Em sua essência, o ciclo de prensagem isostática a quente (HIP) é um processo de fabricação controlado que submete um componente a temperatura elevada e pressão alta e uniforme simultaneamente. Dentro de uma câmara selada, um gás inerte como o argônio é usado para aplicar essa pressão uniformemente de todas as direções, enquanto a temperatura é elevada a um ponto em que o material se torna plástico. Essa combinação fecha e solda eficazmente vazios, poros ou defeitos internos dentro do material.
O propósito central do ciclo HIP não é formar uma peça, mas aperfeiçoá-la. É um processo de cura que usa calor simultâneo e pressão uniforme para eliminar a porosidade interna, melhorando drasticamente as propriedades mecânicas, a densidade e a confiabilidade de um componente.

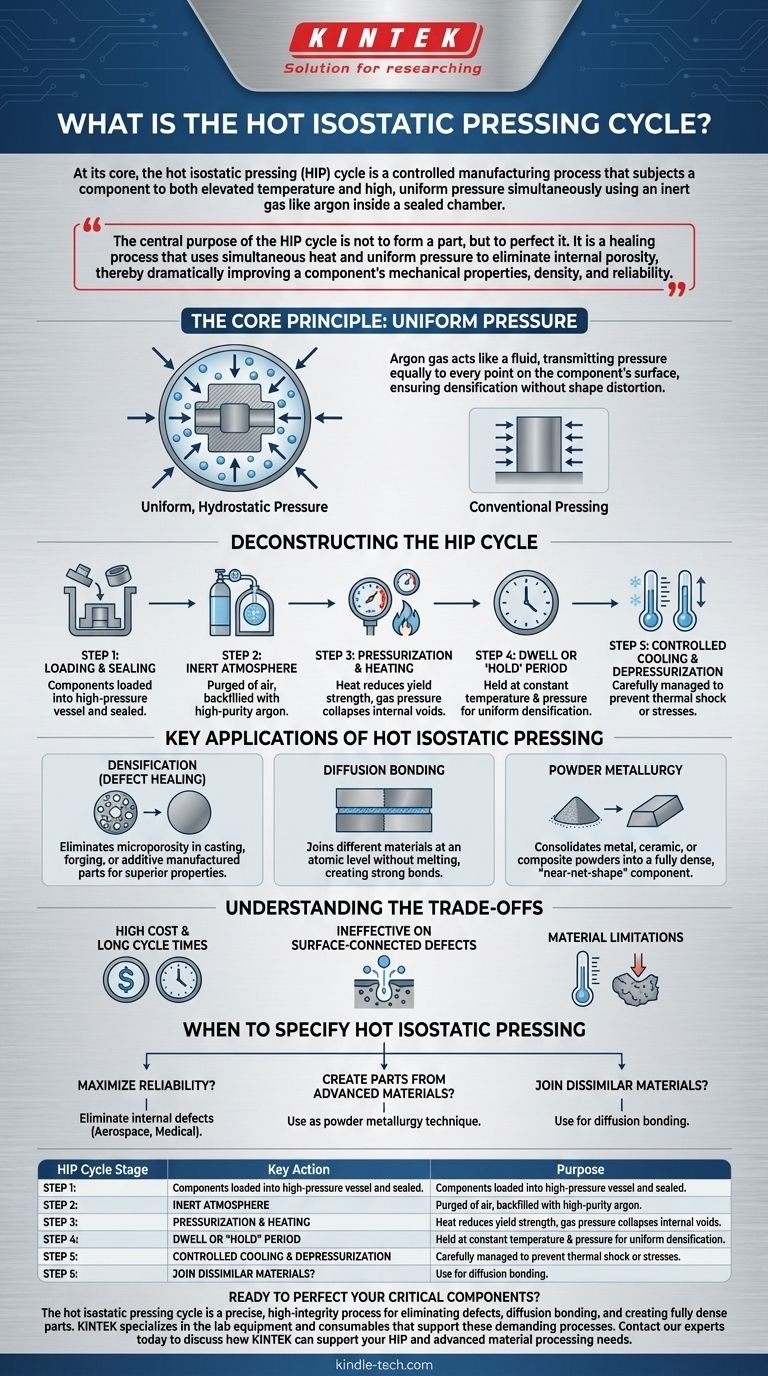
Desconstruindo o Ciclo HIP
O processo é meticulosamente controlado por computadores para garantir resultados precisos e repetíveis. Embora os parâmetros variem dependendo do material e do resultado desejado, as etapas fundamentais permanecem consistentes.
Etapa 1: Carregamento e Vedação
Os componentes são carregados no vaso de alta pressão da unidade HIP. Assim que as peças estão no lugar, o vaso é selado para criar um ambiente contido.
Etapa 2: Criação de uma Atmosfera Inerte
A câmara é purgada de ar e preenchida novamente com um gás inerte de alta pureza, quase sempre argônio. Isso evita que o material oxide ou reaja quimicamente nas altas temperaturas de processamento.
Etapa 3: Pressurização e Aquecimento Simultâneos
O núcleo do processo começa à medida que a temperatura e a pressão são aumentadas de forma controlada. O calor reduz a tensão de escoamento do material, tornando-o macio e maleável, enquanto a imensa pressão do gás colapsa os vazios internos.
