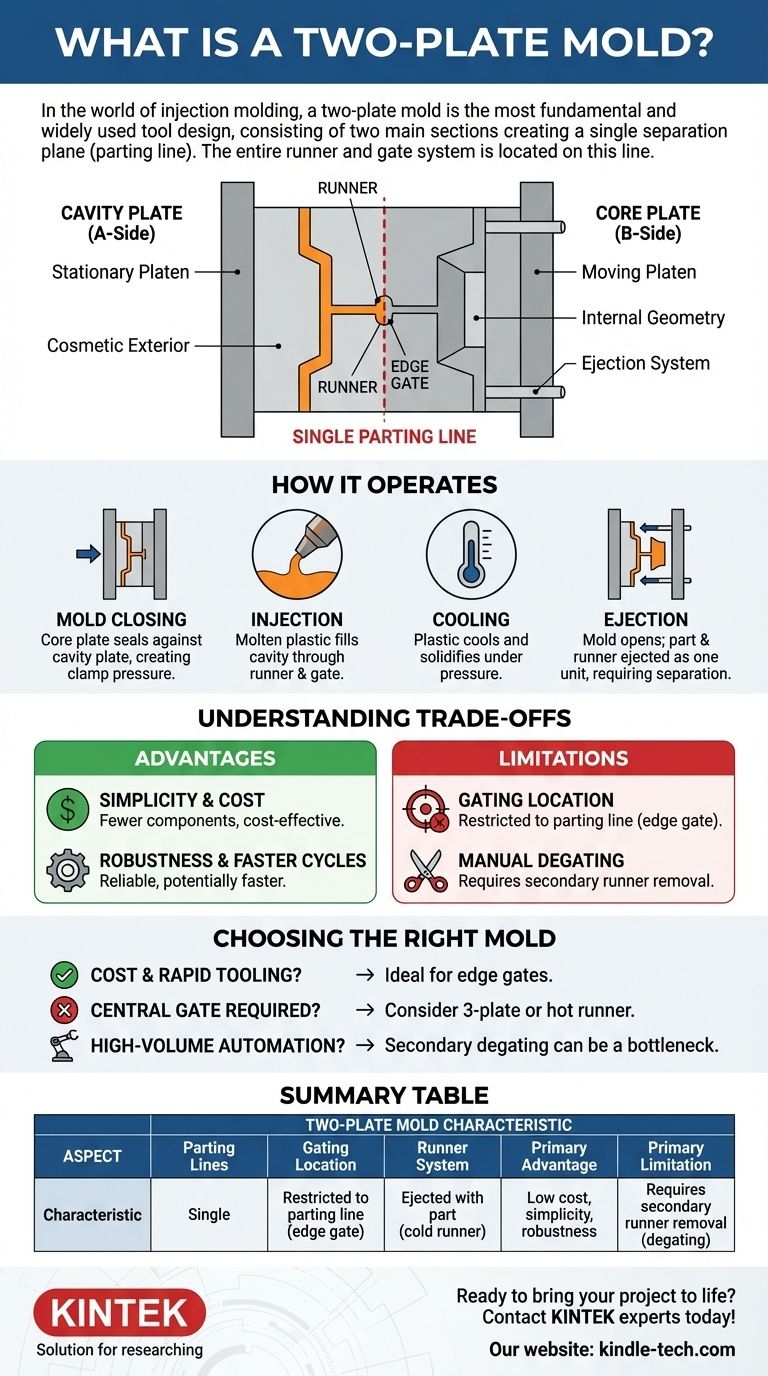
No mundo da moldagem por injeção, o molde de duas placas é o projeto de ferramenta mais fundamental e amplamente utilizado. Ele consiste em duas seções principais, um lado da cavidade (lado A) e um lado do núcleo (lado B), que se encontram para formar um único plano de separação, conhecido como linha de partição. Todo o sistema de entrega do plástico — o canal de alimentação (runner) e a porta (gate) — está localizado nesta linha de partição, o que significa que a peça e seu canal de alimentação anexado são ejetados juntos.
