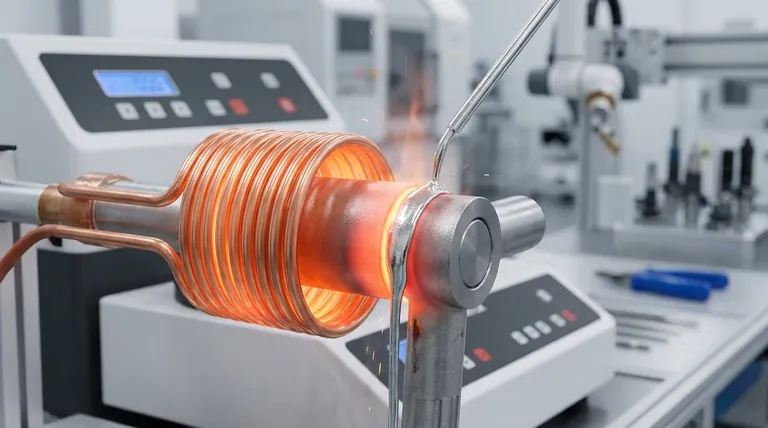
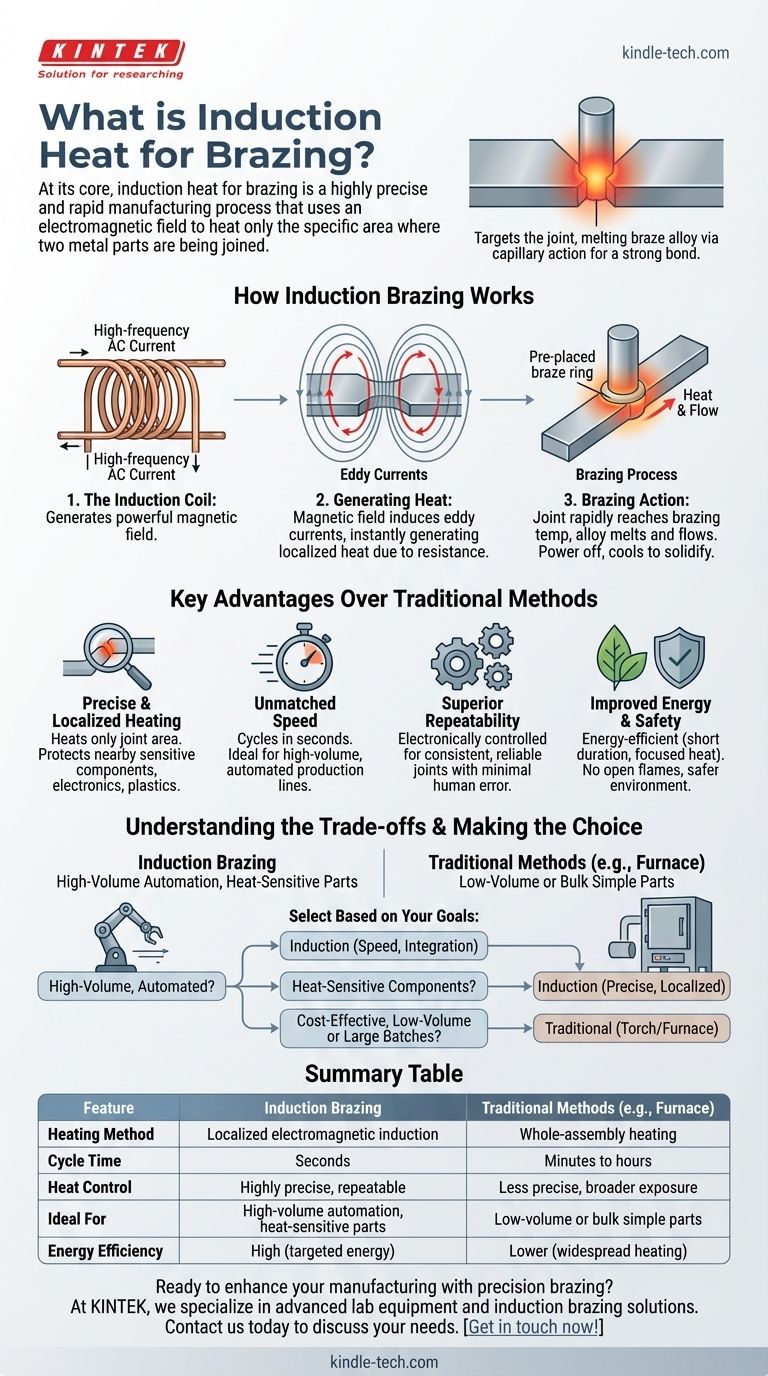
Em sua essência, o aquecimento por indução para brasagem é um processo de fabricação altamente preciso e rápido que utiliza um campo eletromagnético para aquecer apenas a área específica onde duas peças de metal estão sendo unidas. Ao contrário dos métodos que aquecem todo o conjunto, a indução visa a junta, fazendo com que um metal de adição (a liga de brasagem) derreta e flua por ação capilar, criando uma ligação excepcionalmente forte ao esfriar.
