Em essência, uma máquina de extrusão tubular é um equipamento industrial de alta precisão que transforma pellets plásticos brutos em uma folha fina e contínua de filme plástico. Ela realiza isso através de um processo de fusão, extrusão e inflação, criando o tubo plástico sem emendas usado para inúmeras aplicações, desde sacolas de supermercado até lonas protetoras agrícolas.
Uma máquina de extrusão tubular não apenas derrete plástico; ela o infla em uma bolha longa e contínua. Este elegante processo de extrusão e pressão de ar é o método fundamental para criar a grande maioria dos filmes plásticos flexíveis usados em embalagens, agricultura e construção.

O Processo Central: Do Pellet ao Rolo de Filme
Para entender o que faz uma máquina de extrusão tubular, é melhor visualizar sua operação como uma jornada vertical e contínua para o material plástico.
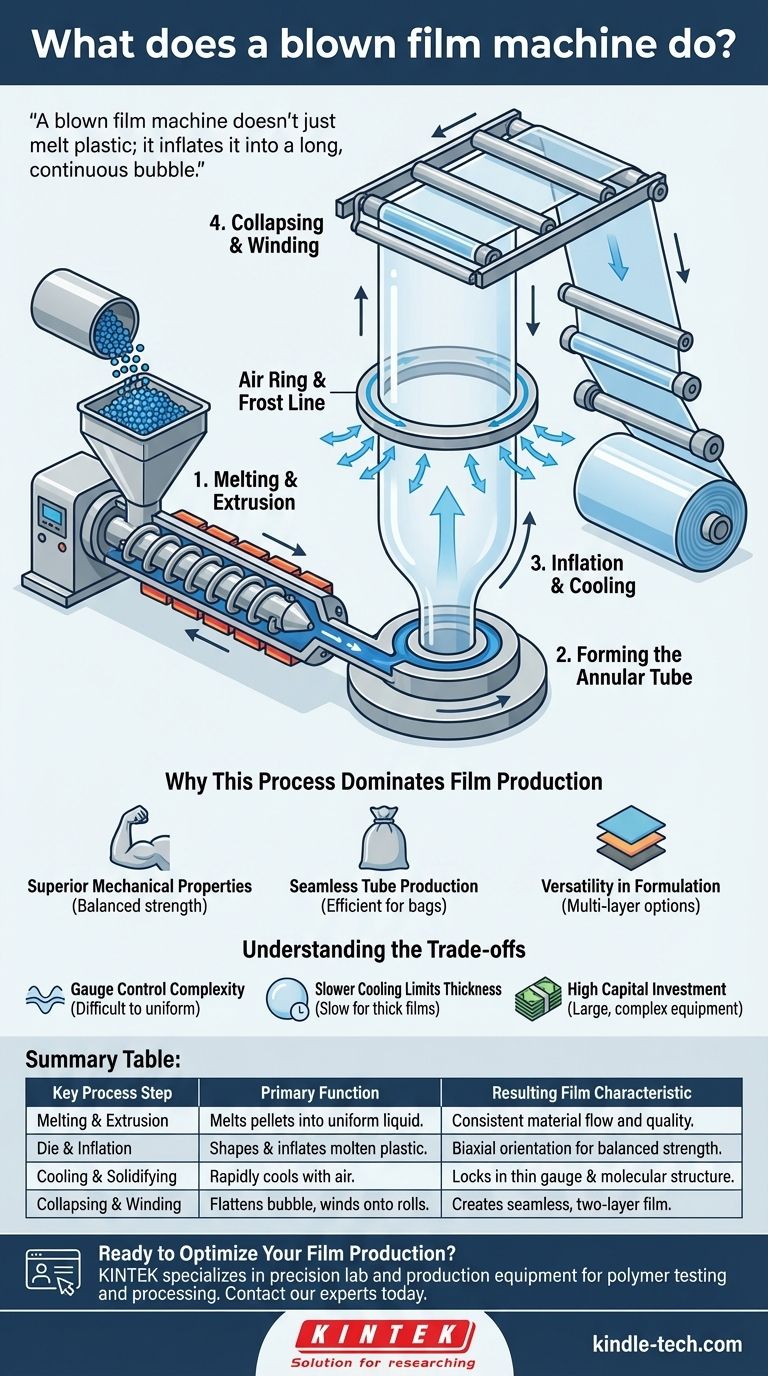
Etapa 1: Fusão e Extrusão
O processo começa com pellets plásticos sólidos, tipicamente um tipo de polietileno (como PEBD, PEBDL ou PEAD). Esses pellets são alimentados de um funil para um longo cilindro aquecido contendo um parafuso rotativo. À medida que o parafuso gira, ele transporta os pellets para a frente, e a combinação de calor e pressão os derrete em um polímero fundido uniforme.
