Em sua essência, a moldagem por sopro por extrusão é um processo de fabricação que cria peças plásticas ocas ao formar um tubo de plástico fundido e, em seguida, usar ar comprimido para inflá-lo contra o interior de um molde. Esta técnica simples e eficiente é responsável pela produção de inúmeros itens comuns, desde garrafas e galões até dutos e tanques automotivos.
O processo transforma fundamentalmente um tubo simples e extrudado de plástico fundido — chamado de parison — em um produto oco acabado. Isso é alcançado ao capturar o parison dentro de um molde e usar a pressão do ar para moldá-lo, muito parecido com encher um balão.

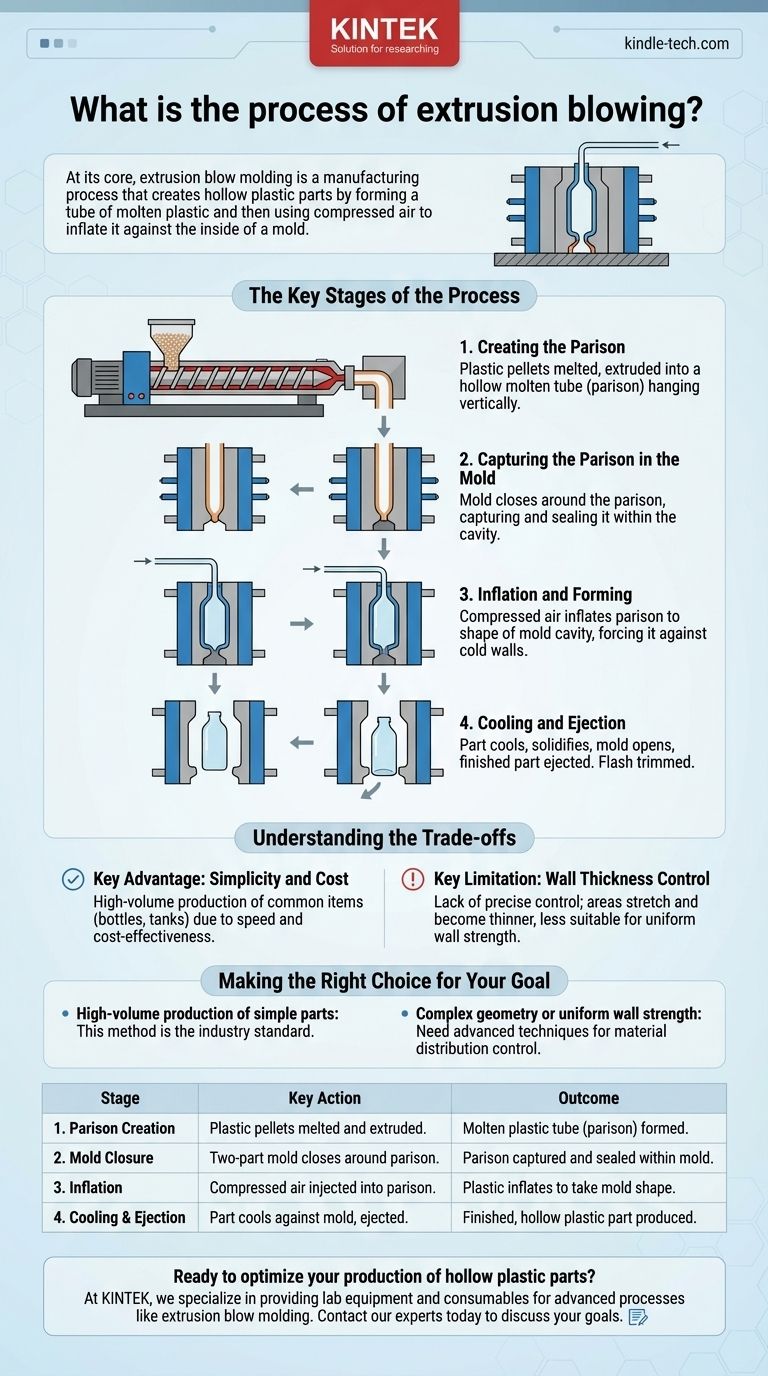
As Etapas Principais do Processo
Toda a operação pode ser dividida em algumas etapas distintas e sequenciais. Cada passo é fundamental para transformar a resina plástica bruta em uma peça oca e durável.
Etapa 1: Criação do Parison
O processo começa com a extrusora. Esta máquina pega os grânulos de plástico sólidos, aquece-os até ficarem fundidos e, em seguida, força o plástico líquido através de uma ferramenta de conformação chamada matriz.
Esta ação forma um tubo contínuo e oco de plástico quente conhecido como parison, que pende verticalmente da matriz.
Etapa 2: Captura do Parison no Molde
Um molde de duas partes, resfriado a água, é posicionado ao redor do parison pendurado. O molde é moldado com uma cavidade que corresponde às dimensões externas exatas do produto final desejado.