O princípio central de um molde de duas placas é sua simplicidade. Ao ter apenas um plano de partição, o projeto é direto e econômico, mas essa simplicidade também restringe onde o plástico pode ser injetado e frequentemente exige a remoção manual do sistema de canal de alimentação.
A Anatomia de um Molde de Duas Placas
Para entender sua função, você deve primeiro entender seus componentes centrais. O projeto é elegante em sua simplicidade, com cada parte servindo a um propósito direto.
As Placas de Núcleo e Cavidade
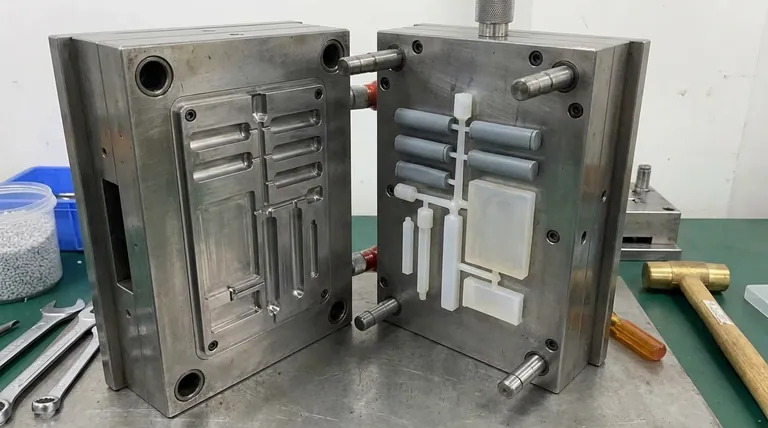
Um molde de duas placas é construído a partir de duas metades principais. A placa da cavidade, ou "lado A", geralmente forma o exterior cosmético da peça e é montada na placa estacionária da máquina de moldagem por injeção.
A placa do núcleo, ou "lado B", forma a geometria interna da peça e contém o sistema de ejeção. Esta metade é montada na placa móvel.
A Linha de Partição Única
Esta é a característica definidora de um molde de duas placas. A linha de partição é a superfície única onde as placas do núcleo e da cavidade se encontram. Quando o ciclo de moldagem é concluído, o molde se separa apenas ao longo deste plano.
O Sistema de Canal de Alimentação e Porta
O canal de alimentação (runner) é um canal usinado na superfície da linha de partição que guia o plástico derretido do bico da máquina até a peça.
A porta (gate) é a pequena abertura localizada onde o canal de alimentação encontra a cavidade da peça. Em um molde de duas placas, a porta deve estar localizada diretamente na linha de partição, geralmente na borda da peça. Isso é frequentemente chamado de "porta de borda".
O Sistema de Ejeção
Alojado dentro do núcleo (lado B) do molde, o sistema de ejeção consiste em pinos ou outros mecanismos. Depois que a peça esfria e o molde se abre, esses pinos avançam para ejetar a peça acabada e seu sistema de canal de alimentação anexado.
Como um Molde de Duas Placas Opera
O ciclo operacional é direto e eficiente, dividido em quatro estágios claros.
Estágio 1: Fechamento do Molde
A placa móvel empurra a placa do núcleo para a frente até que ela se sele firmemente contra a placa da cavidade estacionária, criando um aperto de alta pressão ao longo da linha de partição.
Estágio 2: Injeção
O plástico derretido é injetado sob alta pressão. Ele viaja através do sistema de canal de alimentação e entra na cavidade através da porta até que a peça esteja totalmente formada.
Estágio 3: Resfriamento
O plástico é mantido sob pressão e permitido esfriar e solidificar dentro do molde, assumindo a forma da cavidade.
Estágio 4: Ejeção
A placa móvel recua, separando o molde na linha de partição. A peça e seu canal de alimentação anexado ficam presos ao lado do núcleo até que o sistema de ejeção seja ativado, empurrando-os para fora como uma única unidade. O canal de alimentação deve então ser separado da peça manual ou roboticamente.
Entendendo as Trocas (Trade-offs)
A simplicidade que torna o molde de duas placas tão comum também introduz limitações específicas. Entender essas trocas é fundamental para tomar decisões sólidas de projeto e fabricação.
