Em um nível fundamental, a diferença reside em como o metal de adição une as peças. A brasagem verdadeira usa ação capilar para puxar o metal de adição fundido para uma folga muito apertada e limpa entre dois componentes. Em contraste, a soldobrasagem deposita o metal de adição em um cordão ou filete na superfície de uma junta, muito parecido com a soldagem convencional, mas sem derreter os metais base.
A distinção central é simples: a brasagem puxa o metal de adição para dentro de uma junta, enquanto a soldobrasagem deposita o metal de adição sobre uma junta. Essa única diferença na aplicação dita tudo, desde o projeto da junta até o caso de uso apropriado para cada processo.

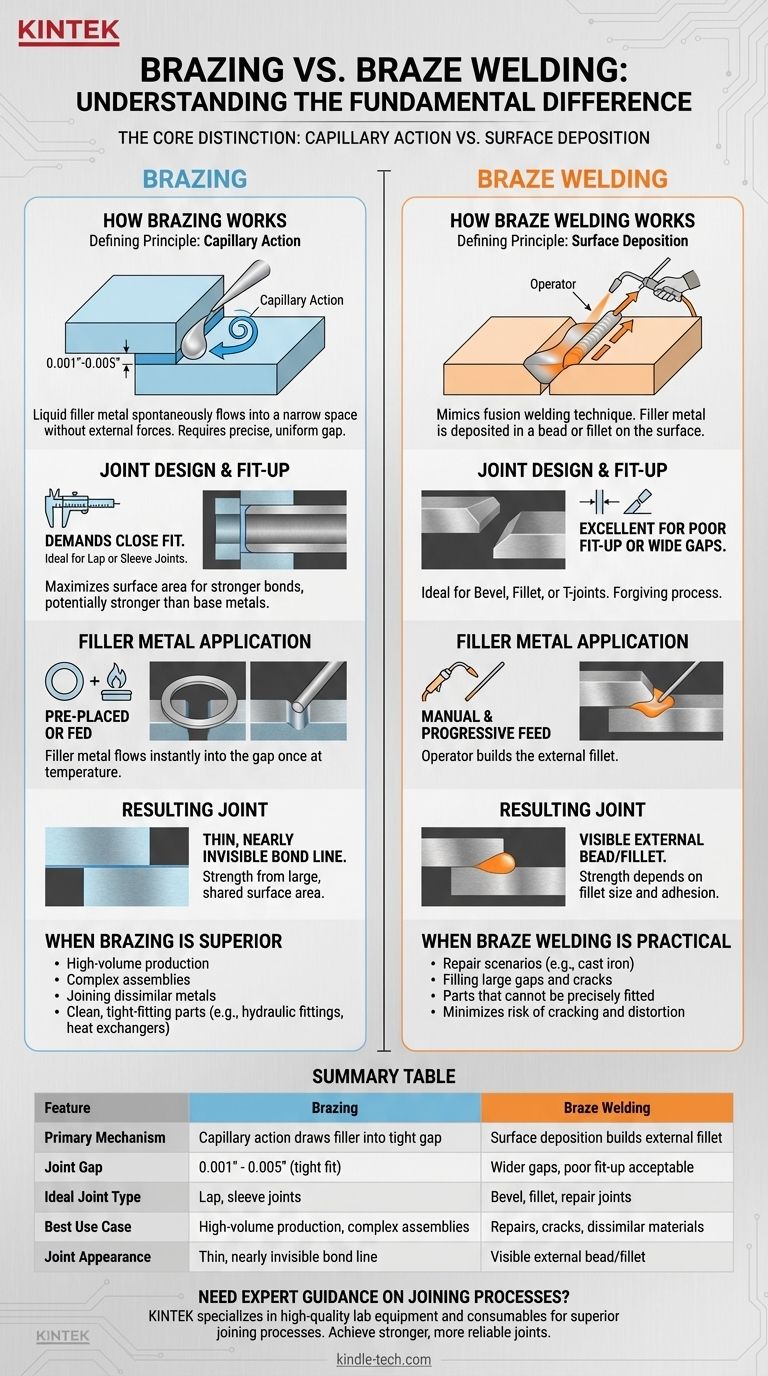
O Princípio Definidor: Ação Capilar vs. Deposição Superficial
Para realmente compreender a diferença, você deve entender o mecanismo físico em ação em cada processo. Eles são fundamentalmente distintos, apesar de ambos usarem um metal de adição que derrete a uma temperatura mais baixa do que os metais base.
Como a Brasagem Funciona
A brasagem é definida pela ação capilar. Este é o fenômeno em que um líquido flui espontaneamente para um espaço estreito sem assistência de, ou mesmo em oposição a, forças externas como a gravidade.
Para que isso ocorra, a junta deve ser projetada com uma folga muito específica e uniforme — tipicamente entre 0,001" e 0,005". O metal de adição é então introduzido na borda desta junta, onde derrete e é instantaneamente puxado para a folga, criando uma ligação completa e de alta resistência em toda a superfície.
Como a Soldobrasagem Funciona
A soldobrasagem não usa ação capilar. Em vez disso, a técnica imita a soldagem por fusão tradicional (como TIG ou soldagem oxiacetilênica).
Uma fonte de calor é usada para criar uma poça de metal de adição fundido na superfície dos metais base. O operador então adiciona manualmente mais vareta de adição a esta poça para construir um cordão, ou filete, ao longo da costura. É usada para preencher ranhuras em V, juntas de topo ou juntas em T onde não há uma folga apertada para a ação capilar funcionar.
