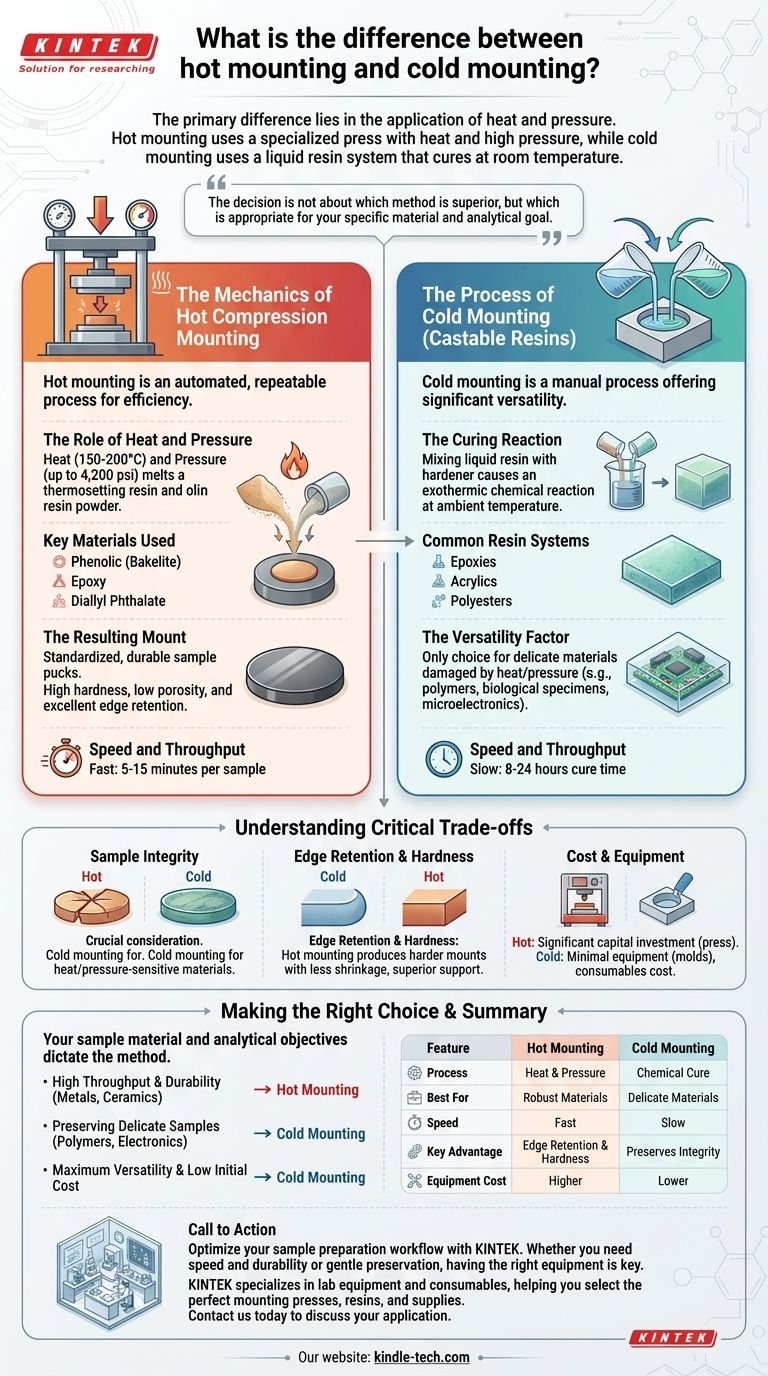
A principal diferença entre a montagem a quente e a montagem a frio reside na aplicação de calor e pressão. A montagem a quente, também conhecida como montagem por compressão, utiliza uma prensa especializada para encapsular uma amostra em uma resina polimérica sob temperatura elevada e alta pressão. Em contraste, a montagem a frio utiliza um sistema de resina líquida de múltiplas partes que cura à temperatura ambiente através de uma reação química, não necessitando de pressão externa.
A decisão entre montagem a quente e a frio não é sobre qual método é superior, mas sim qual é apropriado para o seu material específico e objetivo analítico. A montagem a quente prioriza a velocidade e a qualidade da montagem para amostras robustas, enquanto a montagem a frio prioriza a preservação de materiais delicados, sensíveis ao calor ou à pressão.

A Mecânica da Montagem por Compressão a Quente
A montagem a quente é um processo automatizado e altamente repetível, projetado para eficiência e consistência em um ambiente de laboratório. Produz pastilhas de amostra padronizadas e duráveis, ideais para moagem e polimento subsequentes.
O Papel do Calor e da Pressão
O processo utiliza uma prensa de montagem que aplica simultaneamente calor (tipicamente 150-200°C) e pressão (até 4.200 psi). Esta combinação derrete um pó de resina termofixa ou termoplástica, permitindo que ele flua ao redor da amostra e se solidifique em uma montagem densa e dura à medida que cura ou esfria.
Materiais Chave Utilizados
As resinas mais comuns para montagem a quente são as fenólicas (Baquelite), que são econômicas para trabalhos de rotina, e os compostos de epóxi ou ftalato de dialila, que oferecem dureza superior e retenção de borda para aplicações mais exigentes.
