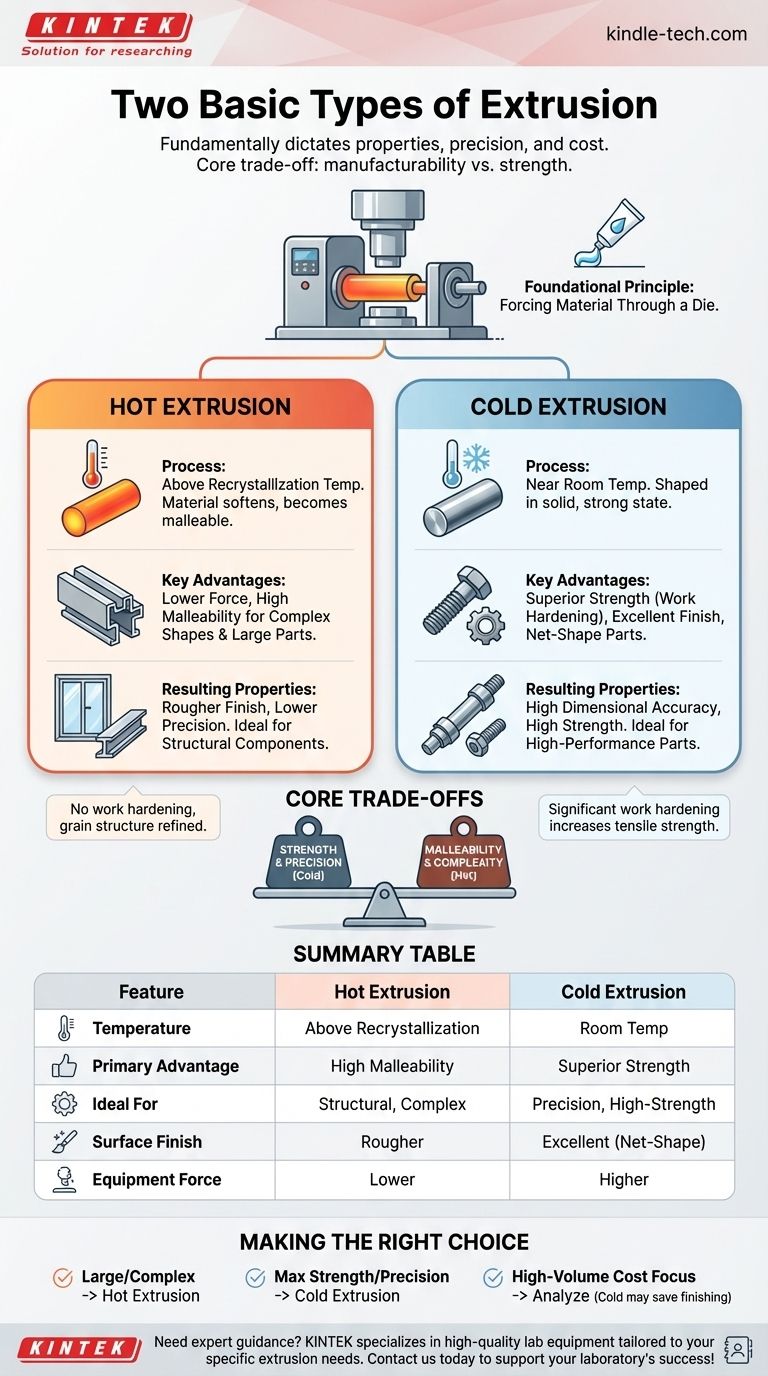
Na fabricação, os dois tipos fundamentais de extrusão são a extrusão a quente e a extrusão a frio. A principal diferença é a temperatura do material (o tarugo) em relação ao seu ponto de recristalização, uma escolha que dita fundamentalmente as propriedades finais, a precisão e o custo da peça extrudada.
A decisão entre extrusão a quente e a frio é um compromisso fundamental de engenharia. A extrusão a quente prioriza a capacidade de fabricação para formas complexas e peças grandes, enquanto a extrusão a frio prioriza a resistência do material e a precisão dimensional para componentes de alto desempenho.
O que é Extrusão? Uma Visão Geral Fundamental
O Princípio Básico: Forçar o Material Através de uma Matriz
Em sua essência, a extrusão é um processo de compressão que força um material através de uma matriz com um perfil de seção transversal específico. Imagine espremer pasta de dente de um tubo — a pasta de dente é o material, e a abertura circular do tubo é a matriz.
Este processo cria uma peça alongada de material com o mesmo perfil da abertura da matriz. É uma maneira extremamente eficiente de produzir peças com seção transversal constante.
Extrusão a Quente: Moldando Materiais com Calor
O Processo: Acima da Temperatura de Recristalização
A extrusão a quente é realizada em um tarugo aquecido acima de sua temperatura de recristalização. Nessa temperatura, o material amolece e se torna altamente maleável sem endurecer à medida que é deformado.
Vantagens Principais: Menor Força e Alta Maleabilidade
Como o material está macio, ele requer significativamente menos força para ser empurrado através da matriz. Isso permite a produção de peças muito grandes e seções transversais altamente complexas que seriam impossíveis de alcançar com a extrusão a frio.