Vantagem: Simplicidade e Custo
Com menos componentes e uma ação mecânica mais simples, os moldes de duas placas são os mais econômicos para projetar, fabricar e manter. Sua confiabilidade é um resultado direto dessa simplicidade.
Vantagem: Robustez e Ciclos Mais Rápidos
Menos peças móveis significam menos pontos potenciais de falha. A ação simples de abrir e fechar também pode levar a tempos de ciclo mais rápidos em comparação com projetos de moldes mais complexos.
Limitação: Localização da Porta
Como a porta deve estar na linha de partição, você está restrito a colocá-la no perímetro do componente. Isso deixa uma marca pequena, mas visível (vestígio), onde a porta é aparada, o que pode ser inaceitável para superfícies altamente cosméticas.
Limitação: Remoção Manual ou Secundária da Porta
A peça é ejetada com o canal de alimentação ainda anexado, muito parecido com uma peça em um kit de avião modelo. Isso requer uma operação secundária — seja trabalho manual ou um processo robótico — para separar o canal de alimentação da peça acabada, aumentando o tempo de ciclo e os custos de mão de obra.
Escolhendo o Molde Certo para Sua Peça
A decisão de usar um molde de duas placas depende de equilibrar custo, projeto da peça e requisitos de produção.
- Se seu foco principal for custo-benefício e ferramental rápido: Um molde de duas placas é quase sempre a escolha correta, especialmente para peças onde uma pequena marca de porta na borda é aceitável.
- Se sua peça exigir uma porta central para integridade estrutural ou dinâmica de fluxo: Um projeto de duas placas é inadequado, e você deve explorar um molde de três placas ou de canal quente.
- Se seu foco principal for produção totalmente automatizada e de alto volume: A necessidade de remoção secundária da porta pode ser um gargalo, tornando os moldes mais complexos com separação automática do canal de alimentação um melhor investimento a longo prazo.
Entender as trocas fundamentais deste projeto fundamental permite que você tome uma decisão informada que se alinhe com os objetivos técnicos e financeiros do seu projeto.
Tabela de Resumo:
| Aspecto | Característica do Molde de Duas Placas |
|---|---|
| Linhas de Partição | Linha de partição única |
| Localização da Porta | Restrita à linha de partição (porta de borda) |
| Sistema de Canal de Alimentação | Ejetado com a peça (canal frio) |
| Vantagem Principal | Baixo custo, simplicidade e robustez |
| Limitação Principal | Requer remoção secundária do canal de alimentação (degating) |
Pronto para dar vida ao seu projeto de moldagem por injeção? Escolher o projeto de molde certo é fundamental para equilibrar custo, qualidade e eficiência de produção. Na KINTEK, especializamo-nos em fornecer os equipamentos de laboratório e consumíveis necessários para apoiar seus processos de P&D e produção. Nossa experiência pode ajudá-lo a selecionar a estratégia de ferramental ideal para o projeto específico de sua peça e requisitos de volume. Entre em contato com nossos especialistas hoje mesmo para discutir como podemos apoiar seus objetivos de laboratório e fabricação!
Guia Visual
Produtos relacionados
- Prensa de Aquecimento de Placa Dupla para Laboratório
- Molde de Prensa de Calor Especial para Uso em Laboratório
- Anel de Matriz para Prensa Rotativa de Comprimidos Multi-Punção para Matrizes Rotativas Ovais e Quadradas
- Molde de Prensagem de Pelotas de Pó de Ácido Bórico XRF para Uso Laboratorial
- Molde de Prensagem de Anel para Aplicações Laboratoriais
As pessoas também perguntam
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica
- Qual é o processo de moldagem por prensagem? Um Guia Passo a Passo para a Moldagem por Compressão
- Como usar um molde de prensa? Domine a Arte de Formas Cerâmicas Consistentes
- Para que serve um molde de prensa? Alcance Precisão e Eficiência Repetíveis
- Qual é a função dos moldes de prensagem durante a preparação de compósitos SiCf/Ti-43Al-9V? Alcançar Precisão Estrutural



















