Em sua essência, o tratamento térmico por Prensagem Isostática a Quente (HIP) é um processo que aplica simultaneamente alta temperatura e gás de alta pressão uniforme a um material. Essa combinação "espreme" efetivamente defeitos internos, como poros microscópicos (porosidade), criando um componente totalmente denso com propriedades mecânicas superiores. As etapas principais envolvem carregar a peça em um vaso selado, aquecê-la, pressurizar o vaso com um gás inerte como argônio, mantê-lo nessas condições e, em seguida, resfriá-lo.
O propósito central do HIP não é meramente aquecer um material, mas usar o calor para torná-lo maleável o suficiente para que o gás inerte de alta pressão colapse e elimine fisicamente os vazios internos. Isso transforma um componente potencialmente falho em um sólido e confiável.

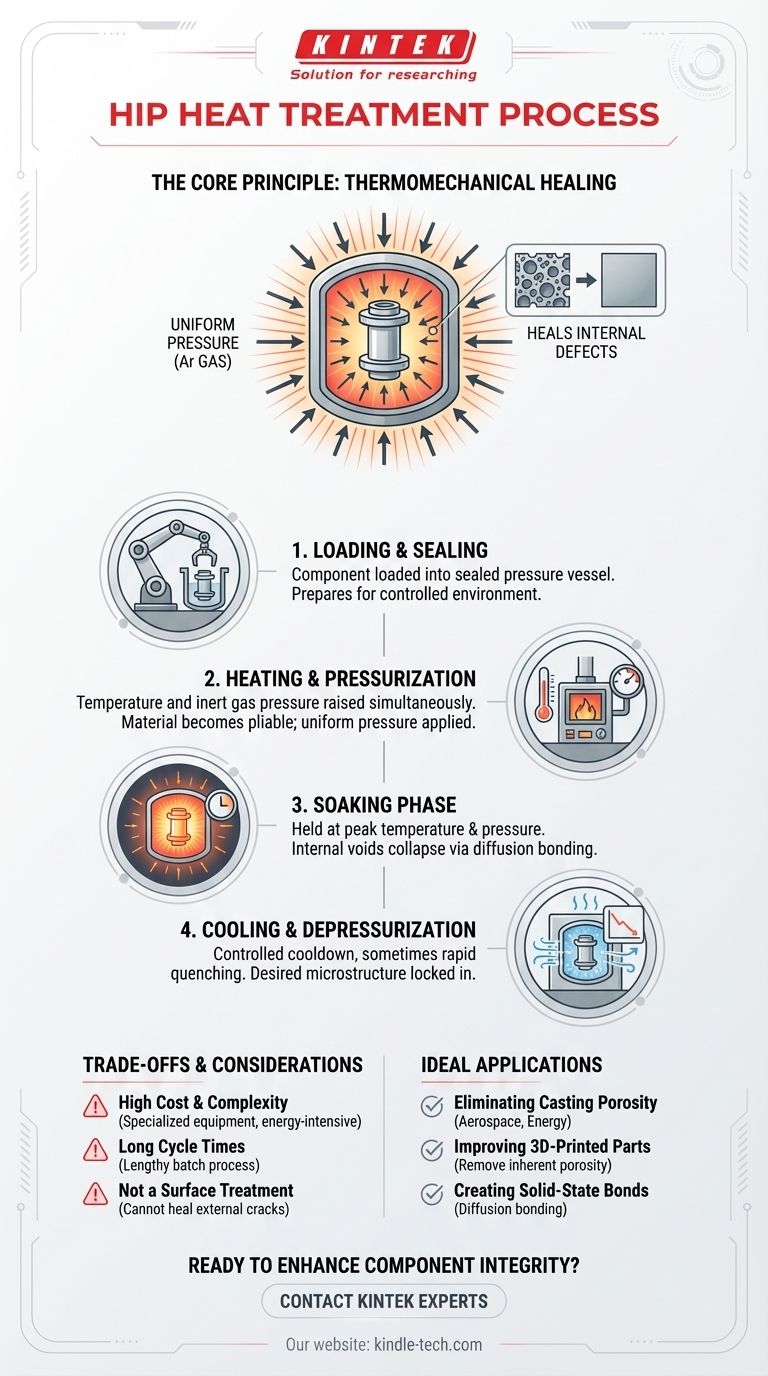
O Princípio Central: Como o HIP Cura Materiais
Para realmente entender o processo HIP, você deve reconhecê-lo como um tratamento termomecânico. O calor e a pressão trabalham em perfeita sintonia, cada um desempenhando um papel crítico na transformação da estrutura interna do material.
O Papel da Alta Temperatura
O primeiro passo é o calor. Elevar a temperatura do material bem acima de sua faixa de deformação plástica o torna macio e maleável. Essa energia térmica permite que os átomos dentro do material se movam mais livremente, uma pré-condição necessária para a cura de defeitos.
A Função da Pressão Isostática
Enquanto o material está quente e macio, um gás inerte (tipicamente argônio) é bombeado para o vaso selado, criando uma pressão imensa. O termo isostática é fundamental — significa que a pressão é aplicada igualmente de todas as direções. Essa força uniforme aperta suavemente o componente, colapsando quaisquer poros internos, vazios ou microfissuras.
