Na indústria alimentícia, a liofilização é um método de preservação premium usado para criar produtos de alta qualidade e estáveis em prateleira, removendo a água sem danificar significativamente a estrutura, o sabor ou o valor nutricional do alimento. Essa tecnologia é a base para produtos como café instantâneo, sorvete de astronauta e lanches crocantes de frutas, permitindo armazenamento de longo prazo sem refrigeração.
A liofilização não é simplesmente sobre desidratação; é um processo sofisticado de preservação. Sua principal vantagem sobre outros métodos de secagem é sua capacidade única de manter a qualidade, nutrição e estrutura originais do alimento, tornando-o o padrão ouro para produtos de alto valor.

A Ciência da Liofilização (Liofilização)
Para entender suas aplicações, devemos primeiro entender o processo. A liofilização, ou liofilização, é fundamentalmente diferente da desidratação convencional baseada em calor.
O Princípio da Sublimação
O cerne da liofilização é um processo físico chamado sublimação. É quando um sólido (gelo) se transforma diretamente em um gás (vapor d'água), ignorando completamente a fase líquida.
Ao evitar a água líquida, o processo minimiza a migração de solutos e o colapso da estrutura celular do alimento, que é o que tipicamente degrada a qualidade na secagem convencional.
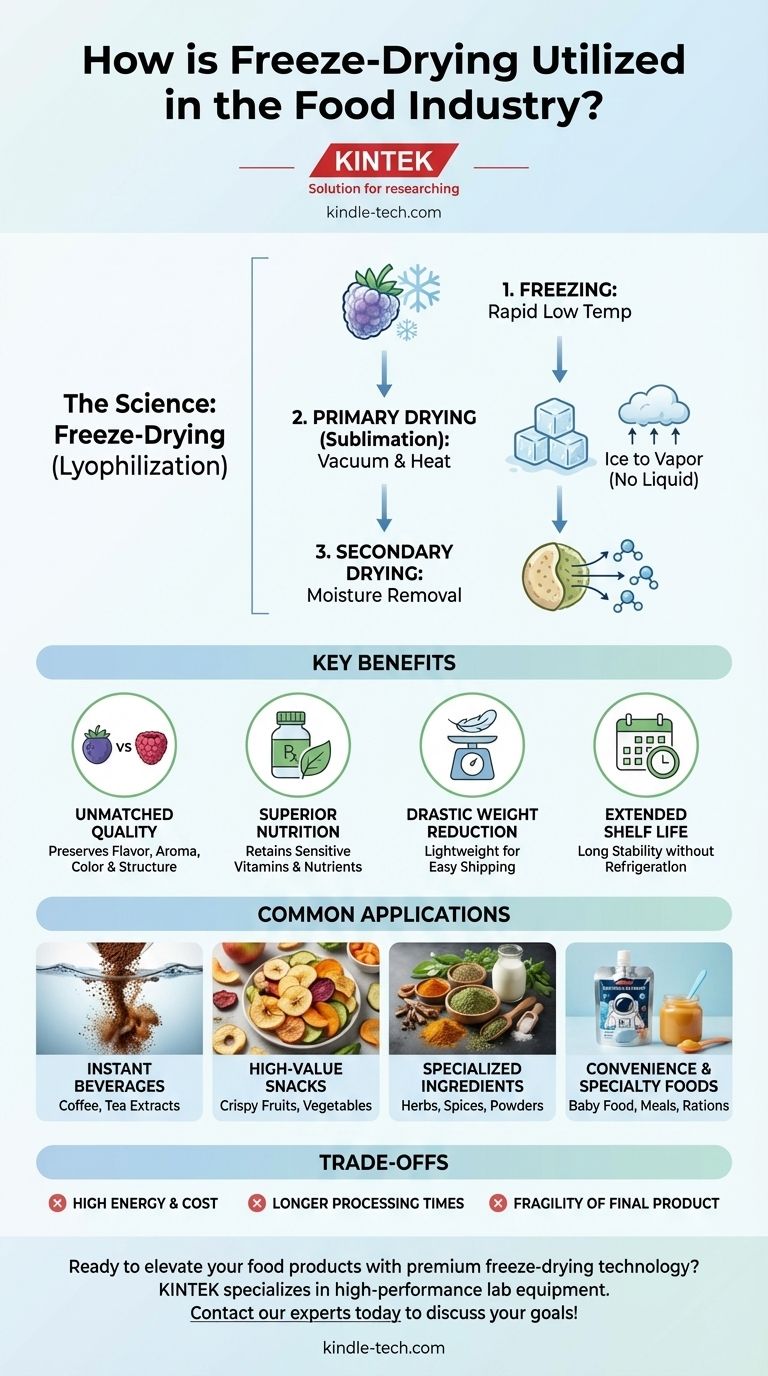
O Processo de Três Estágios
A liofilização é uma operação meticulosa e multiestágio.
