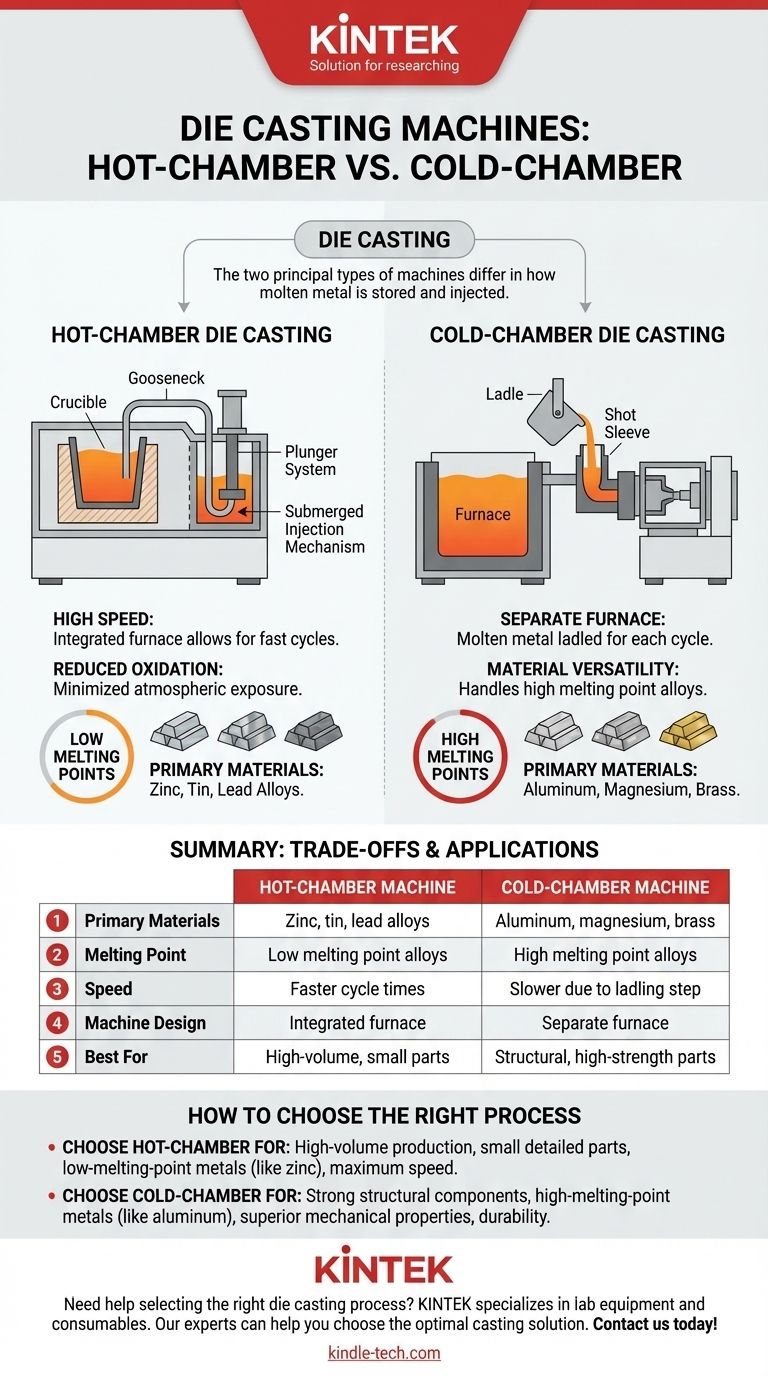
Na fundição injetada (die casting), os dois tipos principais de máquinas são a máquina de câmara quente e a máquina de câmara fria. A diferença fundamental entre elas reside na forma como o metal fundido é armazenado e injetado no molde. As máquinas de câmara quente contêm o forno como parte integrante da máquina, enquanto as máquinas de câmara fria usam um forno separado para derreter o metal antes que ele seja transferido para a injeção.