Etapa 4: O Período de Permanência ou "Manutenção"
Uma vez atingidas a temperatura e a pressão alvo, elas são mantidas constantes por uma duração específica. Esse "tempo de permanência" garante que a temperatura seja uniforme em todo o componente e permite a densificação completa e a ligação por difusão das superfícies internas.
Etapa 5: Resfriamento Controlado e Despressurização
Após o tempo de permanência, o vaso é resfriado e a pressão é liberada. Esta fase final é cuidadosamente gerenciada para evitar choque térmico ou a introdução de novas tensões internas na peça agora densificada.
O Princípio Central: Pressão Uniforme
A eficácia da prensagem isostática reside no uso de pressão hidrostática uniforme. O gás argônio atua como um fluido, transmitindo pressão igualmente a cada ponto na superfície do componente.
Isso é fundamentalmente diferente da prensagem convencional, que aplica força de uma ou duas direções. A pressão em todos os lados garante que uma peça se torne mais densa sem distorcer sua forma, fechando poros uniformemente em todo o seu volume.
Aplicações Chave da Prensagem Isostática a Quente
O processo HIP é escolhido com base na necessidade específica do produto. É amplamente utilizado para três aplicações principais.
Densificação (Cura de Defeitos)
Este é o uso mais comum. O HIP é aplicado a componentes feitos por fundição, forjamento ou fabricação aditiva (impressão 3D) para eliminar a microporosidade. Isso transforma uma peça padrão em uma com vida útil à fadiga, resistência e tenacidade superiores.
Ligação por Difusão
O HIP pode ser usado para unir dois ou mais materiais diferentes em um nível atômico sem fusão. O calor e a pressão fazem com que os átomos de cada superfície se difundam no outro, criando uma ligação tão forte quanto os materiais originais.
Metalurgia do Pó
O processo pode consolidar pós de metal, cerâmica ou compósitos em uma peça sólida totalmente densa. O pó é selado em um molde flexível ou recipiente, e o ciclo HIP o compacta em um componente de "forma quase final" com uma microestrutura uniforme e de grão fino.
Compreendendo as Compensações
Embora poderoso, o processo HIP envolve considerações importantes que o tornam adequado para aplicações específicas e de alto valor.
Alto Custo e Longos Tempos de Ciclo
As unidades HIP são investimentos de capital significativos, e os próprios ciclos podem durar muitas horas. Isso torna o processo mais caro do que os tratamentos térmicos convencionais.
Ineficaz em Defeitos Conectados à Superfície
O processo depende da pressão do gás para fechar vazios internos. Se um poro estiver aberto para a superfície da peça, o gás simplesmente entrará no poro e o pressurizará por dentro, impedindo seu colapso.
Limitações de Material
O material que está sendo processado deve ser capaz de suportar as altas temperaturas necessárias para a densificação sem derreter ou degradar. Isso requer uma seleção cuidadosa dos parâmetros do processo para cada liga ou material específico.
Quando Especificar a Prensagem Isostática a Quente
Sua decisão de usar HIP deve ser impulsionada pelo objetivo final do seu componente.
- Se seu foco principal for maximizar a confiabilidade em componentes críticos: Use HIP para eliminar defeitos internos em peças fundidas ou impressas em 3D, especialmente para aplicações aeroespaciais ou médicas.
- Se seu foco principal for criar peças a partir de materiais avançados: Use HIP como uma técnica de metalurgia do pó para formar componentes totalmente densos a partir de ligas ou cerâmicas especializadas que são difíceis de processar de outra forma.
- Se seu foco principal for unir materiais dissimilares sem uma junta de solda fraca: Use HIP para ligação por difusão para criar componentes bimetálicos ou metal-cerâmica de alta integridade.
Em última análise, a prensagem isostática a quente é uma ferramenta poderosa para alcançar a mais alta integridade de material possível quando o desempenho não pode ser comprometido.
Tabela de Resumo:
| Estágio do Ciclo HIP | Ação Principal | Propósito |
|---|---|---|
| Carregamento e Vedação | Colocar peças no vaso e selar | Criar um ambiente contido |
| Atmosfera Inerte | Purgar o ar, preencher com argônio | Prevenir a oxidação em altas temperaturas |
| Pressurização e Aquecimento | Aumentar a pressão do gás e a temperatura | Tornar o material maleável, colapsar vazios |
| Período de Permanência | Manter a temperatura e pressão alvo | Garantir densificação uniforme e ligação |
| Resfriamento e Despressurização | Resfriamento controlado e liberação de pressão | Prevenir choque térmico e novas tensões |
Pronto para aperfeiçoar seus componentes críticos?
O ciclo de prensagem isostática a quente é um processo preciso e de alta integridade para eliminar defeitos internos, unir materiais dissimilares por difusão e criar peças totalmente densas a partir de pós. Para laboratórios e fabricantes nos setores aeroespacial, médico e de materiais avançados, alcançar esse nível de desempenho é inegociável.
A KINTEK é especializada em equipamentos de laboratório e consumíveis que suportam esses processos exigentes. Se você está pesquisando o comportamento do material ou escalando a produção, nós fornecemos as soluções confiáveis de que você precisa.
Contate nossos especialistas hoje mesmo para discutir como a KINTEK pode apoiar suas necessidades de HIP e processamento de materiais avançados.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?

















