Em sua essência, a extrusão de filme soprado é um processo de fabricação contínuo que transforma plástico derretido em um tubo fino e sem costura de filme. Isso é conseguido derretendo a resina plástica, forçando-a através de uma matriz circular para formar um tubo de parede fina e, em seguida, inflando este tubo com ar em uma grande bolha. Esta bolha é então resfriada, colapsada e enrolada em bobinas.
A essência da extrusão de filme soprado não é apenas derreter e formar plástico, mas esticá-lo simultaneamente em duas direções. Essa orientação biaxial é o que confere ao filme final sua resistência e tenacidade características, tornando-o indispensável para aplicações de embalagens flexíveis.

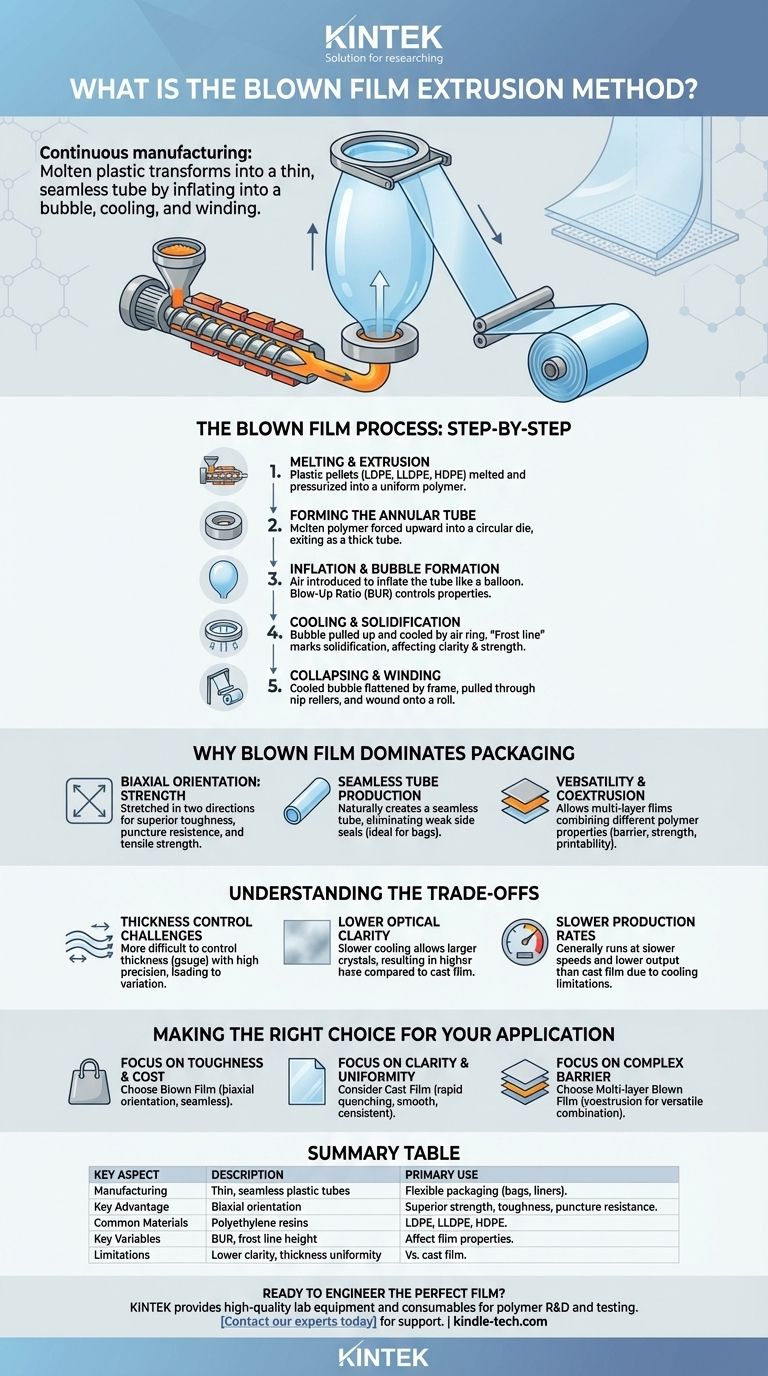
O Processo de Filme Soprado: Uma Análise Passo a Passo
Para realmente entender o método, é melhor visualizá-lo como uma linha de montagem vertical, movendo-se de baixo para cima. Cada estágio impacta diretamente as propriedades finais do filme.
