
A Ansiedade da Falha Invisível
Imagine projetar um componente crítico — um rolamento cerâmico para um motor a jato ou um implante médico. O material é avançado, a forma é complexa e os requisitos de desempenho são absolutos. Os seus cálculos são perfeitos, o pó é puro, mas uma ansiedade persistente permanece.
O problema não é o projeto; é o fantasma na máquina. Uma falha oculta, um vácuo microscópico, um gradiente invisível de densidade enterrado profundamente na peça. Este é o desafio fundamental da metalurgia do pó. Você não consegue ver o ponto mais fraco, mas sabe que ele está lá, um produto do próprio processo usado para criar o componente.
Isto não é apenas um problema de ciência dos materiais; é um problema psicológico. É sobre confiança. Como pode confiar numa peça quando sabe que a sua estrutura interna é inerentemente inconsistente?
A Física da Força Bruta
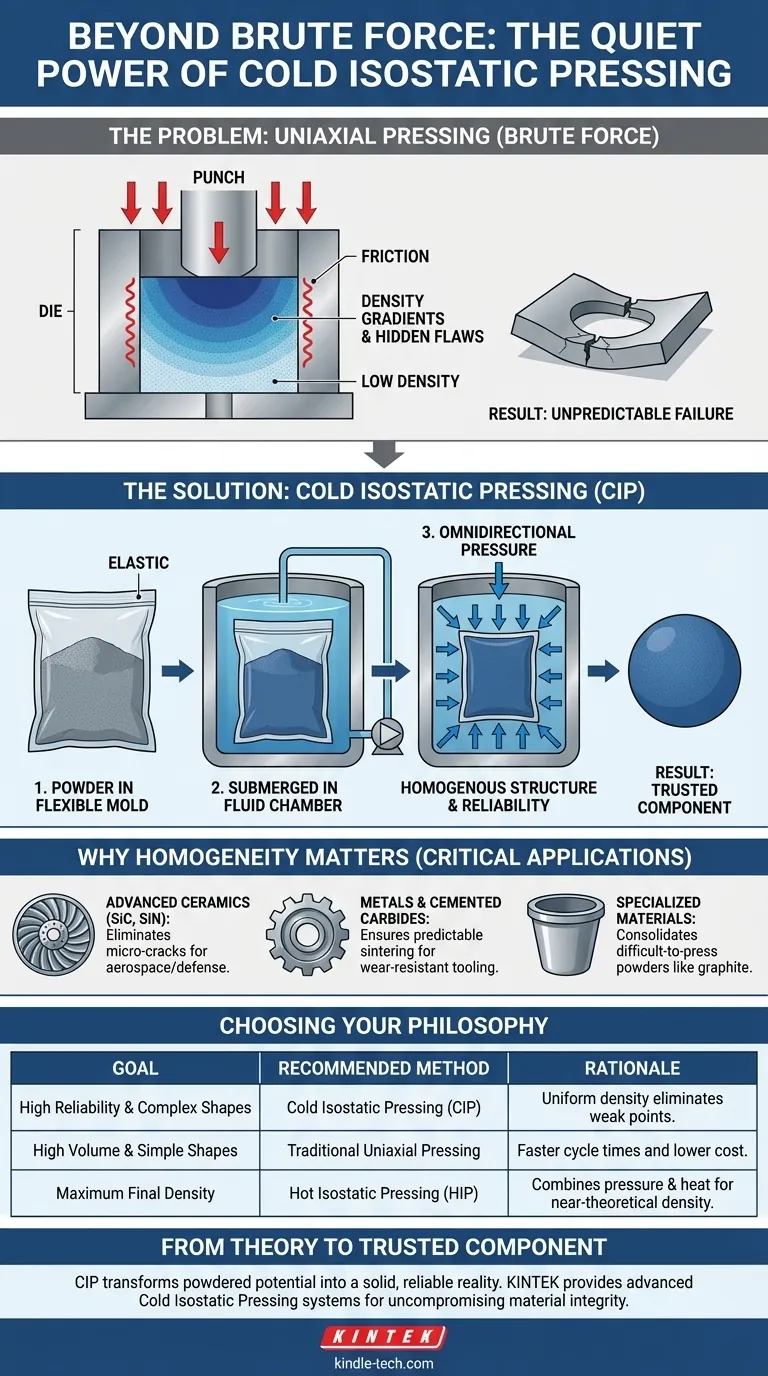
Durante décadas, a resposta padrão tem sido a prensagem uniaxial. A lógica é simples: encha uma matriz com pó e comprima-a com um punção potente de uma direção. É rápido, eficiente e económico.
