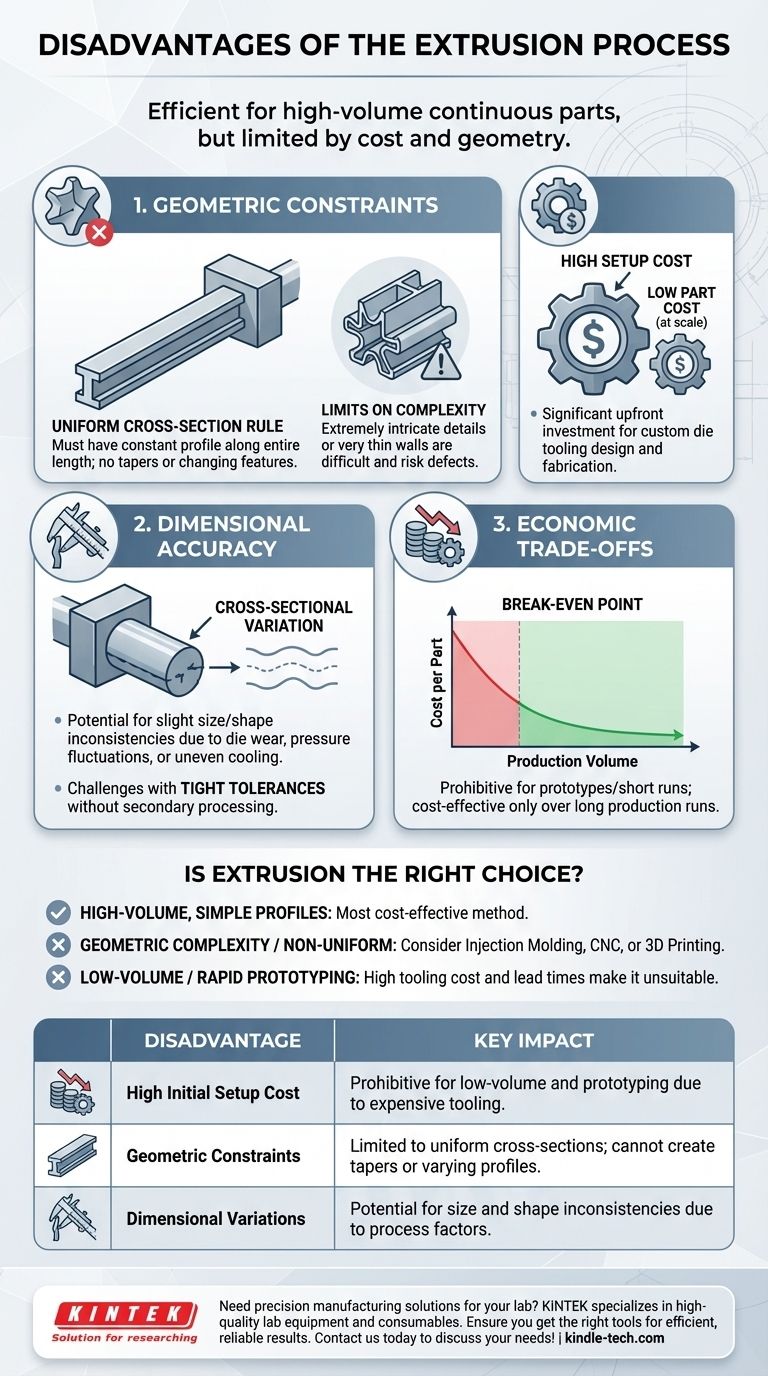
Embora altamente eficiente para aplicações específicas, as principais desvantagens do processo de extrusão são seus altos custos iniciais de configuração, sua limitação a peças com seção transversal uniforme e o potencial de variações dimensionais no produto final. Esses fatores o tornam um processo especializado que não é adequado para todas as necessidades de fabricação.