Etapa 1: Fusão e Extrusão
Pellets de plástico, tipicamente polietileno (PEBD, PEBDL, PEAD), são alimentados de um funil para o cilindro de uma extrusora. Um parafuso rotativo dentro do cilindro aquecido transporta, derrete e pressuriza a resina plástica em um polímero fundido uniforme.
Etapa 2: Formação do Tubo Anular
O polímero fundido é então forçado para cima em uma matriz anular (circular). À medida que sai dos lábios da matriz, ele forma um tubo grosso e contínuo de plástico derretido.
Etapa 3: Inflação e Formação da Bolha
O ar é introduzido através de um orifício no centro da matriz, inflando o tubo derretido como um balão longo e contínuo. A razão entre o diâmetro final da bolha e o diâmetro da matriz é conhecida como Razão de Sopro (BUR - Blow-Up Ratio), um parâmetro crítico para controlar as propriedades do filme.
Etapa 4: Resfriamento e Solidificação
À medida que a bolha é puxada para cima, ela é resfriada por um anel de ar de alta velocidade montado no topo da matriz. O ponto em que o polímero derretido cristaliza e se torna um filme sólido é visível como uma "linha de gelo". A altura desta linha de gelo é outra variável chave que afeta a clareza e a resistência do filme.
Etapa 5: Colapso e Enrolamento
Mais acima na torre, a bolha resfriada é guiada através de uma estrutura de colapso que a achata em um tubo deitada-plana (lay-flat). Este tubo achatado é puxado através de um conjunto de rolos de aperto (nip rollers) e enrolado em um rolo grande para processamento subsequente, como impressão ou fabricação de sacos.
Por Que o Filme Soprado Domina as Embalagens
A popularidade deste método não é acidental; é um resultado direto das propriedades únicas que ele confere ao filme.
Orientação Biaxial: A Fonte da Resistência
Ao esticar o filme tanto na direção da máquina (puxando-o para cima) quanto na direção transversal (inflando-o), as cadeias poliméricas se orientam em duas direções. Essa orientação biaxial cria um filme com tenacidade balanceada e superior, resistência à perfuração e resistência à tração em comparação com filmes não orientados.
Produção de Tubo Sem Costura
O processo cria naturalmente um tubo sem costura. Esta é uma grande vantagem para a produção de itens como sacolas de supermercado, sacos de lixo e revestimentos industriais, pois elimina a necessidade de selos laterais, que são frequentemente o ponto mais fraco de um saco.
Versatilidade e Coextrusão
Linhas modernas de filme soprado podem usar múltiplas extrusoras alimentando uma única matriz para produzir filmes multicamadas. Este processo, chamado coextrusão, permite que os fabricantes combinem as propriedades de diferentes polímeros — por exemplo, uma camada de barreira para preservação de alimentos, uma camada de resistência para durabilidade e uma camada externa receptiva à impressão.
Entendendo as Compensações (Trade-offs)
Nenhum processo é perfeito. A objetividade exige reconhecer onde o filme soprado tem limitações em comparação com sua alternativa principal, a extrusão de filme fundido (cast film).
Desafios no Controle de Espessura
Devido à natureza de inflar uma bolha autoportante, controlar a espessura (bitola) do filme com alta precisão é mais difícil do que em outros processos. Isso resulta em maior variação de bitola em toda a teia do filme.