A Importância do Gás Inerte
O uso de um gás inerte como o argônio é inegociável. Nessas altas temperaturas, um gás reativo como o oxigênio causaria oxidação severa e danificaria o componente. O argônio serve como um meio limpo e não reativo para transmitir a pressão sem alterar a química do material.
Uma Análise Detalhada do Ciclo HIP
Embora parâmetros específicos variem por material e aplicação, cada ciclo HIP segue uma sequência distinta e controlada que pode durar de 8 a 12 horas ou mais.
Carregamento e Vedação
Os componentes são cuidadosamente carregados na seção do forno do vaso de pressão HIP. Uma vez carregado, o vaso é hermeticamente selado para conter as pressões e temperaturas extremas que serão aplicadas.
Aquecimento e Pressurização
O forno interno começa a aquecer os componentes de acordo com um perfil térmico predefinido. Simultaneamente, o gás argônio é bombeado para o vaso, elevando a pressão interna ao nível desejado. Calor e pressão aumentam juntos de forma controlada.
A Fase de Imersão
Esta é a principal fase de tratamento onde o material é "imerso" em uma temperatura e pressão de pico específicas. Durante este tempo de permanência, a combinação de calor e força isostática força as superfícies dos vazios internos a se ligarem em nível atômico, um processo conhecido como ligação por difusão. É isso que elimina a porosidade.
Resfriamento e Despressurização
Após o período de imersão, o ciclo termina com uma fase de resfriamento controlado. Algumas unidades HIP avançadas podem realizar resfriamento rápido pressurizado, que atua como uma etapa de têmpera. Isso pode fixar uma microestrutura desejável, combinando os benefícios do HIP com um tratamento térmico em um único ciclo.
Compreendendo as Vantagens e Considerações
O HIP é um processo incrivelmente poderoso, mas não é uma solução universal. Compreender suas limitações é fundamental para sua aplicação eficaz.
Alto Custo e Complexidade
As unidades HIP são equipamentos altamente especializados e caros, exigindo um vaso de pressão capaz de suportar condições extremas. O processo é intensivo em energia e consome grandes quantidades de gás argônio, tornando-o uma etapa cara reservada para componentes de alto valor.
Longos Tempos de Ciclo
Como observado, um ciclo HIP típico é um processo em lote demorado. Essa longa duração deve ser considerada nos cronogramas e custos de produção, pois pode ser um gargalo significativo em comparação com outros métodos de tratamento térmico.
Não é um Tratamento de Superfície
O HIP é projetado para eliminar defeitos internos. Ele não pode curar rachaduras ou vazios que estão abertos à superfície da peça. O gás pressurizado simplesmente entraria na rachadura pelo lado de fora, igualando a pressão e impedindo que ela fosse fechada.
Fazendo a Escolha Certa para o Seu Objetivo
A aplicação do HIP deve ser uma decisão deliberada impulsionada por uma necessidade de engenharia específica.
- Se o seu foco principal é eliminar a porosidade de fundição: O HIP é a solução padrão da indústria para aumentar a densidade e a vida útil à fadiga de componentes fundidos críticos em aplicações aeroespaciais e de energia.
- Se o seu foco principal é melhorar peças metálicas impressas em 3D: O HIP é uma etapa vital de pós-processamento para remover a porosidade inerente da manufatura aditiva, melhorando significativamente a resistência e a confiabilidade da peça.
- Se o seu foco principal é criar ligações em estado sólido: O processo é excepcionalmente eficaz para ligar por difusão materiais diferentes ou consolidar pós metálicos em peças totalmente densas e com formato próximo ao final.
Em última análise, entender o processo HIP permite especificar uma etapa de fabricação que transforma bons componentes em componentes excepcionais.
Tabela Resumo:
| Etapa do Processo HIP | Função Chave | Resultado |
|---|---|---|
| Carregamento e Vedação | O componente é colocado em um vaso de pressão selado. | Prepara para ambiente controlado. |
| Aquecimento e Pressurização | A temperatura e a pressão do gás inerte são elevadas simultaneamente. | O material torna-se maleável; a pressão é aplicada uniformemente. |
| Fase de Imersão | Mantido na temperatura e pressão de pico. | Vazios internos colapsam via ligação por difusão. |
| Resfriamento e Despressurização | Resfriamento controlado, às vezes com têmpera rápida. | A microestrutura desejada é fixada; o ciclo é concluído. |
Pronto para aumentar a integridade e o desempenho de seus componentes críticos?
A KINTEK é especializada em equipamentos e consumíveis de laboratório avançados, atendendo às necessidades precisas de laboratórios nos setores aeroespacial, manufatura aditiva e energia. O processo HIP é a pedra angular da criação de peças confiáveis e de alto valor.
Deixe que nossos especialistas o ajudem a determinar se o HIP é a solução certa para sua aplicação. Fornecemos a tecnologia e o suporte para eliminar a porosidade e alcançar propriedades de material superiores.
Entre em contato com nossa equipe hoje para uma consulta e descubra como a KINTEK pode apoiar seus objetivos de qualidade e inovação.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Moldes de Prensagem Isostática para Laboratório
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria

