A Montagem Resultante
A montagem a quente cria uma pastilha de amostra de tamanho e forma padronizados. Estas montagens são conhecidas pela sua alta dureza, baixa porosidade e excelente retenção de borda, o que é crucial para examinar com precisão a superfície ou os revestimentos de um material.
O Processo de Montagem a Frio (Resinas Fundíveis)
A montagem a frio é um processo manual que oferece versatilidade significativa, especialmente para amostras que não suportam as condições de uma prensa a quente.
A Reação de Cura
Este método envolve a mistura de uma resina líquida com um agente endurecedor. A reação química subsequente, que é um processo exotérmico, faz com que a mistura cure em um bloco sólido à temperatura ambiente ao longo de um período de várias horas a um dia inteiro.
Sistemas de Resina Comuns
Os principais sistemas utilizados são epóxis, acrílicos e poliésteres. Os epóxis são preferidos pela sua baixa retração, excelente adesão e clareza, tornando-os ideais para eletrônicos delicados ou amostras porosas. Os acrílicos curam muito mais rápido, mas têm maior retração e um odor mais forte.
O Fator Versatilidade
A principal vantagem da montagem a frio é a sua capacidade de lidar com quase todos os tipos de amostras. É a única opção para materiais que seriam danificados ou alterados estruturalmente pelo calor e pressão, como polímeros, espécimes biológicos ou microeletrônicos.
Compreendendo as Trocas Críticas
A escolha do método correto requer uma compreensão clara das trocas entre velocidade, integridade da amostra e custo.
Velocidade e Produtividade
A montagem a quente é significativamente mais rápida, com tempos de ciclo variando tipicamente de 5 a 15 minutos por amostra. A montagem a frio é um processo muito mais lento, com tempos de cura que muitas vezes exigem de 8 a 24 horas antes que a amostra esteja pronta para preparação.
Integridade da Amostra
Esta é a consideração mais crucial. Se o seu material for sensível ao calor ou à pressão, você deve usar a montagem a frio. As altas temperaturas e pressões da montagem a quente podem deformar, derreter, fraturar ou alterar a microestrutura de espécimes delicados.
Retenção de Borda e Dureza
A montagem a quente geralmente produz uma montagem mais dura com menos retração, resultando em um ajuste mais apertado ao redor da amostra. Isso fornece suporte superior durante a moagem e o polimento, minimizando o arredondamento das bordas que pode obscurecer características importantes da superfície.
Custo e Equipamento
A montagem a quente requer um investimento de capital inicial significativo em uma prensa de compressão. Em contraste, a montagem a frio requer equipamento mínimo — principalmente moldes e suprimentos de mistura — tornando os consumíveis o principal custo recorrente.
Fazendo a Escolha Certa para a Sua Análise
O seu material de amostra e os objetivos analíticos devem sempre ditar o seu método de montagem.
- Se o seu foco principal for alta produtividade e durabilidade: A montagem a quente é a escolha ideal para a análise de rotina de materiais robustos como metais, ligas e muitas cerâmicas.
- Se o seu foco principal for preservar amostras delicadas ou sensíveis ao calor: A montagem a frio é a única opção segura para polímeros, placas de circuito, metais macios ou qualquer material cuja microestrutura possa ser alterada pelo calor.
- Se o seu foco principal for máxima versatilidade e baixo custo inicial: A montagem a frio permite que um laboratório lide com a mais ampla variedade de tipos e formas de amostras sem um grande investimento de capital.
Ao entender estas diferenças fundamentais, você pode selecionar o processo de montagem que melhor protege a integridade da sua amostra e atende aos seus objetivos analíticos.
Tabela de Resumo:
| Característica | Montagem a Quente | Montagem a Frio |
|---|---|---|
| Processo | Calor (150-200°C) & Pressão (até 4.200 psi) | Cura química à temperatura ambiente |
| Melhor Para | Materiais robustos (metais, cerâmicas) | Materiais delicados, sensíveis ao calor (polímeros, eletrônicos) |
| Velocidade | Rápida (5-15 minutos) | Lenta (8-24 horas) |
| Vantagem Principal | Retenção de borda e dureza superiores | Preserva a integridade da amostra delicada |
| Custo do Equipamento | Mais alto (requer uma prensa) | Mais baixo (moldes e consumíveis) |
Otimize o seu fluxo de trabalho de preparação de amostras com a KINTEK.
A escolha do método de montagem correto é fundamental para uma análise de material precisa. Se você precisa da velocidade e durabilidade da montagem a quente para metais ou da preservação suave da montagem a frio para amostras delicadas, ter o equipamento certo é fundamental.
A KINTEK é especializada em equipamentos e consumíveis de laboratório, atendendo a todas as suas necessidades laboratoriais. Nossos especialistas podem ajudá-lo a selecionar as prensas de montagem, resinas e suprimentos perfeitos para garantir que suas amostras sejam preparadas perfeitamente para análise, protegendo seu investimento em pesquisa e controle de qualidade.
Entre em contato conosco hoje para discutir sua aplicação específica e encontrar a solução ideal para o seu laboratório. #ContactForm
Guia Visual