Menor Clareza Óptica
O processo de resfriamento a ar relativamente lento permite a formação de estruturas cristalinas maiores dentro do polímero. Essa cristalinidade aumentada leva a maior nebulosidade (haze) e menor clareza em comparação com o filme fundido, que é rapidamente resfriado em um rolo refrigerado.
Taxas de Produção Mais Lentas
Geralmente, as linhas de filme soprado operam em velocidades mais lentas e têm taxas de produção mais baixas do que as linhas de filme fundido de largura semelhante. O processo de resfriamento é frequentemente o fator limitante.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar o processo de fabricação de filme correto depende inteiramente dos requisitos de desempenho do seu produto final.
- Se seu foco principal é tenacidade e produção de sacos com bom custo-benefício: O filme soprado é a escolha superior devido à sua orientação biaxial e formato de tubo sem costura.
- Se seu foco principal é clareza óptica e uniformidade de espessura precisa: Você deve considerar a extrusão de filme fundido, pois seu resfriamento rápido proporciona um produto mais liso, mais claro e mais consistente.
- Se seu foco principal é criar um filme de barreira complexo: O filme soprado multicamadas (coextrusão) oferece uma maneira versátil e econômica de combinar diferentes funções de polímero em uma única estrutura.
Em última análise, dominar o processo de filme soprado significa manipular um equilíbrio delicado de calor, ar e velocidade para projetar as propriedades exatas do filme que sua aplicação exige.
Tabela de Resumo:
| Aspecto Chave | Descrição |
|---|---|
| Uso Principal | Fabricação de tubos plásticos finos e sem costura para embalagens flexíveis (ex: sacos, revestimentos). |
| Vantagem Principal | Orientação biaxial para resistência superior, tenacidade e resistência à perfuração. |
| Materiais Comuns | Resinas de polietileno (PEBD, PEBDL, PEAD). |
| Variáveis Chave do Processo | Razão de Sopro (BUR), altura da linha de gelo. |
| Limitações | Menor clareza óptica e uniformidade de espessura em comparação com o filme fundido. |
Pronto para projetar o filme perfeito para suas necessidades de embalagem? O processo de filme soprado requer controle preciso de materiais e equipamentos para alcançar resistência e desempenho ideais. Na KINTEK, somos especializados no fornecimento de equipamentos de laboratório e consumíveis de alta qualidade essenciais para pesquisa e desenvolvimento de polímeros, incluindo ferramentas de teste e análise que ajudam a otimizar seu processo de extrusão. Se você está desenvolvendo novas formulações de filmes ou garantindo o controle de qualidade, nossas soluções apoiam sua inovação do laboratório à produção. Entre em contato com nossos especialistas hoje para discutir como podemos apoiar a contribuição do seu laboratório para soluções de embalagens avançadas.
Guia Visual
Produtos relacionados
- Máquina de Extrusão de Filme Soprado de Laboratório Co-Extrusão de Três Camadas
- Máquina de Fundição de Filme Esticável de PVC para Plástico de Laboratório para Teste de Filme
- Máquina de Granulação de Plástico com Extrusora de Duplo Parafuso
- Pequena Máquina de Calandragem de Borracha de Laboratório
- Máquina de Forno de Prensagem a Quente a Vácuo para Laminação e Aquecimento
As pessoas também perguntam
- Que produtos são extrudados por filme soprado? De sacolas de supermercado a chapas industriais
- O que faz uma máquina de extrusão tubular (blown film)? Transforma Pellets de Plástico em Filme Versátil
- O que é a técnica de extrusão de filme soprado? Dominando a Orientação Biaxial para Resistência Superior do Filme
- O que é a técnica de filme soprado? Um Guia para a Produção de Filmes Plásticos de Alta Resistência
- Quais são as desvantagens da extrusão de filme soprado? Superando as Limitações de Precisão e Velocidade







