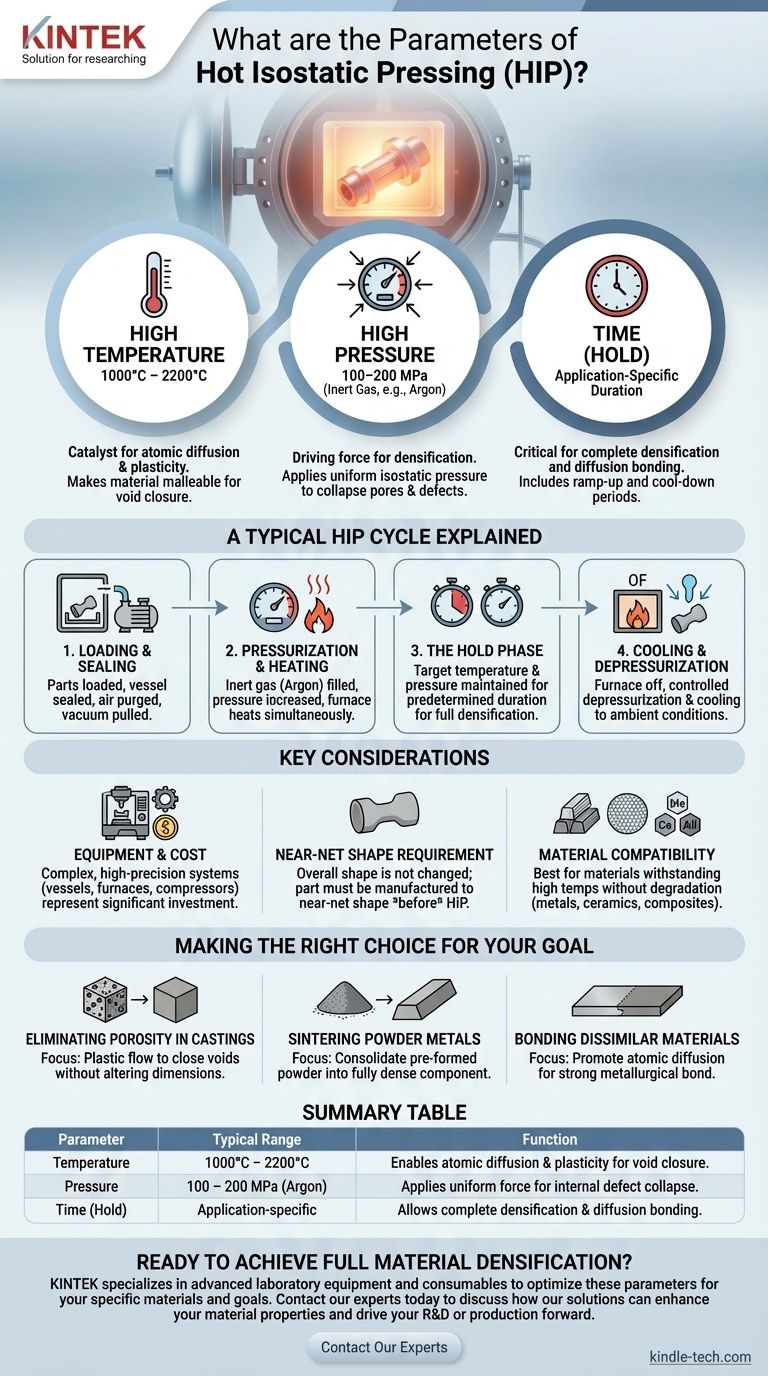
Em sua essência, a prensagem isostática a quente (HIP) é definida por três parâmetros primários: alta temperatura, alta pressão e a duração do ciclo do processo. Esta técnica avançada de fabricação aplica pressão uniforme em todas as direções a um componente, tipicamente variando de 100 a 200 MPa, enquanto simultaneamente o aquece em um forno a temperaturas entre 1000°C e 2200°C. Um gás inerte, como o argônio, é usado como meio para transferir essa pressão uniformemente, garantindo que a peça seja densificada ou ligada sem alterar sua forma geral.
A percepção crítica é que a prensagem isostática a quente não se trata apenas de aplicar calor e pressão, mas sim do controle preciso e simultâneo desses parâmetros dentro de uma atmosfera controlada para alcançar a densificação total do material, eliminar defeitos internos ou criar uma ligação metalúrgica entre materiais.

Os Parâmetros Essenciais do Processo HIP
Para entender a prensagem isostática a quente, você deve entender a função de cada variável controlada. O processo ocorre dentro de um sistema especializado que consiste em um vaso de alta pressão, um forno de aquecimento interno e sistemas de controle sofisticados.
Alta Temperatura
A temperatura é o catalisador da mudança no nível microscópico. Ao aquecer o material a uma alta temperatura, tipicamente abaixo de seu ponto de fusão, você permite a difusão atômica e a deformação plástica. Isso torna o material maleável o suficiente para que os vazios internos colapsem.