A vantagem fundamental da brasagem por indução não é apenas como ela aquece, mas o que ela não aquece. Ao localizar a energia diretamente na junta, ela oferece velocidade, controle e repetibilidade incomparáveis, protegendo componentes sensíveis da exposição indesejada ao calor.
Como Funciona a Brasagem por Indução
O aquecimento por indução é um processo sem contato. Ele se baseia nos princípios do eletromagnetismo para gerar calor diretamente dentro das peças a serem unidas, em vez de aplicar uma fonte de calor externa, como uma chama ou um elemento de forno.
O Papel da Bobina de Indução
O processo começa com uma bobina de indução projetada sob medida, geralmente feita de tubo de cobre. Uma corrente alternada (CA) de alta frequência é passada por esta bobina.
Essa corrente gera um campo magnético poderoso e alternado rapidamente no espaço dentro e ao redor da bobina.
Gerando Calor com Correntes Parasitas (Eddy Currents)
Quando o conjunto de metal a ser brasado é colocado dentro deste campo magnético, o campo induz correntes elétricas circulantes dentro do próprio metal. Estas são conhecidas como correntes parasitas (eddy currents).
A resistência elétrica inerente das peças metálicas se opõe ao fluxo dessas correntes parasitas, o que gera instantaneamente calor intenso e localizado. Este é o mesmo princípio que permite que um fogão de indução aqueça uma panela sem que a própria superfície fique quente.
O Processo de Brasagem em Ação
As etapas operacionais são simples e rápidas. Os componentes são montados com a liga de brasagem pré-posicionada na junta, geralmente na forma de um anel ou pasta.
O conjunto é colocado dentro da bobina de indução, a energia é aplicada por alguns segundos, e a área da junta atinge rapidamente a temperatura de brasagem. A liga derrete, flui para a junta, a energia é desligada e a peça esfria, solidificando a junta.
Principais Vantagens Sobre Métodos Tradicionais
Quando comparado a um método como a brasagem em forno, onde todo o conjunto é aquecido por um período prolongado, os benefícios únicos da indução ficam claros.
Aquecimento Preciso e Localizado
Esta é a vantagem mais significativa. A indução aquece apenas o metal próximo à junta. Isso é crucial para aplicações que envolvem componentes eletromecânicos ou conjuntos onde plásticos, eletrônicos ou zonas termicamente tratadas próximas seriam danificados pelo calor disperso de um forno.
Velocidade e Vazão Incomparáveis
Os ciclos de aquecimento por indução são medidos em segundos, não em minutos ou horas. Isso o torna ideal para integração direta em linhas de produção automatizadas de alto volume, aumentando significativamente a vazão em comparação com processos de forno baseados em lote.
Repetibilidade Superior e Controle de Qualidade
O processo de indução é controlado eletronicamente. O nível de potência, a frequência e a duração do aquecimento podem ser definidos com precisão e repetidos milhares de vezes sem desvio. Isso resulta em juntas altamente consistentes e confiáveis com erro humano mínimo.