A extrusão é um método de fabricação excepcional para a produção em alto volume de peças lineares contínuas, mas suas limitações principais são econômicas e geométricas. O processo é definido por seu perfil uniforme, e sua relação custo-benefício só é percebida em escala.

O Desafio das Restrições Geométricas
A natureza fundamental da extrusão – empurrar o material através de uma matriz moldada – cria limitações inerentes à geometria das peças que você pode produzir.
A Regra da Seção Transversal Uniforme
A limitação mais significativa é que a seção transversal da peça extrudada deve ser a mesma ao longo de todo o seu comprimento.
Isso significa que você não pode criar peças com perfis variáveis, conicidades ou características que mudam ao longo do eixo da extrusão.
Limites na Complexidade do Produto
Embora a própria seção transversal possa ser complexa, existem limites práticos. Detalhes extremamente intrincados ou características com paredes muito finas podem ser difíceis de extrudar de forma confiável e podem levar a defeitos.
A Questão da Precisão Dimensional
Alcançar estabilidade dimensional perfeita pode ser um desafio no processo de extrusão, exigindo controle cuidadoso das variáveis do processo.
Compreendendo a Variação da Seção Transversal
Pequenas variações no tamanho e forma do produto final podem ocorrer. Isso pode ser causado pelo desgaste da matriz ao longo de longas tiragens de produção, flutuações de pressão ou resfriamento irregular à medida que o material sai da matriz.
Esses fatores significam que a extrusão pode não ser a escolha ideal para componentes que exigem tolerâncias excepcionalmente apertadas sem processamento secundário.
Compreendendo as Compensações Econômicas
O modelo financeiro para extrusão é fortemente voltado para a produção de alto volume, tornando-o inadequado para projetos de pequena escala.
Alto Custo Inicial de Configuração
A principal desvantagem econômica é o alto custo inicial para ferramentaria. A criação de uma matriz de aço personalizada é um processo especializado que requer um investimento inicial significativo tanto em design quanto em fabricação.
O Ponto de Equilíbrio
Devido aos altos custos de ferramentaria, a extrusão só se torna econômica em longas tiragens de produção. O custo por peça cai significativamente em grandes volumes, mas para protótipos ou pequenas tiragens, o investimento inicial é proibitivo.
A Extrusão é a Escolha Certa para o Seu Projeto?
Avaliar essas desvantagens em relação aos seus objetivos específicos determinará se a extrusão é o processo de fabricação correto.
- Se o seu foco principal é a produção em alto volume de um perfil simples e contínuo: A extrusão é provavelmente o método mais econômico disponível, e o custo inicial de configuração será facilmente justificado.
- Se o seu foco principal é a complexidade geométrica ou requer formas não uniformes: Você deve considerar imediatamente processos alternativos como moldagem por injeção, usinagem CNC ou impressão 3D.
- Se o seu foco principal são tiragens de baixo volume ou prototipagem rápida: O alto custo de ferramentaria e os prazos de entrega da extrusão a tornam uma escolha inadequada em comparação com métodos mais ágeis.
Compreender essas limitações essenciais é a chave para aproveitar o imenso poder da extrusão para a aplicação certa.
Tabela Resumo:
| Desvantagem | Impacto Principal |
|---|---|
| Alto Custo Inicial de Configuração | Proibitivo para produção de baixo volume e prototipagem devido à cara ferramentaria de matrizes personalizadas. |
| Restrições Geométricas | Limitado a peças com seção transversal uniforme; não pode criar conicidades ou perfis variáveis. |
| Variações Dimensionais | Potencial para inconsistências de tamanho e forma devido ao desgaste da matriz, mudanças de pressão ou resfriamento irregular. |
Precisa de soluções de fabricação de precisão para o seu laboratório? A KINTEK é especializada em equipamentos e consumíveis de laboratório de alta qualidade. Se o seu projeto requer extrusão ou um processo alternativo, nossa experiência garante que você obtenha as ferramentas certas para resultados eficientes e confiáveis. Entre em contato conosco hoje para discutir suas necessidades específicas de laboratório!
Guia Visual