Comparando os Processos Frente a Frente
As diferenças práticas na preparação e aplicação da junta decorrem diretamente da presença ou ausência de ação capilar.
Projeto e Ajuste da Junta
A brasagem exige uma junta de ajuste apertado. Juntas de sobreposição ou luva são ideais porque maximizam a área de superfície para o metal de adição se ligar, resultando em uma junta que pode ser mais forte do que os próprios metais base.
A soldobrasagem, por outro lado, é excelente para juntas com ajuste deficiente ou folgas largas. É frequentemente usada para juntas chanfradas e de filete, semelhantes às preparadas para soldagem a arco.
Aplicação do Metal de Adição
Na brasagem, o metal de adição pode ser pré-posicionado como um anel ou calço dentro do conjunto antes do aquecimento. Alternativamente, pode ser tocado na linha da junta assim que o conjunto atinge a temperatura, permitindo que flua instantaneamente para a folga.
Na soldobrasagem, a vareta de adição é manual e progressivamente alimentada na fonte de calor ao longo da linha da junta para construir o filete externo.
Resistência e Aparência da Junta Resultante
Uma junta brasada corretamente tem uma linha de ligação muito fina, quase invisível. Sua resistência deriva da grande área de superfície compartilhada das duas partes sendo unidas.
Uma junta soldobrasada tem um cordão externo visível, semelhante em aparência a uma junta soldada. Sua resistência depende do tamanho do filete e de sua adesão às superfícies do metal base.
Compreendendo as Vantagens e Desvantagens
O termo "soldobrasagem" é uma fonte de confusão constante. É nomeado por sua técnica de aplicação (semelhante à soldagem), mas sua física subjacente (sem derretimento do metal base) o torna um processo da família da brasagem.
Quando a Brasagem é a Escolha Superior
A brasagem é ideal para produção de alto volume, montagens complexas e união de metais dissimilares. Sua capacidade de unir superfícies inteiras em peças limpas e de ajuste apertado a torna perfeita para a fabricação de conexões hidráulicas, trocadores de calor e componentes aeroespaciais.
Quando a Soldobrasagem é Mais Prática
A soldobrasagem se destaca em cenários de reparo, especialmente em materiais sensíveis a altas temperaturas, como ferro fundido. Sua capacidade de preencher grandes folgas e rachaduras sem derreter o metal base minimiza o risco de rachaduras e distorções. É um processo tolerante para unir peças que não podem ser ajustadas com precisão.
A Principal Limitação
A principal limitação de ambos os processos em comparação com a soldagem por fusão é o serviço de temperatura. Como os metais de adição têm pontos de fusão mais baixos, as juntas brasadas e soldobrasadas não são adequadas para aplicações de alta temperatura onde podem derreter novamente.
Fazendo a Escolha Certa para Sua Aplicação
O melhor método é determinado pela configuração da sua junta, material e objetivo final.
- Se o seu foco principal é unir peças bem ajustadas com máxima resistência ao cisalhamento: Escolha a brasagem tradicional, pois a ação capilar garante uma penetração completa e uniforme da junta.
- Se o seu foco principal é reparar uma rachadura ou unir peças com um ajuste deficiente: Escolha a soldobrasagem para construir efetivamente o material e preencher a folga.
- Se o seu foco principal é unir chapas finas em uma borda: A soldobrasagem pode criar um filete forte, enquanto a brasagem exigiria um projeto de junta sobreposta.
- Se o seu foco principal é criar uma vedação forte e à prova de vazamentos em tubulações ou conexões de tubos: A brasagem é o padrão da indústria devido à sua capacidade de penetrar totalmente em uma junta de luva.
Em última análise, saber se sua tarefa exige o preenchimento de uma folga apertada ou a construção de um filete externo sempre o guiará para o processo correto.
Tabela Resumo:
| Característica | Brasagem | Soldobrasagem |
|---|---|---|
| Mecanismo Primário | Ação capilar puxa o metal de adição para a folga apertada | Deposição superficial constrói um filete externo |
| Folga da Junta | 0,001" - 0,005" (ajuste apertado) | Folgas mais largas, ajuste deficiente aceitável |
| Tipo de Junta Ideal | Juntas de sobreposição, luva | Juntas chanfradas, de filete, de reparo |
| Melhor Caso de Uso | Produção de alto volume, montagens complexas | Reparos, rachaduras, materiais dissimilares |
| Aparência da Junta | Linha de ligação fina, quase invisível | Cordão/filete externo visível |
Precisa de Orientação Especializada em Processos de União?
Quer você esteja trabalhando com montagens complexas que exigem brasagem precisa ou lidando com reparos desafiadores com soldobrasagem, ter o equipamento e os consumíveis certos é crucial para o sucesso.
A KINTEK é especializada em equipamentos e consumíveis de laboratório de alta qualidade que suportam processos de união superiores. Nossos produtos ajudam a garantir aplicação consistente de calor, fluxo adequado de metal de adição e resultados confiáveis para laboratórios e instalações de fabricação.
Deixe-nos ajudá-lo a obter juntas mais fortes e confiáveis.
Entre em contato com nossos especialistas hoje para discutir suas necessidades de aplicação específicas e descobrir como as soluções da KINTEK podem aprimorar suas capacidades de união.
Guia Visual