Descrição geral da prensagem isostática a frio (CIP) e da prensagem isostática a quente (HIP)
Índice
- Descrição geral da prensagem isostática a frio (CIP) e da prensagem isostática a quente (HIP)
- Processo detalhado de prensagem isostática a frio (CIP)
- Processo pormenorizado de prensagem isostática a quente (HIP)
- Aplicações da prensagem isostática a quente (HIP)
- Vantagens da prensagem isostática
- Ausência de fricção na parede
- Estrutura e densidade de grão uniformes independentemente da forma
- Flexibilidade da forma
- Tamanho do componente
- Baixo custo de ferramentas
- Aumento das possibilidades de liga
- Redução dos prazos de entrega
- Custos de material e maquinagem
- Vantagens da prensa isostática
- Aplicação da prensa isostática
- Vantagens e Desvantagens da Prensa Isostática
- 6 VANTAGENS CHAVE DA PRENSAGEM ISOSTÁTICA A FRIO VERSUS PRENSAGEM UNIAXIAL
- Funcionamento da prensa isostática
- Processo de produção de um componente PM usando HIP
- Conclusão
A prensagem isostática a frio (CIP) e a prensagem isostática a quente (HIP) são duas técnicas de metalurgia do pó utilizadas para produzir componentes metálicos densos e de alta qualidade.
Prensagem isostática a frio (CIP)
Na CIP, o pó metálico é colocado dentro de um molde flexível feito de borracha, uretano ou PVC. O conjunto é então pressurizado hidrostaticamente numa câmara, normalmente utilizando água, com pressões que variam entre 400 e 1000MPa. O pó é compactado e o compacto verde é retirado e sinterizado.

Prensagem isostática a quente (HIP)
A prensagem isostática a quente (HIP) leva o processo um passo mais além, combinando alta pressão com temperaturas elevadas. Este método submete um material a alta pressão e alta temperatura simultâneas dentro de uma câmara de alta pressão. A HIP é utilizada para densificar materiais, eliminar defeitos e melhorar as propriedades através da difusão e consolidação. É especialmente valioso para materiais que requerem integridade estrutural melhorada, porosidade reduzida e propriedades mecânicas mais elevadas.
Prensagem isostática a frio vs. prensagem isostática a quente: Uma visão geral comparativa
No domínio do processamento de materiais, a prensagem isostática a frio (CIP) e a prensagem isostática a quente (HIP) são duas técnicas poderosas que oferecem vantagens únicas. Aqui está uma visão geral comparativa dos dois métodos:
Prensagem isostática a frio (CIP)
- Envolve a sujeição de um material a uma pressão uniforme de todos os lados, utilizando um meio fluido de alta pressão e pressão hidráulica.
- Eficaz para moldar e consolidar materiais em pó, criar formas complexas e obter uma elevada densidade verde.
Prensagem isostática a quente (HIP)
- Combina alta pressão com temperaturas elevadas dentro de uma câmara de alta pressão.
- Utilizada para densificar materiais, eliminar defeitos e melhorar as propriedades através da difusão e consolidação.
- Cria materiais de alto desempenho com propriedades mecânicas e integridade estrutural superiores.
![Prensa isostática a frio]()

Prensa isostática a quente
- Principais diferenças
- Pressão e temperatura: A CIP envolve a compactação a frio utilizando pressão isostática, enquanto a HIP utiliza alta pressão e alta temperatura para obter densificação e propriedades melhoradas.
Aplicações: A CIP é frequentemente utilizada para moldagem e consolidação inicial de materiais em pó, enquanto a HIP é preferida para criar materiais de alto desempenho com propriedades mecânicas e integridade estrutural superiores.
Processo detalhado da prensagem isostática a frio (CIP)
Preparação do pó metálico e do molde
A prensagem isostática a frio (CIP) é um método de compactação de materiais em pó numa massa sólida homogénea antes da maquinação ou sinterização. Envolve a compactação de pós, encerrando-os num molde de elastómero. É utilizado um molde de elastómero porque tem baixa resistência à deformação. A pressão do líquido é então aplicada uniformemente ao molde para o comprimir.
Processo de pressurização
O processo de pressurização na prensagem isostática a frio baseia-se na lei de Pascal, que afirma que a pressão aplicada num fluido fechado é transmitida em todas as direcções ao longo do fluido sem qualquer alteração de magnitude. O molde é colocado numa câmara de pressão e é bombeado um meio líquido. O molde é uniformemente sujeito a alta pressão de todos os lados. Este processo ajuda a reduzir a distorção, a melhorar a precisão e a reduzir o risco de aprisionamento de ar e de vazios.