- Congelamento: O alimento é rapidamente congelado a temperaturas muito baixas. Isso prende as moléculas de água no lugar como pequenos cristais de gelo, preservando a estrutura física do produto.
- Secagem Primária (Sublimação): O alimento congelado é colocado em alto vácuo. Uma pequena quantidade de calor é aplicada, dando aos cristais de gelo energia suficiente para sublimar diretamente em vapor, que é então removido.
- Secagem Secundária: Depois que o gelo livre se foi, algumas moléculas de água permanecem ligadas ao alimento. A temperatura é ligeiramente aumentada para quebrar essas ligações, removendo os últimos vestígios de umidade e garantindo a máxima estabilidade.
Principais Benefícios na Produção de Alimentos
A indústria escolhe este método complexo por várias vantagens distintas e poderosas sobre técnicas mais simples como a secagem ao ar ou por calor.
Preservação de Qualidade Inigualável
Como o processo evita altas temperaturas, compostos delicados responsáveis por sabor, aroma e cor são deixados quase inteiramente intactos. Produtos liofilizados, quando reidratados, são notavelmente semelhantes aos seus equivalentes frescos.
Retenção Nutricional Superior
O calor pode destruir vitaminas e nutrientes sensíveis. O ambiente de baixa temperatura da liofilização é muito mais suave, permitindo preservar o valor nutricional do alimento original de forma muito mais eficaz do que outros métodos de preservação.
Redução Drástica de Peso e Extensão da Vida Útil
A remoção de quase todo o conteúdo de água torna o produto final incrivelmente leve, o que é uma grande vantagem para transporte e armazenamento. Sem água, o crescimento microbiano é inibido, concedendo a esses alimentos uma longa vida útil excepcionalmente sem a necessidade de refrigeração ou conservantes.
Aplicações Comuns na Indústria Alimentícia
A liofilização é aplicada onde a qualidade do produto final justifica o custo do processo.
Bebidas Instantâneas
Esta é uma das aplicações mais conhecidas. A liofilização de extratos de café e chá cria grânulos solúveis que dissolvem instantaneamente na água, mantendo o aroma e sabor complexos da bebida original.
Lanches de Alto Valor
Frutas e vegetais são liofilizados para criar lanches crocantes e saudáveis. Este processo mantém sua cor vibrante e sabor intenso, oferecendo uma alternativa premium aos chips tradicionalmente fritos ou assados.
Ingredientes e Temperos Especializados
O método é ideal para preservar os óleos e sabores potentes em ervas e especiarias. Também é usado para criar ingredientes em pó como leite, ovos ou pós de frutas para uso em misturas para assar, sopas e refeições prontas para comer.
Conveniência e Alimentos Especiais
Desde alimentos nutritivos para bebês que reidratam rapidamente até refeições leves e duradouras para astronautas e caminhantes, a liofilização atende a mercados de nicho que exigem conveniência e alta qualidade.
