
O Inimigo Invisível na Ciência dos Materiais
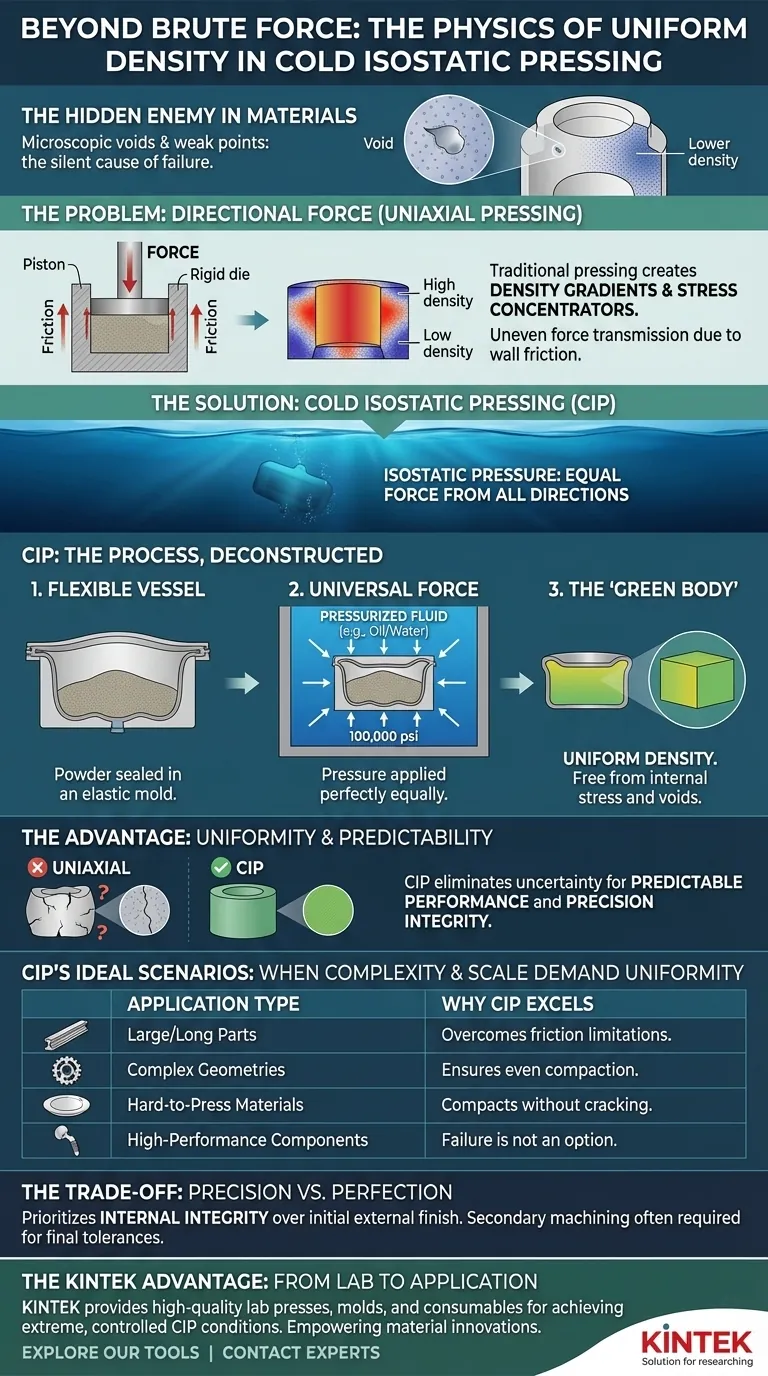
Imagine um componente crítico — um rolamento de cerâmica em um motor a jato ou um implante médico projetado para décadas de uso. Quando falha, a causa raramente é uma falha visível e dramática. Mais frequentemente, a falha começa silenciosamente, a partir de um inimigo escondido nas profundezas do material: um vazio microscópico, uma área de densidade ligeiramente menor, um ponto fraco nascido durante sua criação.
Essa inconsistência interna é a ansiedade silenciosa da engenharia de materiais. Embora uma peça possa parecer perfeita por fora, seu desempenho é, em última análise, ditado por sua estrutura interna. E por décadas, os próprios métodos usados para formar peças a partir de pós têm criado essas vulnerabilidades ocultas.
O Problema da Força Direcional
A compactação tradicional de pó, conhecida como prensagem uniaxial, é um ato de força bruta. Um pistão empurra o pó para dentro de uma matriz rígida, muito parecido com arrumar uma mala empurrando de cima.
A lógica parece simples, mas a física é falha. À medida que a pressão é aplicada, o atrito surge entre o pó e as paredes rígidas da matriz. Esse atrito resiste à força descendente, impedindo que ela seja transmitida uniformemente por todo o material. O resultado é um componente com regiões densas diretamente sob o pistão e regiões menos densas e mais fracas nos cantos e no fundo.
Esses gradientes de densidade não são apenas imperfeições menores; são concentradores de tensão, os pontos de partida para falhas catastróficas sob carga.