A escolha entre uma máquina de câmara quente e uma de câmara fria não é uma questão de preferência, mas uma necessidade técnica ditada quase inteiramente pelo ponto de fusão e pelas propriedades corrosivas da liga que você precisa fundir.

Compreendendo a Fundição Injetada em Câmara Quente
A fundição injetada em câmara quente é um processo altamente eficiente caracterizado pelo seu design integrado. O mecanismo de injeção é submerso diretamente no banho de metal fundido mantido dentro da máquina.
O Mecanismo Central
Em uma máquina de câmara quente, o forno é conectado ao molde através de um "pescoço de ganso" (gooseneck). Um sistema de pistão, imerso no metal fundido, força uma quantidade medida de metal para cima através do pescoço de ganso e para dentro da cavidade do molde a cada ciclo.
Como o metal já está fundido no reservatório da própria máquina, o processo de injeção é extremamente rápido e direto.
Principais Vantagens
A principal vantagem deste processo é a velocidade. Os tempos de ciclo para máquinas de câmara quente são significativamente mais curtos do que para máquinas de câmara fria, pois não há necessidade de transferir metal de um forno externo.
Este processo também minimiza a exposição do metal à atmosfera, o que pode reduzir a oxidação e melhorar a consistência da peça final.
Aplicações e Materiais Principais
As máquinas de câmara quente são usadas exclusivamente para ligas com baixo ponto de fusão e baixa corrosividade.
Materiais comuns incluem ligas à base de zinco, estanho e chumbo. O calor elevado e a natureza corrosiva de metais como o alumínio danificariam rapidamente os componentes de injeção submersos da máquina.
Compreendendo a Fundição Injetada em Câmara Fria
A fundição injetada em câmara fria é um processo mais robusto projetado para lidar com materiais inadequados para máquinas de câmara quente. Sua característica definidora é a separação do forno do sistema de injeção.
O Mecanismo Central
O metal fundido é mantido em um forno separado. Para cada ciclo, uma quantidade precisa de metal é dosada (ladled) deste forno e despejada no "cilindro de injeção" (shot sleeve) da máquina.
Um pistão hidráulico avança então, selando a porta e forçando o metal para dentro da cavidade do molde sob imensa pressão.
Principais Vantagens
A vantagem notável é a versatilidade do material. Este processo pode fundir ligas de alto ponto de fusão como alumínio, magnésio e latão sem danificar a máquina.
As altas pressões de injeção usadas na fundição em câmara fria também ajudam a criar peças muito densas e com excelente integridade estrutural, tornando-as adequadas para aplicações exigentes.
Aplicações e Materiais Principais
A fundição em câmara fria é o padrão para a produção de uma vasta gama de componentes, desde blocos de motor e carcaças de transmissão até caixas de laptop e ferramentas elétricas.
O alumínio é, de longe, o material mais comum usado na fundição injetada em câmara fria devido à sua excelente relação resistência-peso.
Compreendendo as Compensações: Câmara Quente vs. Câmara Fria
A escolha entre esses dois processos envolve um conjunto claro de compensações de engenharia e econômicas que estão diretamente ligadas aos objetivos do seu projeto.
Compatibilidade de Material
Esta é a distinção mais crítica. Se você precisa fundir alumínio ou latão, uma máquina de câmara fria é sua única opção. As propriedades corrosivas desses metais fundidos destruiriam o pescoço de ganso interno e o pistão de uma máquina de câmara quente.
Inversamente, se você estiver trabalhando com zinco, uma máquina de câmara quente oferece um processo mais eficiente e rápido.
Velocidade de Produção e Custo
Para materiais compatíveis como o zinco, a fundição em câmara quente é significativamente mais rápida. Sem a etapa de dosagem (ladling), as taxas de ciclo podem ser muito maiores, o que muitas vezes se traduz em um custo por peça menor em corridas de produção de alto volume.
A etapa extra de dosagem de metal torna o processo de câmara fria inerentemente mais lento.
Resistência da Peça
Embora ambos os processos produzam peças fortes, a fundição em câmara fria é tipicamente usada para ligas (como o alumínio) com propriedades mecânicas superiores. As pressões extremamente altas usadas também contribuem para a criação de peças com alta densidade e porosidade mínima.
Desgaste e Manutenção da Máquina
As máquinas de câmara quente sofrem mais desgaste em seus componentes de injeção (pescoço de ganso e pistão) porque estão constantemente imersas em metal fundido.
Os pistões e camisas das máquinas de câmara fria têm uma vida útil mais longa, pois só entram em contato com o metal fundido por um breve período durante cada ciclo.
Como Escolher o Processo Certo
A escolha do seu material é o principal fator, que por sua vez define a aplicação. Use este guia para tomar sua decisão.
- Se o seu foco principal for a produção de alto volume de peças pequenas e detalhadas com metais de baixo ponto de fusão (como zinco): A fundição injetada em câmara quente é a escolha mais rápida e econômica.
- Se o seu foco principal for a criação de componentes estruturais fortes a partir de metais de alto ponto de fusão (como alumínio): A fundição injetada em câmara fria é o processo necessário e correto.
- Se o seu foco principal for maximizar a velocidade de produção para uma liga compatível: A fundição em câmara quente oferece as taxas de ciclo mais altas disponíveis.
- Se o seu foco principal for a durabilidade da peça e a resistência do material para aplicações exigentes: A fundição em câmara fria com ligas de alumínio ou magnésio fornece propriedades mecânicas superiores.
Em última análise, compreender esta divisão fundamental permite que você alinhe seus requisitos de material com a capacidade de fabricação correta.
Tabela de Resumo:
| Característica | Máquina de Câmara Quente | Máquina de Câmara Fria |
|---|---|---|
| Materiais Principais | Zinco, estanho, ligas de chumbo | Alumínio, magnésio, latão |
| Ponto de Fusão | Ligas de baixo ponto de fusão | Ligas de alto ponto de fusão |
| Velocidade | Tempos de ciclo mais rápidos | Mais lenta devido à etapa de dosagem |
| Design da Máquina | Forno integrado | Forno separado |
| Melhor Para | Alto volume, peças pequenas | Peças estruturais, de alta resistência |
Precisa de ajuda para selecionar o processo de fundição injetada certo para o seu projeto? A KINTEK é especializada em equipamentos de laboratório e consumíveis, atendendo às necessidades laboratoriais. Nossos especialistas podem ajudá-lo a escolher a solução de fundição ideal com base em seus requisitos de material, volume de produção e metas de desempenho. Entre em contato conosco hoje para discutir sua aplicação específica e obter orientação profissional!
Guia Visual
Produtos relacionados
- Máquina de Fundição de Filme Esticável de PVC para Plástico de Laboratório para Teste de Filme
- Molde de Prensagem de Anel para Aplicações Laboratoriais
- Molde de Prensa Cilíndrico para Aplicações de Laboratório
- Molde de Prensagem de Forma Especial para Laboratório
- Anel de Matriz para Prensa Rotativa de Comprimidos Multi-Punção para Matrizes Rotativas Ovais e Quadradas
As pessoas também perguntam
- Quais são os 4 principais tipos de fundição? Um Guia para Escolher o Processo Certo
- Quais são as desvantagens do destilador molecular de filme raspado? Alto Custo, Complexidade e Limites de Separação
- Qual é o princípio do destilador molecular de filme raspado? Preservar e Purificar Compostos Sensíveis ao Calor
- Qual é o efeito da taxa de resfriamento na fundição? Controle a Resistência, Ductilidade e Defeitos
- Quais são as últimas tecnologias em manufatura aditiva? Do Prototipagem à Produção em Massa