Assim que o parison é extrudado no comprimento correto, as duas metades do molde se fecham rapidamente ao redor dele. Esta ação aperta a parte inferior do parison e captura o tubo dentro da cavidade do molde.
Etapa 3: Inflação e Conformação
Com o molde firmemente fechado, ar comprimido é injetado na parte superior do parison, muitas vezes através de um pino no gargalo do recipiente.
Esta explosão de pressão de ar infla o tubo de plástico macio e fundido, forçando-o para fora até que pressione firmemente contra as paredes internas frias do molde. O plástico assume a forma precisa da cavidade do molde.
Etapa 4: Resfriamento e Ejeção
O plástico é mantido contra o molde resfriado a água por um curto período. O contato com a superfície fria solidifica rapidamente o material, travando-o em sua nova forma.
Depois que a peça esfria o suficiente, o molde se abre e o produto oco acabado é ejetado. Qualquer excesso de plástico, conhecido como "rebarba", é então aparado.
Entendendo as Compensações
Como qualquer processo de fabricação, a moldagem por sopro por extrusão tem pontos fortes e limitações inerentes que a tornam adequada para aplicações específicas.
Vantagem Principal: Simplicidade e Custo
A principal vantagem deste método é sua relativa simplicidade e eficiência econômica. A maquinaria é menos complexa do que outras variantes de moldagem por sopro, tornando-a ideal para produção em grande volume de itens comuns, como garrafas e recipientes.
Limitação Principal: Controle da Espessura da Parede
A principal compensação é a falta de controle preciso sobre a espessura da parede do material. À medida que o tubo parison simples se estica para preencher uma forma de molde complexa, algumas áreas ficarão mais finas do que outras. Isso a torna menos adequada para peças que exigem resistência de parede uniformemente perfeita.
Fazendo a Escolha Certa para o Seu Objetivo
Compreender o mecanismo central ajuda a determinar quando este processo é o mais adequado para um projeto.
- Se o seu foco principal for a produção em grande volume de peças ocas simples: Este método é o padrão da indústria para itens como galões de leite, garrafas de xampu e tanques químicos devido à sua velocidade e custo-benefício.
- Se o seu foco principal for a criação de peças com geometria altamente complexa ou que exijam resistência uniforme da parede: Você pode precisar explorar técnicas de moldagem mais avançadas que ofereçam maior controle sobre a distribuição do material durante a fase de inflação.
Em última análise, a moldagem por sopro por extrusão é uma tecnologia fundamental que equilibra com maestria simplicidade e função para criar os bens plásticos ocos que usamos todos os dias.
Tabela Resumo:
| Etapa | Ação Principal | Resultado |
|---|---|---|
| 1. Criação do Parison | Grânulos de plástico são derretidos e extrudados em um tubo oco. | Um tubo de plástico fundido (parison) é formado. |
| 2. Fechamento do Molde | Um molde de duas partes fecha em torno do parison. | O parison é capturado e selado dentro do molde. |
| 3. Inflação | Ar comprimido é injetado no parison. | O plástico infla para assumir a forma da cavidade do molde. |
| 4. Resfriamento e Ejeção | A peça esfria contra o molde resfriado a água e é ejetada. | Uma peça plástica oca acabada é produzida. |
Pronto para otimizar sua produção de peças plásticas ocas?
Na KINTEK, somos especializados em fornecer equipamentos de laboratório e consumíveis que suportam processos de fabricação avançados, como a moldagem por sopro por extrusão. Se você está em P&D, controle de qualidade ou aumentando a produção, nossas soluções ajudam você a alcançar maior eficiência e consistência.
Entre em contato com nossos especialistas hoje mesmo para discutir como podemos apoiar seus objetivos de laboratório e produção com equipamentos de precisão e orientação especializada.
Guia Visual
Produtos relacionados
- Máquina de Extrusão de Filme Soprado de Laboratório Co-Extrusão de Três Camadas
- Pequena Máquina de Moldagem por Injeção para Uso em Laboratório
- Máquina de Granulação de Plástico com Extrusora de Duplo Parafuso
- Máquina de Fundição de Filme Esticável de PVC para Plástico de Laboratório para Teste de Filme
- Molde de Prensa de Bolas para Laboratório
As pessoas também perguntam
- Que produtos são extrudados por filme soprado? De sacolas de supermercado a chapas industriais
- Quais são os elementos do filme soprado? Domine os Componentes Chave para a Produção de Filmes de Alta Qualidade
- O que é extrusão de filme soprado? Domine a Arte da Produção de Filmes Plásticos Fortes e Sem Costura
- O que é a técnica de extrusão de filme soprado? Dominando a Orientação Biaxial para Resistência Superior do Filme
- O que é a técnica de filme soprado? Um Guia para a Produção de Filmes Plásticos de Alta Resistência


