Pressão Isostática: Uma Solução Mais Elegante
A Prensagem Isostática a Frio (CIP) oferece uma abordagem fundamentalmente mais elegante. Em vez de um empurrão forçado de uma direção, ela submete o material a uma pressão imensa de todas as direções simultaneamente.
Pense em um objeto submerso na pressão esmagadora do fundo do oceano. A força é aplicada a cada ponto de sua superfície igualmente. A CIP replica esse fenômeno em um ambiente controlado.
O Processo, Desconstruído
A mecânica da CIP é bonita em sua simplicidade.
-
O Recipiente Flexível: O pó bruto — seja cerâmico, metálico ou um compósito — é primeiro selado dentro de um molde flexível e elástico. Este molde atua como a barreira entre o material e o meio de pressão, conformando-se perfeitamente à forma inicial do pó.
-
A Força Universal: O molde selado é colocado em uma câmara de pressão cheia de um líquido, tipicamente óleo ou água. Uma bomba então pressuriza esse líquido, às vezes a mais de 100.000 psi. Como a pressão é transmitida através de um fluido, ela é perfeitamente isostática — ela empurra o molde flexível com força igual de todas as direções.
-
O Resultado: O "Corpo Verde": A pressão uniforme colapsa o molde, compactando as partículas de pó dentro dele. As partículas são forçadas juntas tão firmemente que se interligam mecanicamente, formando um componente sólido e manuseável chamado "corpo verde". Este corpo tem uma uniformidade de densidade excepcional, livre da tensão interna e dos vazios criados pela força direcional.
A Vantagem Psicológica: Previsibilidade
O verdadeiro benefício da densidade uniforme não é apenas a resistência; é a previsibilidade. Quando um engenheiro projeta um componente, ele confia em modelos que assumem que o material é consistente. Os gradientes de densidade da prensagem uniaxial violam essa suposição.
A CIP elimina essa incerteza. Uma peça formada isostaticamente se comporta exatamente como a ciência dos materiais prevê porque sua estrutura interna *é* uniforme. Isso proporciona uma profunda sensação de confiança, sabendo que o desempenho do componente não será prejudicado por uma falha oculta. Transforma a fabricação de um processo de aproximação em um de integridade de precisão.
Escolhendo a Ferramenta Certa: Cenários Ideais da CIP
A CIP não é um substituto para todos os métodos de prensagem, mas uma ferramenta especializada para situações onde a qualidade interna é inegociável. Sua seleção é uma escolha estratégica baseada em prioridades.
Quando Complexidade e Escala Exigem Uniformidade
A CIP é a escolha clara para aplicações que são difíceis ou impossíveis para prensas convencionais:
| Tipo de Aplicação | Por que a CIP se Destaca |
|---|---|
| Peças Grandes ou Longas | A pressão uniforme supera as limitações de atrito que afligem a prensagem de matriz grande. |
| Geometrias Complexas | O molde flexível garante compactação uniforme em torno de formas intrincadas e cantos agudos. |
| Materiais Difíceis de Prensagem | Cerâmicas, metais refratários e aços ferramenta compactam uniformemente sem rachar. |
| Componentes de Alto Desempenho | Para ferramentas médicas, aeroespaciais ou industriais onde a falha não é uma opção. |
O Trade-off: Precisão vs. Perfeição
O principal trade-off com a CIP é a precisão dimensional inicial. Como o molde é flexível, o corpo verde resultante não tem o acabamento nítido e quase na forma final de uma peça de uma matriz rígida. Frequentemente, requer usinagem secundária para atender às tolerâncias finais.
No entanto, esta é uma decisão consciente: priorizar a *integridade interna* perfeita sobre a *precisão externa* inicial. Você sempre pode usinar uma superfície à perfeição, mas nunca pode voltar e consertar um vazio escondido nas profundezas do material.
Do Laboratório à Aplicação: A Vantagem KINTEK
Aproveitar o poder da pressão isostática para criar materiais de próxima geração requer mais do que apenas teoria. A jornada de uma formulação de pó inovadora para um componente confiável e de alto desempenho começa no laboratório, e exige equipamentos capazes de criar essas condições extremas e controladas.
Alcançar as altas pressões e garantir a segurança e repetibilidade do processo CIP depende de equipamentos de laboratório especializados. A KINTEK fornece prensas, moldes e consumíveis de alta qualidade que capacitam pesquisadores e engenheiros a ir além das limitações dos métodos tradicionais. Fornecemos as ferramentas para transformar a física elegante da prensagem isostática em inovações tangíveis de materiais.
Para P&D focado na criação de materiais com consistência interna incomparável, o equipamento certo é fundamental. Para explorar as ferramentas que tornam possíveis processos como a Prensagem Isostática a Frio, Entre em Contato com Nossos Especialistas.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
Artigos relacionados
- O Preço da Uniformidade: Um Guia Estratégico para Custos de Prensas Isostáticas a Frio
- Compreender a prensagem isostática a frio de cerâmica de zircónia
- Prensagem isostática a frio para aplicações médicas Desafios e soluções
- Para Além do Molde: A Vantagem Invisível da Prensagem Isostática a Frio
- Compreender a prensagem isostática: Técnicas a frio e a quente