Mas tem uma falha fatal: o atrito.
À medida que o punção desce, as partículas de pó esfregam contra as paredes rígidas da matriz. Este atrito resiste à força de compactação, fazendo com que a pressão se dissipe. O pó diretamente sob o punção torna-se densamente compactado, enquanto o pó na parte inferior e nas laterais permanece mais solto.
O resultado é uma peça com gradientes de densidade incorporados. Estas não são apenas variações menores; são linhas de falha — fraquezas latentes que causam empenamento durante a sinterização, encolhimento imprevisível e falha catastrófica sob tensão.
Uma Solução Mais Elegante: Pressão de Todos os Lados
A Prensagem Isostática a Frio (CIP) oferece uma filosofia fundamentalmente diferente. Em vez de aplicar força avassaladora de uma única direção, aplica pressão uniforme de todas as direções simultaneamente.
O processo é enganosamente simples:
- O pó é colocado num molde flexível e selado.
- Este molde é submerso numa câmara de fluido de alta pressão.
- O fluido é pressurizado, transmitindo essa força igualmente a todos os pontos da superfície do molde.
Pense em apertar uma bola de argila no seu punho em vez de a pressionar numa mesa. O punho compacta-a uniformemente numa esfera; a mesa deixa um lado plano e não compactado. A pressão omnidirecional da CIP elimina o atrito contra as paredes da matriz, apagando a causa raiz dos gradientes de densidade.
O resultado é uma peça "verde" que é homogénea. A sua estrutura interna é consistente, previsível e livre das tensões ocultas que afligem os componentes prensados uniaxialmente. É um material mais *honesto*.
Onde a Homogeneidade Não é um Luxo
Esta uniformidade não é uma preocupação académica. Em aplicações de alto desempenho, é a base da fiabilidade. A CIP é indispensável para a fabricação de componentes onde defeitos internos não são uma opção.
- Cerâmicas Avançadas (SiC, SiN): Para aeroespacial, defesa e isolamento elétrico, onde uma única microfissura pode levar à falha completa do sistema, a densidade uniforme da CIP é crítica.
- Metais e Carbonetos Cementados: Para ferramentas grandes e resistentes ao desgaste e metais de alto ponto de fusão, a CIP cria pré-formas que sinterizam previsivelmente sem empenamento, garantindo que a peça final atende a especificações rigorosas.
- Materiais Especializados: Desde a consolidação de grafite para fornos industriais até à formação de polímeros especializados, a CIP fornece um caminho para a criação de formas sólidas a partir de pós difíceis de prensar.
Escolhendo a Sua Filosofia, Não Apenas a Sua Ferramenta
A escolha entre os métodos de prensagem é uma escolha de filosofia de fabricação. Depende de uma pergunta: qual é o seu objetivo principal?
| Objetivo | Método Recomendado | Racional |
|---|---|---|
| Alta Fiabilidade e Formas Complexas | Prensagem Isostática a Frio (CIP) | A densidade uniforme elimina pontos fracos, essencial para componentes críticos. |
| Alto Volume e Formas Simples | Prensagem Uniaxial Tradicional | Tempos de ciclo mais rápidos e custo mais baixo tornam-na ideal para produção em massa. |
| Máxima Densidade Final | Prensagem Isostática a Quente (HIP) | Combina pressão e calor para atingir densidade quase teórica num único passo. |
Embora a CIP produza uma peça de forma quase final, o seu molde flexível significa que muitas vezes é necessária usinagem secundária para tolerâncias apertadas. É um passo fundamental projetado para qualidade, não um passo final projetado para velocidade.
Da Teoria ao Componente de Confiança
Em última análise, a busca por materiais melhores é a busca pela previsibilidade. A Prensagem Isostática a Frio substitui a incerteza de falhas ocultas pela confiança da densidade uniforme. Transforma o potencial em pó em realidade sólida e fiável.
Na KINTEK, fornecemos o equipamento de laboratório avançado que torna essa transformação possível. Os nossos sistemas de Prensagem Isostática a Frio são projetados para dar a pesquisadores e fabricantes o controle de que precisam para criar componentes homogéneos e livres de defeitos a partir dos materiais mais avançados. Nós preenchemos a lacuna entre a teoria do material e a aplicação confiável.
Se o seu trabalho exige integridade de material intransigente, vamos construir componentes nos quais você possa confiar. Contacte os Nossos Especialistas
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido












