A temperatura e pressão exatas para prensagem a quente não são valores universais; elas dependem inteiramente dos materiais específicos que estão sendo processados e do resultado desejado. Os parâmetros do processo devem ser precisamente adaptados à aplicação, seja ela envolvendo a ligação de circuitos flexíveis, a laminação de compósitos ou a consolidação de materiais em pó.
A prensagem a quente bem-sucedida não é alcançada usando um único conjunto predefinido de números. Ela é alcançada compreendendo as propriedades críticas do material e os objetivos do processo, que então ditam a temperatura, pressão e tempo corretos para sua aplicação específica.

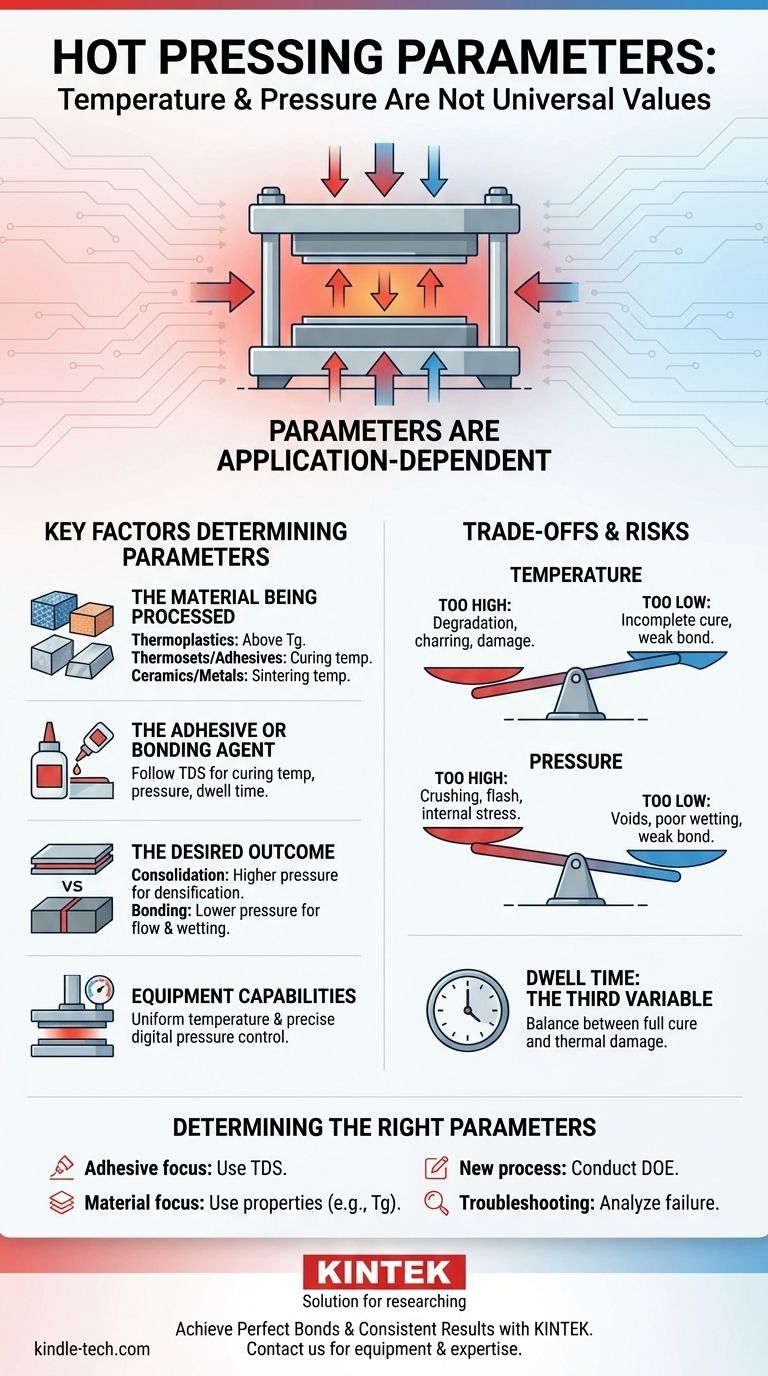
Fatores Chave Que Determinam os Parâmetros de Prensagem a Quente
Para definir a janela de processo correta, você deve primeiro analisar as características fundamentais de seus materiais e seu objetivo final. Os parâmetros são uma função direta desses fatores.
O Material Sendo Processado
O principal impulsionador para a seleção da temperatura é o próprio material. Diferentes tipos de materiais têm requisitos térmicos vastamente diferentes.
Para termoplásticos, a temperatura de processamento é tipicamente definida acima da temperatura de transição vítrea (Tg) do material, onde ele se torna macio e maleável, mas abaixo de sua temperatura de degradação.
Para polímeros ou adesivos termofixos, a temperatura deve ser suficiente para iniciar e completar a reação de reticulação química (cura) conforme especificado pelo fabricante.
Para cerâmicas ou metais em pó, o objetivo é frequentemente a densificação por sinterização. Isso requer temperaturas e pressões muito altas para reduzir a porosidade e formar uma massa sólida.
O Adesivo ou Agente de Ligação
Se você estiver usando prensagem a quente para unir dois componentes com um filme adesivo, as propriedades do adesivo ditarão todo o seu processo.
A Ficha Técnica (TDS) do fabricante é o seu documento mais crítico. Ela especificará a taxa de rampa de temperatura necessária, a temperatura de cura precisa, a pressão recomendada e o tempo de permanência necessário para alcançar uma ligação de força total.
O Resultado Desejado
O "porquê" por trás do seu processo é crucial. Você está tentando fundir materiais ou simplesmente aplicar pressão enquanto um adesivo cura?
A consolidação e densificação (por exemplo, a formação de um painel compósito) frequentemente exigem pressões mais altas para eliminar vazios e garantir um contato íntimo entre as camadas.
A ligação adesiva (por exemplo, a fixação de um circuito flexível a um display) pode exigir menor pressão. O objetivo é apenas garantir que o adesivo flua e molhe as superfícies uniformemente sem danificar os componentes delicados.
Capacidades do Equipamento
O próprio equipamento desempenha um papel. Como observado, recursos como uma cabeça de liga de titânio são projetados para uma temperatura rápida e, o mais importante, uniforme em toda a superfície de prensagem.
Da mesma forma, um sistema com um manômetro digital permite a aplicação precisa e repetível de força. A capacidade da máquina de manter uma pressão uniforme é essencial para evitar pontos de estresse localizados e garantir uma ligação consistente.
Compreendendo as Compensações e Riscos
A escolha dos parâmetros é um ato de equilíbrio. Desviar da janela ideal introduz riscos significativos para a qualidade do seu produto.
Temperatura: Muito Alta vs. Muito Baixa
Muito alta: Exceder o limite térmico do material pode causar degradação irreversível, carbonização, delaminação ou danos a componentes eletrônicos sensíveis.
Muito baixa: Calor insuficiente resultará em uma cura incompleta para adesivos ou amolecimento inadequado para termoplásticos, levando a uma ligação fraca ou inexistente.
Pressão: Muito Alta vs. Muito Baixa
Muito alta: Pressão excessiva pode esmagar ou danificar peças delicadas, fazer com que o material ou adesivo "transborde" (esprema pelas laterais) ou criar estresse interno que leva a falhas prematuras.
Muito baixa: Pressão insuficiente impedirá o contato íntimo entre as superfícies, levando a vazios, má molhabilidade do adesivo e baixa resistência da ligação.
Tempo de Permanência: A Terceira Variável Crítica
Temperatura e pressão são incompletas sem tempo. O "tempo de permanência" é o tempo durante o qual a temperatura e a pressão alvo são mantidas.
Um tempo de permanência curto pode não permitir uma cura completa do adesivo ou uma transferência de calor completa através de uma peça espessa. Um tempo de permanência excessivamente longo pode levar a danos térmicos e reduzir a produtividade da fabricação.
Como Determinar os Parâmetros Certos para Sua Aplicação
Não há substituto para uma abordagem metódica e baseada em dados para definir seu processo de prensagem a quente.
- Se o seu foco principal é a ligação com um adesivo: Comece com a Ficha Técnica (TDS) do adesivo. Esta é a sua verdade fundamental para temperatura, pressão e tempo.
- Se o seu foco principal é a formação ou consolidação de uma matéria-prima: Comece com as propriedades documentadas do material, como sua temperatura de transição vítrea (Tg) ou faixa de temperatura de sinterização.
- Se você está desenvolvendo um novo processo: Conduza um Planejamento de Experimentos (DOE) criando uma matriz de teste com pequenas variações de temperatura, pressão e tempo para identificar a janela ideal para a geometria e os materiais específicos da sua peça.
- Se você está solucionando um processo falho: Analise o modo de falha. A delaminação frequentemente aponta para problemas com a temperatura ou preparação da superfície, enquanto componentes danificados sugerem pressão excessiva.
Em última análise, a prensagem a quente é um processo térmico e mecânico preciso que deve ser ajustado para cada tarefa única.
Tabela Resumo:
| Fator Chave | Por Que É Importante | Como Afeta os Parâmetros |
|---|---|---|
| Tipo de Material | Diferentes materiais (plásticos, cerâmicas, metais) têm propriedades térmicas únicas. | Determina a faixa de temperatura necessária (por exemplo, acima de Tg para plásticos). |
| Adesivo/Agente de Ligação | Adesivos têm requisitos de cura específicos. | Temperatura, pressão e tempo são ditados pela Ficha Técnica (TDS) do adesivo. |
| Resultado Desejado | O objetivo (por exemplo, ligação, consolidação, densificação) varia. | Influencia o nível de pressão necessário (alto para densificação, menor para ligação delicada). |
| Riscos de Configurações Incorretas | Usar os parâmetros errados pode danificar peças ou criar ligações fracas. | Muito Alta: Degradação, danos. Muito Baixa: Ligação fraca, cura incompleta. |
Obtenha Ligações Perfeitas e Resultados Consistentes com a KINTEK
Definir os parâmetros precisos de prensagem a quente para seus materiais e aplicação específicos é crítico para o sucesso. A KINTEK é especializada em fornecer o equipamento de laboratório e a expertise de que você precisa para dominar este processo.
Nossas prensas a quente avançadas, com aquecimento uniforme e controle digital preciso de pressão, são projetadas para lidar com tudo, desde circuitos flexíveis delicados até materiais compósitos robustos. Deixe nossa equipe ajudá-lo a otimizar seu processo para máxima resistência de ligação e rendimento.
Entre em contato conosco hoje usando o formulário abaixo para discutir sua aplicação, e nós o ajudaremos a identificar os parâmetros e equipamentos ideais para os desafios exclusivos do seu laboratório.
Guia Visual
Produtos relacionados
- Máquina de Prensagem Hidráulica Aquecida com Placas Aquecidas Prensagem Quente de Laboratório Manual Dividida
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Aquecida Automática com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Prensagem Hidráulica Aquecida com Placas Aquecidas para Prensa Quente de Laboratório com Caixa de Vácuo
- Prensa Hidráulica Aquecida com Placas Aquecidas para Prensa a Quente de Laboratório com Caixa de Vácuo
As pessoas também perguntam
- Como uma prensa quente de laboratório contribui para eletrólitos compósitos de LATP/polímero? Obtenção de Filmes Densos e de Alta Condutividade
- Como um programa de pressão de três estágios afeta os painéis de partículas de casca de arroz? Otimize a resistência da ligação e a estabilidade
- Qual é o mecanismo físico para a sinterização de pós de Cu-Cr-Nb? Superando Barreiras de Óxido com Carga Hidráulica
- Qual é o propósito de uma prensa quente de laboratório na fase de encapsulamento da montagem de células solares? Garantir vedações herméticas
- Qual o papel do sistema de carregamento hidráulico na densificação de compósitos Cu/Ti3SiC2/C/MWCNTs? Otimize a Sinterização do Seu Compósito


