Compactação do pó
Durante o processo de prensagem isostática a frio, o pó é compactado até atingir uma densidade muito uniforme. Isto resulta num sólido altamente compacto que está pronto para processamento posterior, como maquinação ou sinterização. A boa resistência verde obtida com este método de conformação permite a pré-usinagem antes da sinterização sem causar rupturas.
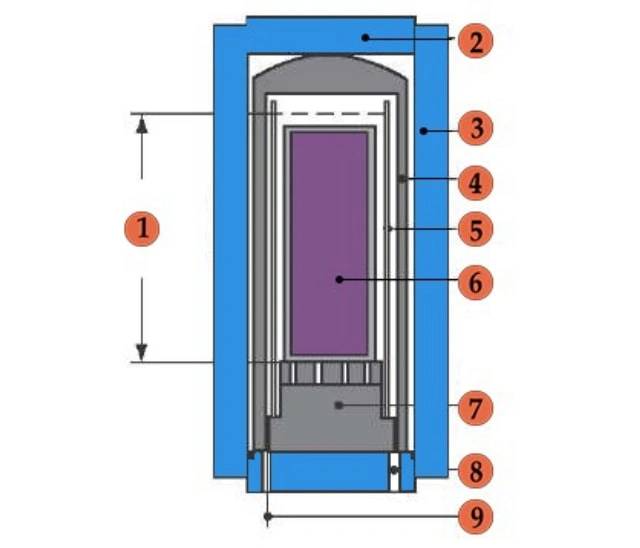
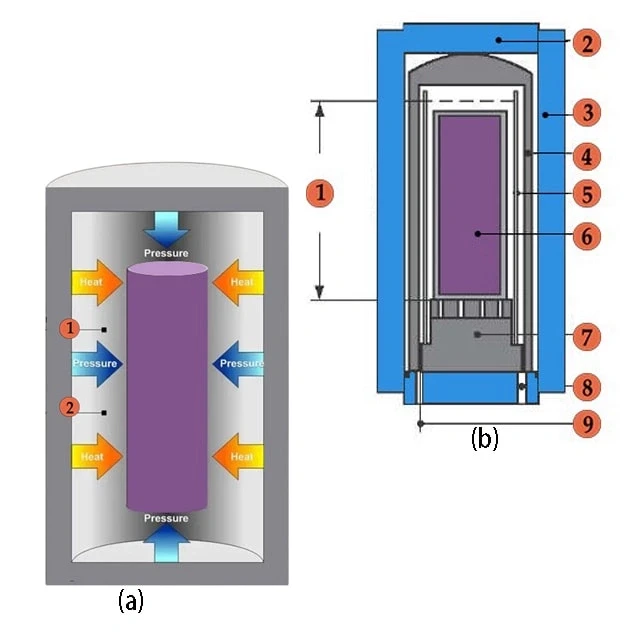
Processo de prensagem isostática a frio (1.Zona quente com temperatura controlada 2.Fecho da extremidade 3.Recipiente enrolado em arame 4.Manta de isolamento do forno 5.Aquecedor do forno 6.Carga de trabalho 7.Suporte da carga de trabalho do forno e isolamento do fundo 8.Passagem do termopar 9.Passagem de energia)
Após o processo de prensagem isostática a frio, o pó compactado é normalmente sinterizado de forma convencional para produzir a peça desejada. A sinterização envolve o aquecimento do pó compactado a uma temperatura elevada, abaixo do seu ponto de fusão, para provocar a ligação entre as partículas. Isto ajuda a reforçar ainda mais a peça e a melhorar as suas propriedades mecânicas.
Conclusão
A prensagem isostática a frio (CIP) é um método valioso para compactar materiais em pó em massas sólidas homogéneas. Oferece vantagens como biletes ou pré-formas de elevada integridade com pouca distorção ou fissuração, e a capacidade de processar materiais demasiado grandes para prensas uniaxiais. O processo envolve a preparação do pó metálico e do molde, o processo de pressurização baseado na lei de Pascal, a compactação do pó e o processo de sinterização. O CIP é amplamente utilizado em várias indústrias, incluindo plásticos, grafite, metalurgia do pó, cerâmica e alvos de pulverização.
Processo detalhado da prensagem isostática a quente (HIP)
A prensagem isostática a quente (HIP) é um método de processamento de materiais que envolve a aplicação simultânea de calor e alta pressão aos materiais. É utilizado para melhorar as características dos produtos fabricados por aditivos, removendo a porosidade e melhorando a microestrutura, o que resulta em propriedades mecânicas melhoradas.
Preparação do pó metálico e do recipiente
Antes do início do processo HIP, é necessário preparar o pó metálico e o recipiente. O pó metálico é normalmente fabricado a partir de ligas como o titânio, os aços, o alumínio, o cobre e o magnésio. O recipiente tem de ser estanque ao gás para garantir que o processo pode ser efectuado numa atmosfera gasosa.
Pressurização e processo de alta temperatura
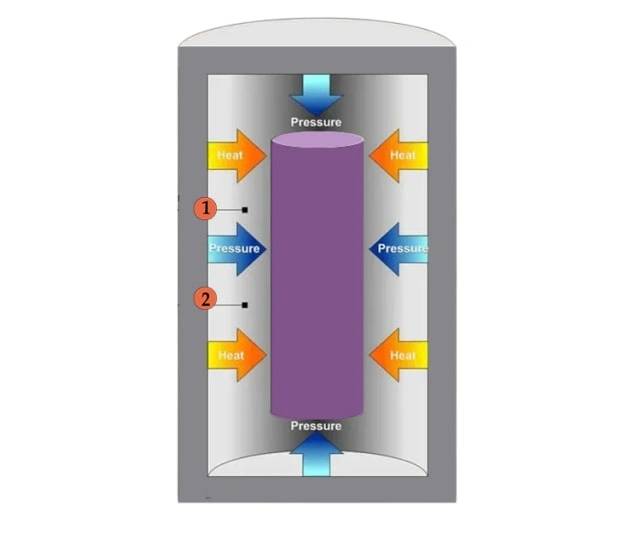
Princípio de funcionamento da prensa isostática a quente(1.Pressão isostática até 2000 bar; 2.Temperatura até 2000°C;)
O papel do gás inerte
O gás inerte, como o árgon, desempenha um papel crucial no processo HIP. Fornece a pressão necessária para comprimir os materiais e assegura que a pressão é aplicada uniformemente em todas as direcções. O gás inerte também ajuda a criar uma atmosfera gasosa para que o processo se desenrole.
Sinterização do pó compactado
Durante o processo HIP, o pó metálico é compactado sob alta pressão e alta temperatura. Isto resulta na eliminação de vazios internos ou porosidade e na melhoria da microestrutura. O pó compactado torna-se um sólido com uma microestrutura recozida homogénea, tornando-o adequado para várias aplicações.
A prensagem isostática a quente (HIP) é um processo versátil que tem sido utilizado há mais de 50 anos. É normalmente utilizado em indústrias como a aeroespacial, a energia e a indústria transformadora. O processo permite a produção de componentes com propriedades de material melhoradas e peças de forma quase líquida.
De um modo geral, a prensagem isostática a quente (HIP) é um método eficaz para melhorar as propriedades dos materiais através da aplicação de calor e pressão. É amplamente utilizada em várias indústrias e oferece inúmeras vantagens, incluindo a eliminação da porosidade e a melhoria das propriedades mecânicas.
Aplicações da prensagem isostática a quente (HIP)
A prensagem isostática a quente (HIP) é uma tecnologia versátil que encontra aplicações em vários sectores. Vamos explorar algumas das principais aplicações da HIP:
Produção de componentes de superligas para a indústria aeroespacial

Superliga à base de níquel
Densificação de ferramentas de corte WC e aços para ferramentas PM
A prensagem isostática a quente também é utilizada na densificação de ferramentas de corte de WC (carboneto de tungsténio) e aços para ferramentas de metalurgia do pó (PM). Ao submeter estes materiais a alta temperatura e pressão, o processo HIP ajuda a obter uma microestrutura totalmente densa e homogénea, melhorando o desempenho e a durabilidade das ferramentas de corte e dos aços para ferramentas.
Melhoria das propriedades em peças fundidas de superligas e ligas de Ti
A HIP desempenha um papel crucial na melhoria das propriedades das peças fundidas de superligas e ligas de titânio. As peças fundidas para aplicações críticas têm frequentemente microporosidade interna que pode comprometer as suas propriedades mecânicas. O processo HIP ajuda a eliminar estes defeitos através da aplicação de alta pressão e temperatura, resultando na densificação e melhoria das propriedades mecânicas das peças fundidas.
Para além destas aplicações específicas, a prensagem isostática a quente é também utilizada de forma mais ampla em indústrias como a metalurgia do pó, a sinterização e os compósitos de matriz metálica. A tecnologia permite a produção de componentes totalmente densos e de elevado desempenho com propriedades de material melhoradas.
Em geral, a prensagem isostática a quente (HIP) é uma técnica de fabrico poderosa que oferece inúmeras vantagens em termos de densificação, eliminação de defeitos e melhoria das propriedades dos materiais. As suas aplicações vão desde componentes aeroespaciais a ferramentas de corte e peças fundidas, tornando-a um processo valioso em várias indústrias.
Vantagens da prensagem isostática
Ausência de fricção na parede
A prensagem isostática elimina a necessidade de lubrificantes, resultando numa densidade elevada e uniforme que pode ser alcançada sem qualquer empeno ou distorção durante a sinterização ou a prensagem isostática a quente. A ausência de fricção na parede permite uma compactação consistente em todas as direcções.
Estrutura de grão e densidade uniformes independentemente da forma
A prensagem isostática oferece flexibilidade de forma, tornando prática a produção de formas e dimensões complexas que são difíceis ou impossíveis de alcançar com outros métodos. Este processo assegura uma densidade e estrutura de grão uniformes, independentemente da forma do componente.
Flexibilidade de forma
A prensagem isostática permite a produção de formas e dimensões que são difíceis de alcançar com outros métodos de fabrico. Permite o fabrico de formas complexas, tornando-a adequada para uma vasta gama de tamanhos de componentes.
Tamanho do componente
A prensagem isostática pode ser utilizada para produzir uma vasta gama de tamanhos de componentes, desde formas maciças de PM quase líquidas de 30 toneladas até peças MIM mais pequenas e densificadas com menos de 100 gramas. O tamanho das peças é apenas limitado pelo tamanho da câmara de pressão isostática.
Baixo custo de ferramentas
Em comparação com outros métodos de fabrico, a prensagem isostática oferece baixos custos de ferramentas para pequenas séries de produção. Isto torna-a economicamente viável para a produção de formas complexas, desde o protótipo até às quantidades de produção.
Aumento das possibilidades de liga
A prensagem isostática permite o aumento dos elementos de liga no material sem induzir a segregação. Isto abre possibilidades para a criação de materiais com propriedades e desempenho melhorados.
Prazos de entrega reduzidos
A prensagem isostática reduz significativamente os prazos de entrega para a produção de formas complexas. Oferece prazos de entrega mais curtos em comparação com os métodos tradicionais, tais como peças forjadas ou componentes maquinados.
Custos de material e maquinação
Ao produzir peças com formas quase líquidas, a prensagem isostática ajuda a reduzir o desperdício de material e os custos de maquinação. O processo pode fabricar componentes com elevada precisão, minimizando a necessidade de maquinação adicional.
Vantagens da prensagem isostática
A prensagem isostática compacta o pó com a mesma pressão em todas as direcções, conduzindo a uma densidade elevada e uniforme sem a necessidade de lubrificantes. Este processo elimina as restrições à geometria da peça que existem nos métodos de compactação de moldes rígidos. É particularmente adequado para materiais caros e de difícil compactação, tais como superligas, titânio, aços para ferramentas, aço inoxidável e berílio.
Aplicação da prensa isostática

Outros sectores de aplicação das prensas isostáticas (produtos farmacêuticos, explosivos, produtos químicos, combustível nuclear, ferrite)
Vantagens e desvantagens da prensa isostática
A prensagem isostática é escolhida para obter densidades compactas elevadas e aceder a formas que não podem ser compactadas utilizando prensas uniaxiais. Podem ser concebidas formas complexas nos moldes elastoméricos, oferecendo flexibilidade na conceção. No entanto, a variação de saco húmido é mais adequada para peças maiores, enquanto o processo de saco seco oferece maior automatização e taxas de produção. O custo das ferramentas e a complexidade do processo são mais elevados para a prensagem isostática em comparação com a prensagem uniaxial.
- 6 PRINCIPAIS VANTAGENS DA PRENSAGEM ISOSTÁTICA A FRIO VERSUS PRENSAGEM UNIAXIAL
- Propriedades mais uniformes do produto, maior homogeneidade e controlo preciso das dimensões do produto acabado.
- Maior flexibilidade na forma e tamanho do produto acabado.
- Possibilidade de rácios de aspeto mais longos, permitindo a produção de pellets longos e finos.
- Melhor compactação do pó, levando a uma maior densificação.
- Capacidade de processar materiais com diferentes características e formas.
Redução dos tempos de ciclo e aumento da produtividade.
Funcionamento da prensa isostática
A prensagem isostática envolve a compactação da mistura de pó através da aplicação de pressão igual em todas as direcções. A mistura de pó é encapsulada utilizando pressão isostática, com uma membrana flexível ou um recipiente hermético a atuar como barreira de pressão. Este processo reduz a porosidade da mistura de pós e atinge uma densidade elevada e uniforme sem a necessidade de lubrificantes.
A prensagem isostática oferece vantagens como a densidade uniforme, a flexibilidade da forma e a capacidade de processar materiais difíceis de compactar. É um processo de fabrico versátil com aplicações em várias indústrias.
Processo de produção de um componente PM utilizando HIP
Utilização de um molde e meios de prensagem secundários
Para produzir um componente PM utilizando HIP (prensagem isostática a quente), é utilizado um molde. O pó metálico é colocado no molde e rodeado por um meio de prensagem secundário. Isto ajuda a obter uma distribuição uniforme da pressão durante o processo HIP.
Aplicação de vácuo e colocação numa câmara de autoclave
Após o enchimento do molde com pó metálico, é aplicado vácuo para remover qualquer ar ou gases retidos. O conjunto completo, incluindo o molde e o pó, é então colocado numa câmara de autoclave. Esta câmara proporciona um ambiente controlado para o processo HIP.
Aplicação de pressão e temperatura
Uma vez dentro da câmara de autoclave, é aplicada a pressão necessária. A pressão é normalmente obtida através da utilização de gás inerte, como o árgon, que é distribuído uniformemente por toda a câmara. Juntamente com a pressão, é mantida uma temperatura específica para otimizar o processo de sinterização.
Sinterização do pó metálico compactado
Sob a pressão e a temperatura aplicadas, o pó metálico compactado é submetido a um processo designado por sinterização. A sinterização é a ligação das partículas do pó para formar uma massa sólida. Isto resulta na consolidação e densificação do pó metálico, formando o componente PM desejado.
Extração da peça acabada
Após a conclusão do processo de sinterização, a unidade HIP é arrefecida e a peça acabada é extraída do molde. A peça está agora totalmente consolidada, com propriedades mecânicas melhoradas e porosidade reduzida.
A Prensagem Isostática a Quente (HIP) é uma técnica de fabrico valiosa que pode ser utilizada para produzir componentes metálicos complexos, de forma quase líquida. É particularmente útil para pequenas séries de produção de peças especiais, incluindo as utilizadas na indústria aeroespacial. A HIP também pode ser utilizada como uma operação secundária para eliminar a porosidade e melhorar as propriedades mecânicas de peças fabricadas por outros métodos.
O processo HIP envolve a utilização de temperaturas elevadas e alta pressão para formar, densificar ou unir matérias-primas ou componentes pré-formados. Utiliza um recipiente sob pressão e um gás inerte como meio de transmissão de pressão. As peças são colocadas no recipiente, a pressurização ocorre em simultâneo com o aquecimento e, em seguida, as peças são arrefecidas e retiradas do recipiente.
Nos últimos anos, a HIP tornou-se um processo de alto desempenho, alta qualidade e económico para a produção de componentes metálicos. Oferece vantagens como a melhoria das propriedades do material, a eliminação de vazios internos e microporosidade, e a capacidade de produzir geometrias complexas e paredes finas.
A HIPing também está a ser utilizada como uma técnica de pós-processamento para peças metálicas impressas em 3D. Ajuda a obter uma densidade total e propriedades mecânicas melhoradas nas peças impressas. O processo envolve o carregamento das peças num recipiente sob pressão, aquecimento, pressurização com um gás inerte e manutenção a uma temperatura e pressão especificadas. Isto ajuda a eliminar a porosidade e a melhorar a qualidade geral das peças impressas em 3D.
De um modo geral, o processo HIP é uma ferramenta valiosa na produção de componentes PM. Permite a consolidação e densificação do pó metálico, resultando em peças acabadas com propriedades melhoradas. Quer seja utilizado como método de fabrico primário ou como operação secundária, o HIP oferece inúmeras vantagens para a produção de componentes metálicos de alta qualidade.
ConclusãoEm conclusão,Prensagem isostática a frio (CIP)
Produtos relacionados
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Moldes de Prensagem Isostática para Laboratório
Artigos relacionados
- Compreender a prensagem isostática a frio e as suas aplicações
- Aspectos técnicos da prensagem isostática a frio
- Prensagem isostática a frio: Técnicas e Aplicações
- Prensa Isostática a Frio para Laboratório Elétrico (CIP): Aplicações, benefícios e personalização
- Prensagem isostática a frio: Guia para principiantes












