar as propriedades mecânicas de uma peça fundida ou impressa em 3D: Sua preocupação é o tamanho e a distribuição dos vazios internos dentro do componente existente, não a matéria-prima original em pó.
Em última análise, entender se você está construindo uma peça ou curando uma é a chave para aplicar corretamente o poder da prensagem isostática a quente.
Tabela de Resumo:
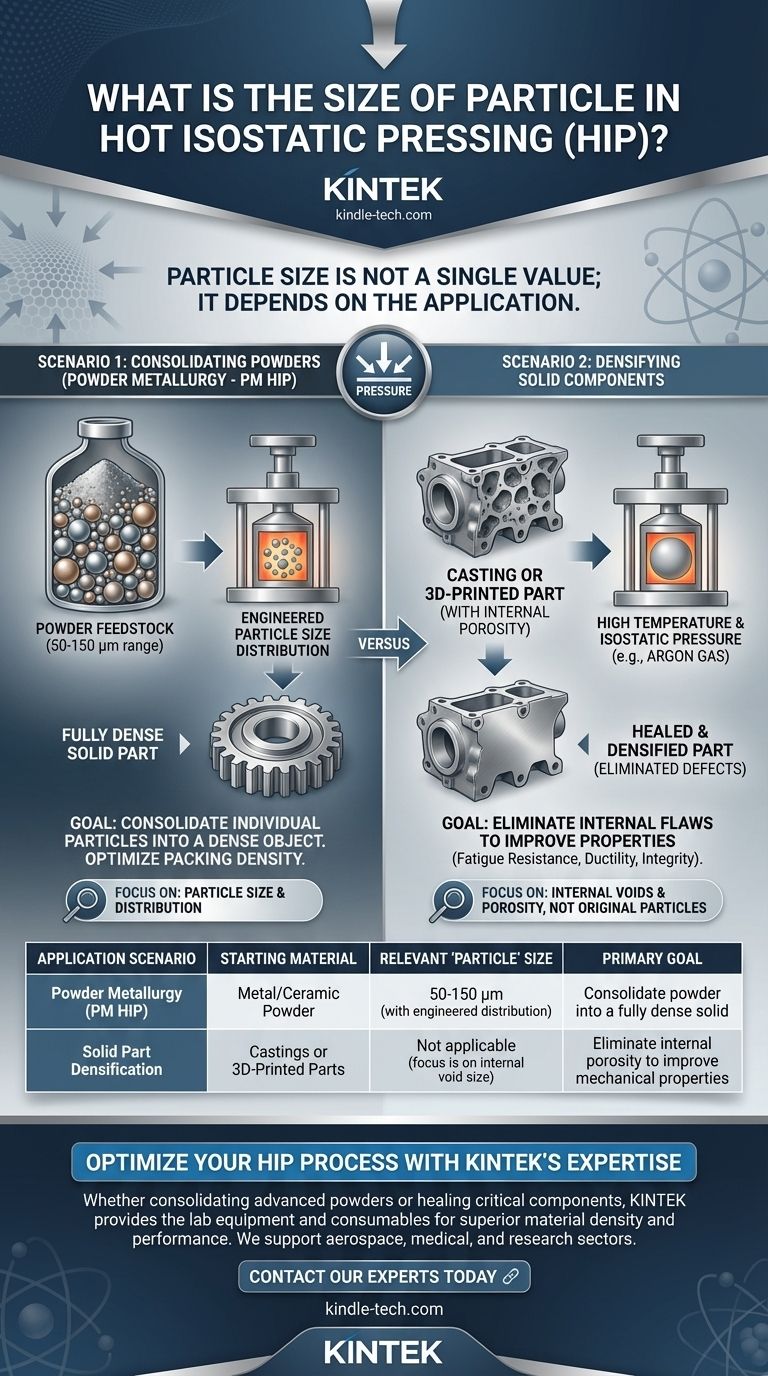
| Cenário de Aplicação | Material de Partida | Tamanho de 'Partícula' Relevante | Objetivo Principal |
|---|---|---|---|
| Metalurgia do Pó (PM HIP) | Pó Metálico/Cerâmico | 50-150 μm (com distribuição projetada) | Consolidar pó em um sólido totalmente denso |
| Densificação de Peça Sólida | Fundidos ou Peças Impressas em 3D | Não aplicável (foco no tamanho do vazio interno) | Eliminar porosidade interna para melhorar propriedades mecânicas |
Otimize Seu Processo HIP com a Expertise da KINTEK
Se você está consolidando pós avançados ou curando componentes críticos de fundição e fabricação aditiva, a abordagem correta para a preparação do material é essencial para o sucesso. A KINTEK é especializada em fornecer o equipamento de laboratório e os consumíveis necessários para apoiar suas aplicações de prensagem isostática a quente.
Ajudamos nossos clientes nos setores aeroespacial, médico e de pesquisa a alcançar densidade e desempenho superiores do material. Permita-nos ajudá-lo a selecionar as ferramentas e materiais certos para suas necessidades específicas de HIP.
Contate nossos especialistas hoje para discutir como podemos aprimorar seu processo HIP e garantir resultados ótimos para seu laboratório.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Prensa Hidráulica Aquecida 24T 30T 60T com Placas Aquecidas para Prensa a Quente de Laboratório
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Por que o uso de uma prensa isostática para corpos verdes de LSGM leva a uma redução na temperatura de sinterização? Aumento da Densidade
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico







