
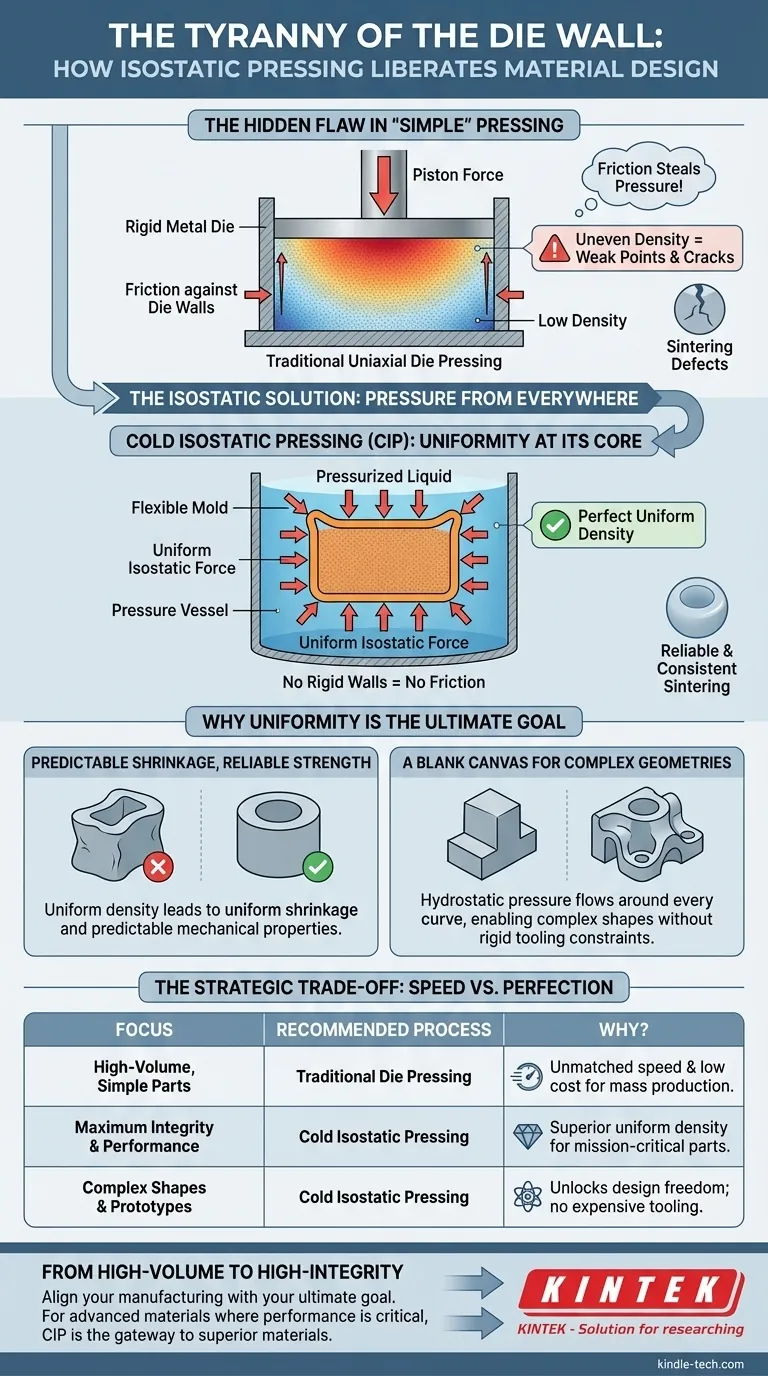
A Falha Oculta na Prensagem "Simples"
Imagine empacotar areia numa caixa de metal resistente. A forma mais intuitiva é pressioná-la de cima com um pistão pesado. A areia perto do topo torna-se incrivelmente densa. Mas a areia nos cantos inferiores? Mal sente a pressão, permanecendo solta e fraca.
Este é o desafio central da prensagem tradicional uniaxial em molde. A força que aplica nunca é transmitida uniformemente. Um inimigo oculto, o atrito entre o pó e as paredes rígidas do molde, rouba pressão à medida que viaja.
Durante décadas, os engenheiros têm lutado contra esta "tirania da parede do molde". Ela cria gradientes de densidade invisíveis dentro de uma peça — imperfeições que se tornam fissuras durante a queima ou pontos fracos no produto final. Limita o tamanho, a complexidade e o desempenho final dos componentes feitos de pós.
A Solução Isostática: Pressão de Todo o Lado
E se, em vez de lutar contra o atrito, pudéssemos eliminá-lo? Esta é a mudança elegante, quase filosófica, por trás da Prensagem Isostática a Frio (CIP).
O processo é fundamentalmente diferente. O pó é colocado dentro de um molde flexível e selado. Este molde é então submerso numa câmara de líquido. Em vez de um único pistão a empurrar de uma direção, o líquido é pressurizado, exercendo uma força perfeita e uniforme no molde de todas as direções simultaneamente.
Não há paredes de molde. Não há atrito. Cada partícula, seja na superfície ou no interior do núcleo, experimenta a mesma força de compactação exata.
Porquê a Uniformidade é o Objetivo Final
Esta pressão uniforme cria uma peça "verde" com densidade extraordinariamente uniforme. Esta única propriedade é a raiz de quase todas as grandes vantagens que a CIP oferece. Muda o que é possível na ciência dos materiais.
Encolhimento Previsível, Resistência Fiável
Quando uma peça com densidade desigual é aquecida (sinterizada), ela encolhe de forma desigual. As secções mais densas encolhem menos, as secções mais soltas encolhem mais. Este conflito interno cria tensão, levando a empenamento, distorção ou fissuras catastróficas.
Uma peça uniformemente densa, no entanto, encolhe de forma previsível e consistente. Esta fiabilidade resulta num componente acabado com resistência uniforme e propriedades mecânicas previsíveis, eliminando a adivinhação e a variabilidade que assolam os métodos tradicionais.
Uma Tela em Branco para Geometrias Complexas
O atrito da parede do molde é o inimigo da complexidade. Cantos agudos, reentrâncias ou secções longas e finas criam pesadelos de atrito num molde rígido, tornando a compactação uniforme impossível.
A CIP liberta os designers destas restrições. Como a pressão é hidrostática, não se importa com a forma. Flui em torno de cada curva e em cada cavidade com força igual. Isto torna-a o método ideal para produzir componentes grandes e intrincados que seriam impossíveis de formar de outra forma.
A Troca Estratégica: Velocidade vs. Perfeição
A CIP é uma mestra da qualidade, não da velocidade. O processo de selar um recipiente, pressurizar e despressurizar é inerentemente mais lento do que a estampagem rápida de uma prensa mecânica.
Além disso, os moldes flexíveis usados na CIP não fornecem o controlo dimensional rígido de um molde de aço. As peças são produzidas como formas quase líquidas, muitas vezes necessitando de uma etapa final de maquinação para cumprir tolerâncias apertadas.
Isto apresenta uma escolha estratégica clara para qualquer engenheiro ou fabricante:
| Foco | Processo Recomendado | Porquê? |
|---|---|---|
| Peças Simples de Alto Volume | Prensagem em Molde Tradicional | Velocidade inigualável e baixo custo por peça para produção em massa. |
| Integridade e Desempenho Máximos | Prensagem Isostática a Frio | Densidade superior e uniforme para componentes críticos para a missão. |
| Formas Complexas e Protótipos | Prensagem Isostática a Frio | Desbloqueia a liberdade de design sem custos caros de ferramentas rígidas. |
A decisão de usar CIP é uma escolha deliberada para priorizar a integridade do material e a flexibilidade de design em detrimento da velocidade bruta de produção.
De Alto Volume a Alta Integridade
Escolher o método certo de compactação de pós é alinhar o seu processo de fabrico com o seu objetivo final. Para formas simples em escala massiva, a parede do molde é uma restrição tolerável.
Mas para cerâmicas avançadas, metais refratários e componentes complexos onde o desempenho não pode ser comprometido, superar a tirania da parede do molde é essencial. A pressão uniforme e de todos os lados da CIP não é apenas uma técnica melhor; é um portal para a criação de materiais superiores.
Na KINTEK, fornecemos o equipamento de laboratório avançado e os consumíveis necessários para aproveitar o poder deste processo. Quer esteja a prototipar um novo design ou a desenvolver componentes de alta integridade, as nossas ferramentas são construídas para fornecer a uniformidade e a qualidade que necessita. Para explorar como esta tecnologia pode elevar o seu trabalho, Contacte os Nossos Especialistas.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
Artigos relacionados
- Princípio e processo de prensagem isostática a frio
- Compreender a prensagem isostática: Técnicas a frio e a quente
- O Preço da Uniformidade: Um Guia Estratégico para Custos de Prensas Isostáticas a Frio
- Seleção de equipamento de prensagem isostática para moldagem de alta densidade
- Para Além do Molde: A Vantagem Invisível da Prensagem Isostática a Frio