Melhor Eficiência Energética e Segurança
Como a energia é aplicada apenas por um curto período e focada em uma pequena área, a brasagem por indução é muito mais eficiente em termos de energia. Também cria um ambiente de trabalho mais seguro, sem chamas abertas e com significativamente menos calor ambiente.
Entendendo as Compensações (Trade-offs)
Embora poderosa, a brasagem por indução não é uma solução universal. Sua eficácia está ligada a fatores físicos e econômicos específicos.
Investimento Inicial em Equipamento
O custo inicial de uma fonte de alimentação de indução e bobinas fabricadas sob medida pode ser substancial. Este método é mais justificado para produção de alto volume, onde o retorno sobre o investimento é claro.
Dependência da Geometria da Peça
O formato das peças dita o projeto da bobina de indução. Para uma junta forte, o aquecimento deve ser uniforme. Geometrias complexas ou irregulares podem dificultar o projeto de uma bobina que aqueça a área da junta de maneira uniforme.
Não Ideal para Processamento em Massa
A brasagem em forno se destaca no processamento de milhares de peças pequenas e não sensíveis simultaneamente em um único lote. A indução é um processo serial, lidando com um conjunto por vez, o que é menos eficiente para esse tipo de produção em massa.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do método de brasagem correto depende inteiramente de seus objetivos específicos de qualidade, volume e da natureza de seus componentes.
- Se seu foco principal é produção automatizada de alto volume: A indução é a escolha superior por sua velocidade e integração perfeita nas linhas de produção.
- Se seu foco principal é unir conjuntos com componentes sensíveis ao calor: O aquecimento preciso e localizado da indução é frequentemente a única opção viável para evitar danos.
- Se seu foco principal é produção de baixo volume com custo-benefício: A brasagem tradicional com maçarico ou em forno pode ser mais econômica sem a necessidade de ferramentas personalizadas.
- Se seu foco principal é processar grandes lotes de peças simples: A brasagem em forno oferece uma eficiência de escala que a indução não consegue igualar.
Ao entender seu princípio de energia direcionada, você pode alavancar a brasagem por indução para alcançar velocidade, precisão e qualidade incomparáveis em seu processo de fabricação.
Tabela Resumo:
| Característica | Brasagem por Indução | Métodos Tradicionais (ex: Forno) |
|---|---|---|
| Método de Aquecimento | Indução eletromagnética localizada | Aquecimento de todo o conjunto |
| Tempo de Ciclo | Segundos | Minutos a horas |
| Controle de Calor | Altamente preciso, repetível | Menos preciso, exposição de calor mais ampla |
| Ideal Para | Automação de alto volume, peças sensíveis ao calor | Baixo volume ou peças simples em massa |
| Eficiência Energética | Alta (energia direcionada) | Menor (aquecimento generalizado) |
Pronto para aprimorar sua fabricação com brasagem de precisão?
Na KINTEK, somos especializados em equipamentos de laboratório avançados e consumíveis, incluindo soluções de brasagem por indução adaptadas às suas necessidades de laboratório e produção. Nossa experiência garante que você alcance uniões mais fortes, maior vazão e proteção superior para componentes sensíveis.
Entre em contato conosco hoje para discutir como nossos sistemas de brasagem por indução podem otimizar seu processo. Fale conosco agora!
Guia Visual
Produtos relacionados
- Sistema de Rotação por Fusão a Vácuo Forno de Fusão a Arco
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Forno de Indução a Vácuo em Escala Laboratorial
- Fornalha de Fusão por Arco a Vácuo Não Consumível
As pessoas também perguntam
- Como os fornos de indução a vácuo ou de fusão por arco facilitam a síntese de fases MAX U-Al-C? Precisão de Calor e Pureza
- Como funciona a fusão por indução a vácuo? Obtenha Ligas de Alto Desempenho e Ultra-Puras
- Quais são as vantagens de um forno de fusão por indução a vácuo? Obtenha ligas de alta pureza com VIM de precisão
- Quais são os componentes principais dentro da câmara de vácuo de um forno de fusão por indução a vácuo? Um guia para o conjunto de fusão central
- Qual é o papel fundamental de um forno de fusão por indução a vácuo na produção de aço sem níquel? Obtenção de Ligas de Alta Pureza