Entendendo as Desvantagens
Embora poderosa, a liofilização não é uma solução universal. Seus benefícios devem ser ponderados contra suas limitações inerentes.
Alto Consumo de Energia e Custo
A combinação de congelamento profundo e manutenção de alto vácuo é intensiva em energia. Isso torna a liofilização um processo significativamente mais caro por unidade em comparação com a desidratação convencional.
Tempos de Processamento Mais Longos
A sublimação é um processo lento e deliberado. Um ciclo típico de liofilização pode levar muitas horas, ou até dias, o que limita a produção e aumenta ainda mais o custo operacional.
Fragilidade do Produto Final
A estrutura porosa, semelhante a um favo de mel, deixada após a sublimação torna os alimentos liofilizados muito quebradiços e frágeis. Eles exigem manuseio cuidadoso e embalagem robusta para evitar esmagamento e protegê-los da umidade e do oxigênio.
Fazendo a Escolha Certa para o Seu Produto
Decidir se deve usar a liofilização depende inteiramente dos seus objetivos de produto e posição no mercado.
- Se o seu foco principal é qualidade premium e valor nutricional: A liofilização é a escolha ideal para criar um produto superior que se destaca no mercado.
- Se o seu foco principal é a desidratação em massa econômica: A secagem convencional ao ar ou por calor é um método muito mais econômico e rápido para produtos onde alguma perda de qualidade é aceitável.
- Se o seu foco principal é a conveniência leve para mercados de nicho: A liofilização é perfeitamente adequada para aplicações de alto desempenho, como alimentos para acampamento, rações de emergência ou ingredientes especiais, onde seus benefícios superam o custo.
Em última análise, entender a liofilização permite que você selecione a tecnologia de preservação precisa que se alinha com o propósito e a promessa do seu produto.
Tabela Resumo:
| Aspecto Chave | Benefício na Indústria Alimentícia |
|---|---|
| Qualidade | Preserva o sabor, aroma, cor e textura originais |
| Nutrição | Retém vitaminas e nutrientes sensíveis melhor do que a secagem por calor |
| Vida Útil | Estende a estabilidade sem refrigeração ou conservantes |
| Peso | Reduz drasticamente o peso para facilitar o transporte e armazenamento |
| Aplicações | Bebidas instantâneas, lanches de alto valor, ingredientes especiais, alimentos de conveniência |
Pronto para elevar seus produtos alimentícios com tecnologia de liofilização premium? A KINTEK é especializada em equipamentos e consumíveis de laboratório de alto desempenho para pesquisa e desenvolvimento de alimentos. Seja você desenvolvendo bebidas instantâneas, lanches nutritivos ou alimentos especiais de longa duração, nossas soluções ajudam você a alcançar qualidade e eficiência superiores. Entre em contato com nossos especialistas hoje para discutir como podemos apoiar a inovação e os objetivos de produção do seu laboratório!
Guia Visual
Produtos relacionados
- Liofilizador de Laboratório de Alto Desempenho
- Liofilizador de Laboratório de Alto Desempenho para Pesquisa e Desenvolvimento
- Liofilizador de Laboratório de Bancada para Uso em Laboratório
- Liofilizador de Vácuo de Laboratório de Bancada
- Congelador Vertical de Ultra Baixa Temperatura (ULT) de 108L
As pessoas também perguntam
- Quais são as vantagens técnicas de usar um liofilizador de laboratório para precursores de carbono poroso? Preservar Redes 3D
- Como os liofilizadores de laboratório apoiam a pesquisa científica? Preservam a Integridade da Amostra para Resultados Reprodutíveis
- Qual o papel de um liofilizador de laboratório na síntese de eletrocatalisadores à base de grafeno? Preservar Estruturas 3D
- Por que um liofilizador de laboratório é usado antes da caracterização da biomassa? Preserva a integridade estrutural para dados precisos
- Qual o papel dos liofilizadores de laboratório na indústria alimentar? Desvende a Preservação Superior de Alimentos