Propriedades Resultantes: Ideal para Componentes Estruturais
As altas temperaturas impedem que o material ganhe resistência durante o processo (encruamento). Embora isso possa refinar a estrutura de grãos, a peça final pode ter um acabamento superficial mais áspero e menor precisão dimensional devido à expansão e contração térmica.
Isso a torna perfeita para aplicações como caixilhos de janelas, corrimãos e grandes componentes estruturais para carrocerias aeroespaciais e automotivas, onde a forma geral é mais crítica do que a precisão microscópica.
Extrusão a Frio: Precisão Forjada à Temperatura Ambiente
O Processo: Próximo à Temperatura Ambiente
A extrusão a frio é realizada com o tarugo à temperatura ambiente ou próxima a ela, bem abaixo do seu ponto de recristalização. O material é moldado em seu estado sólido e forte.
Vantagens Principais: Resistência e Acabamento Superiores
Forçar o material através da matriz nessa temperatura causa encruamento (ou endurecimento por deformação). Este processo altera fundamentalmente a estrutura de grãos do material, aumentando significativamente sua resistência à tração e dureza.
Propriedades Resultantes: Peças de Alta Resistência e Forma Final (Net-Shape)
A extrusão a frio produz peças com excelente acabamento superficial e precisão dimensional excepcional. Esses componentes são frequentemente considerados "forma final" (net-shape), o que significa que requerem pouca ou nenhuma usinagem secundária.
É por isso que a extrusão a frio é o método preferido para peças de alto desempenho, como fixadores (parafusos, porcas), engrenagens pequenas e eixos automotivos críticos, onde resistência e precisão são inegociáveis.
Entendendo os Compromissos Centrais
Resistência vs. Maleabilidade
A extrusão a frio produz uma peça mais forte e mais dura devido ao encruamento. A extrusão a quente permite uma ductilidade muito maior durante a fabricação, possibilitando a formação de formas mais complexas.
Precisão Dimensional vs. Complexidade
A extrusão a frio oferece tolerâncias dimensionais superiores e um acabamento superficial liso. A extrusão a quente pode produzir perfis de seção transversal mais intrincados e maiores, mas com menos precisão.
Custos de Equipamento e Ferramental
As imensas forças necessárias para a extrusão a frio exigem prensas mais potentes e ferramentas extremamente duráveis (e caras). O maquinário e as matrizes de extrusão a quente podem ser menos robustos, reduzindo os custos de capital iniciais.
Fazendo a Escolha Certa para Sua Aplicação
A escolha do processo de extrusão correto requer alinhar os pontos fortes do método com o objetivo principal do seu projeto.
- Se seu foco principal são componentes estruturais grandes ou perfis complexos: A extrusão a quente é a escolha superior devido aos menores requisitos de força e à capacidade de moldar material altamente maleável.
- Se seu foco principal é resistência máxima, precisão e acabamento superficial: A extrusão a frio é a única opção, pois o efeito de encruamento produz peças mais fortes, de forma final, prontas para uso imediato.
- Se seu foco principal é o custo geral de uma peça de alto volume: A análise é mais complexa; a extrusão a frio pode eliminar os custos de acabamento secundário, potencialmente tornando-a mais barata no geral, apesar dos custos iniciais mais altos de ferramental e energia.
Compreender essa escolha fundamental entre moldar com calor ou com força é o primeiro passo para dominar o projeto de qualquer componente extrudado.

Tabela Resumo:
| Característica | Extrusão a Quente | Extrusão a Frio |
|---|---|---|
| Temperatura | Acima do ponto de recristalização do material | À temperatura ambiente ou próxima a ela |
| Vantagem Principal | Alta maleabilidade para formas complexas | Resistência e precisão dimensional superiores |
| Ideal Para | Componentes estruturais grandes, perfis complexos | Peças de alta resistência e precisão, como fixadores e engrenagens |
| Acabamento Superficial | Mais áspero | Excelente, frequentemente forma final |
| Força do Equipamento | Menor força necessária | Maior força necessária |
Precisa de orientação especializada na seleção do processo de extrusão correto para suas necessidades de laboratório ou produção? Na KINTEK, somos especializados em fornecer equipamentos de laboratório e consumíveis de alta qualidade adaptados às suas necessidades específicas. Se você está trabalhando em componentes estruturais complexos ou peças de alta resistência de precisão, nossa equipe pode ajudá-lo a escolher as ferramentas certas para resultados ótimos. Entre em contato conosco hoje para discutir como podemos apoiar o sucesso do seu laboratório!
Guia Visual
Produtos relacionados
- Máquina de Extrusão de Filme Soprado de Laboratório Co-Extrusão de Três Camadas
- Máquina de Granulação de Plástico com Extrusora de Duplo Parafuso
- Máquina de Fundição de Filme Esticável de PVC para Plástico de Laboratório para Teste de Filme
As pessoas também perguntam
- O que é a técnica de filme soprado? Um Guia para a Produção de Filmes Plásticos de Alta Resistência
- O que é a técnica de extrusão de filme soprado? Dominando a Orientação Biaxial para Resistência Superior do Filme
- Qual é a utilidade de uma máquina de filme soprado? Para Produzir Filmes Plásticos Fortes e Versáteis para Embalagens
- O que faz uma máquina de extrusão tubular (blown film)? Transforma Pellets de Plástico em Filme Versátil
- Que produtos são extrudados por filme soprado? De sacolas de supermercado a chapas industriais