Pressão Isostática
A pressão é a força motriz para a densificação. Um gás inerte, quase sempre argônio, é comprimido a níveis extremamente altos (100–200 MPa) dentro do vaso. Este gás aplica uma pressão uniforme, ou isostática, de todas as direções sobre o componente, forçando fisicamente os poros internos, vazios e defeitos a se fecharem e soldarem.
Tempo de Processo
O terceiro parâmetro crítico é o tempo. O componente é mantido na temperatura e pressão alvo por uma duração específica, conhecida como tempo de retenção. Este período é essencial para permitir que o material tenha tempo suficiente para densificar completamente e para que a ligação por difusão ocorra onde for necessário. O ciclo total também inclui períodos controlados de aumento e resfriamento.
Um Ciclo HIP Típico Explicado
Os parâmetros de temperatura, pressão e tempo não são aplicados aleatoriamente. Eles são gerenciados dentro de um ciclo de processo altamente controlado e repetível para garantir resultados consistentes.
1. Carregamento e Vedação
Primeiro, as peças ou componentes são carregados na câmara de aquecimento, que é então selada dentro do vaso principal de alta pressão. O vaso é purgado de ar e um vácuo é puxado para remover quaisquer gases reativos como o oxigênio.
2. Pressurização e Aquecimento
O vaso é preenchido com gás argônio inerte, e a pressão é aumentada usando um compressor. Simultaneamente, o forno interno começa a aquecer a câmara e os componentes. Esses dois parâmetros são elevados de maneira controlada e sincronizada.
3. A Fase de Retenção
Uma vez que a temperatura e a pressão alvo são atingidas, o sistema entra na fase de retenção. O sistema de controle mantém esses parâmetros com alta precisão pelo tempo predeterminado, permitindo que o material atinja seu estado final, totalmente denso.
4. Resfriamento e Despressurização
Após a conclusão da fase de retenção, o forno é desligado e o vaso começa a resfriar. A pressão do gás é liberada lenta e seguramente em uma fase de despressurização controlada. Uma vez em condições ambientais, os componentes podem ser removidos com segurança.
Compreendendo as Considerações Chave
Embora poderoso, o processo HIP envolve restrições e compensações específicas que são importantes de entender.
Equipamento e Custo
Os sistemas HIP são equipamentos altamente complexos e precisos. Eles consistem em um vaso de pressão de parede pesada, um forno de alta temperatura, compressores de gás, bombas de vácuo e sistemas de controle avançados. Essa complexidade torna o processo um investimento significativo.
Requisito de Forma Próxima à Final
A natureza isostática da pressão garante que a forma geral de um componente não seja alterada. Isso significa que a peça deve ser fabricada em sua forma próxima à final antes do ciclo HIP. O HIP é um processo de densificação ou ligação, não um processo de conformação.
Compatibilidade de Materiais
O processo é mais adequado para materiais que podem suportar altas temperaturas sem degradar. Isso inclui a maioria dos metais, ligas, cerâmicas e certos materiais compósitos. Os parâmetros específicos de temperatura e pressão devem ser cuidadosamente selecionados com base no material que está sendo processado.
Fazendo a Escolha Certa para o Seu Objetivo
Os parâmetros exatos para um ciclo HIP são escolhidos com base no material e no resultado desejado.
- Se o seu foco principal é eliminar a porosidade em fundições: A chave é selecionar uma temperatura e pressão suficientes para causar fluxo plástico e fechar vazios internos sem alterar as dimensões críticas da peça.
- Se o seu foco principal é sinterizar pós metálicos: Os parâmetros devem ser precisamente controlados para consolidar uma forma de pó pré-formada em um componente sólido totalmente denso, com propriedades mecânicas ótimas.
- Se o seu foco principal é ligar materiais dissimilares: O ciclo deve ser cuidadosamente projetado para promover a difusão atômica através da interface dos dois materiais, criando uma verdadeira ligação metalúrgica mais forte do que os materiais originais.
Em última análise, dominar a interação de temperatura, pressão e tempo é a chave para desbloquear todo o potencial da prensagem isostática a quente para sua aplicação.
Tabela Resumo:
| Parâmetro | Faixa Típica | Função |
|---|---|---|
| Temperatura | 1000°C – 2200°C | Permite a difusão atômica e a plasticidade do material para o fechamento de vazios. |
| Pressão | 100 – 200 MPa (Argônio) | Aplica força uniforme de todas as direções para colapsar defeitos internos. |
| Tempo (Retenção) | Específico da aplicação | Permite que ocorra a densificação completa e a ligação por difusão. |
Pronto para alcançar a densificação total do material e eliminar defeitos internos?
O controle preciso de temperatura, pressão e tempo é crítico para um ciclo bem-sucedido de Prensagem Isostática a Quente (HIP). A KINTEK é especializada em equipamentos e consumíveis avançados de laboratório, fornecendo a tecnologia e a experiência para otimizar esses parâmetros para seus materiais e objetivos específicos – seja você trabalhando com fundições, metais em pó ou compósitos avançados.
Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem aprimorar as propriedades de seus materiais e impulsionar sua P&D ou produção.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Hidráulica Aquecida 24T 30T 60T com Placas Aquecidas para Prensa a Quente de Laboratório
As pessoas também perguntam
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão

