Etapa 2: Formação do Tubo Anular
No final da extrusora, o plástico fundido é forçado através de uma matriz circular. Esta matriz molda o plástico líquido em um tubo de parede espessa, frequentemente referido como parison. A precisão desta matriz é fundamental para a qualidade do filme final.
Etapa 3: Inflação e Resfriamento
Esta é a etapa "soprada" que define o processo. O ar é introduzido através do centro da matriz, inflando o tubo fundido como um balão. Essa expansão estica o plástico tanto radialmente (em circunferência) quanto axialmente (em comprimento), criando uma bolha extremamente fina.
Simultaneamente, um anel de ar de alta velocidade sopra ar frio na parte externa da bolha. Isso resfria e solidifica rapidamente o plástico, fixando sua estrutura molecular em sua dimensão fina final. O ponto onde o plástico se solidifica é chamado de "linha de geada".
Etapa 4: Colapso e Enrolamento
A bolha grande e estável continua a subir, muitas vezes por vários andares em uma grande instalação de produção, para permitir resfriamento suficiente. No topo, uma estrutura de colapso achata suavemente a bolha em um tubo plano de duas camadas.
Este tubo achatado é então puxado através de um conjunto de rolos, conhecidos como rolos de aperto (nip rollers), que mantêm a tensão e guiam o filme. Finalmente, o filme é enrolado em grandes rolos. Ele pode ser mantido como um tubo achatado (ideal para fabricação de sacos) ou cortado em uma ou duas folhas separadas.
Por Que Este Processo Domina a Produção de Filmes
O método de extrusão tubular é ubíquo por várias razões principais, tornando-o uma pedra angular da indústria de plásticos.
Propriedades Mecânicas Superiores
A orientação biaxial — esticar o material em duas direções ao mesmo tempo durante a inflação — confere propriedades mecânicas equilibradas e superiores. Isso torna o filme forte e resistente a rasgos tanto na direção da máquina (MD) quanto na direção transversal (TD).
Produção de Tubos Sem Emendas
O processo cria naturalmente um tubo sem emendas. Isso é incrivelmente eficiente para a fabricação de produtos como sacos de lixo, sacolas tipo camiseta e outros sacos, pois elimina a necessidade de etapas de selagem lateral.
Versatilidade na Formulação
Linhas de extrusão tubular podem ser configuradas com múltiplas extrusoras (um processo chamado coextrusão) para criar filmes multicamadas. Isso permite que os fabricantes combinem diferentes polímeros para alcançar propriedades específicas, como barreiras de oxigênio para embalagens de alimentos, resistência a UV para filmes agrícolas ou resistência à perfuração para filmes industriais.
Entendendo as Compensações (Trade-offs)
Embora poderoso, o processo de extrusão tubular não está isento de desafios técnicos e limitações.
Complexidade do Controle de Espessura (Gauge)
Manter uma espessura de filme perfeitamente uniforme (gauge) em toda a largura da bolha é difícil. Variações no resfriamento, fluxo de ar ou temperatura da matriz podem levar a pontos grossos ou finos, exigindo sistemas sofisticados de sensores e controle para gerenciar.
Resfriamento Lento Limita a Espessura
O processo é mais eficiente para filmes finos. Produzir chapas muito espessas em uma linha de extrusão tubular é lento porque a massa espessa de plástico leva muito mais tempo para esfriar e solidificar, reduzindo significativamente a velocidade de produção em comparação com outros métodos como a extrusão por fundição (cast extrusion).
Alto Investimento de Capital
Linhas de extrusão tubular, especialmente sistemas de coextrusão multicamadas, são grandes, complexas e representam um investimento de capital significativo. A maquinaria e o espaço vertical necessário para a torre podem ser substanciais.
Como Aplicar Isso ao Seu Objetivo
Compreender os fundamentos do processo de extrusão tubular permite que você tome decisões mais informadas, seja na aquisição de materiais ou no projeto de um produto.
- Se seu foco principal for o design de embalagens: Reconheça que a capacidade da extrusão tubular de produzir tubos sem emendas é ideal para criar sacos e revestimentos fortes e econômicos.
- Se seu foco principal for ciência dos materiais: Entenda que a orientação biaxial durante a inflação é a chave para a resistência à tração equilibrada e resistência à perfuração do filme.
- Se seu foco principal for eficiência de fabricação: A chave para a qualidade e produção reside no controle preciso da temperatura de extrusão, pressão do ar e taxas de resfriamento para manter uma bolha estável e uma espessura uniforme.
Ao transformar simples pellets em um material precisamente projetado, a máquina de extrusão tubular forma a espinha dorsal invisível das embalagens e da indústria modernas.
Tabela de Resumo:
| Etapa Principal do Processo | Função Primária | Característica do Filme Resultante |
|---|---|---|
| Fusão e Extrusão | Derrete pellets de plástico em um líquido uniforme. | Fluxo e qualidade consistentes do material. |
| Matriz e Inflação | Molda e infla o plástico fundido em uma bolha. | Orientação biaxial para resistência equilibrada. |
| Resfriamento e Solidificação | Resfria rapidamente a bolha com ar. | Fixa a espessura (gauge) e a estrutura molecular. |
| Colapso e Enrolamento | Achata a bolha em um tubo e a enrola em rolos. | Cria um filme de duas camadas, sem emendas, pronto para uso. |
Pronto para Otimizar Sua Produção de Filmes?
Se você está desenvolvendo novas embalagens, melhorando a resistência do material ou dimensionando sua linha de fabricação, o equipamento certo é fundamental. A KINTEK é especializada em equipamentos de laboratório e produção de precisão, incluindo soluções para teste e processamento de polímeros que ajudam você a aperfeiçoar suas formulações e processos de extrusão tubular antes da produção em larga escala.
Contate nossos especialistas hoje mesmo para discutir como nossa experiência pode ajudá-lo a alcançar qualidade, eficiência e desempenho de filme superiores.
Guia Visual
Produtos relacionados
- Máquina de Extrusão de Filme Soprado de Laboratório Co-Extrusão de Três Camadas
- Máquina de Fundição de Filme Esticável de PVC para Plástico de Laboratório para Teste de Filme
- Máquina de Forno de Prensagem a Quente a Vácuo para Laminação e Aquecimento
- Pequena Máquina de Calandragem de Borracha de Laboratório
- Máquina de Teste de Filtro FPV para Propriedades de Dispersão de Polímeros e Pigmentos
As pessoas também perguntam
- Que produtos são extrudados por filme soprado? De sacolas de supermercado a chapas industriais
- Quais são as desvantagens da extrusão de filme soprado? Superando as Limitações de Precisão e Velocidade
- Qual é o custo da extrusão de filme soprado? De US$ 20 mil a sistemas de ponta
- Qual é a utilidade de uma máquina de filme soprado? Para Produzir Filmes Plásticos Fortes e Versáteis para Embalagens
- O que é a técnica de filme soprado? Um Guia para a Produção de Filmes Plásticos de Alta Resistência





