
Uma Única Falha Invisível
Imagine uma pá de turbina crítica em um motor a jato, girando milhares de vezes por minuto. Se ela falhar, a causa raramente é uma rachadura massiva e visível. Mais frequentemente, é um vazio microscópico, um espaço vazio não maior que um grão de poeira, deixado para trás durante sua criação.
Isso não é uma falha do próprio metal. É uma falha de pressão.
Nossa profunda confiança em componentes projetados é uma confiança em sua integridade interna. Assumimos que eles são perfeitamente sólidos. Mas a fabricação tradicional, que muitas vezes envolve força direcional — como um martelo ou uma prensa — pode criar tensões e inconsistências ocultas. É um método de força bruta.
Existe uma maneira mais elegante, mais fundamental. Um processo que usa a pressão não como um martelo, mas como um abraço universal.
O Princípio da Uniformidade
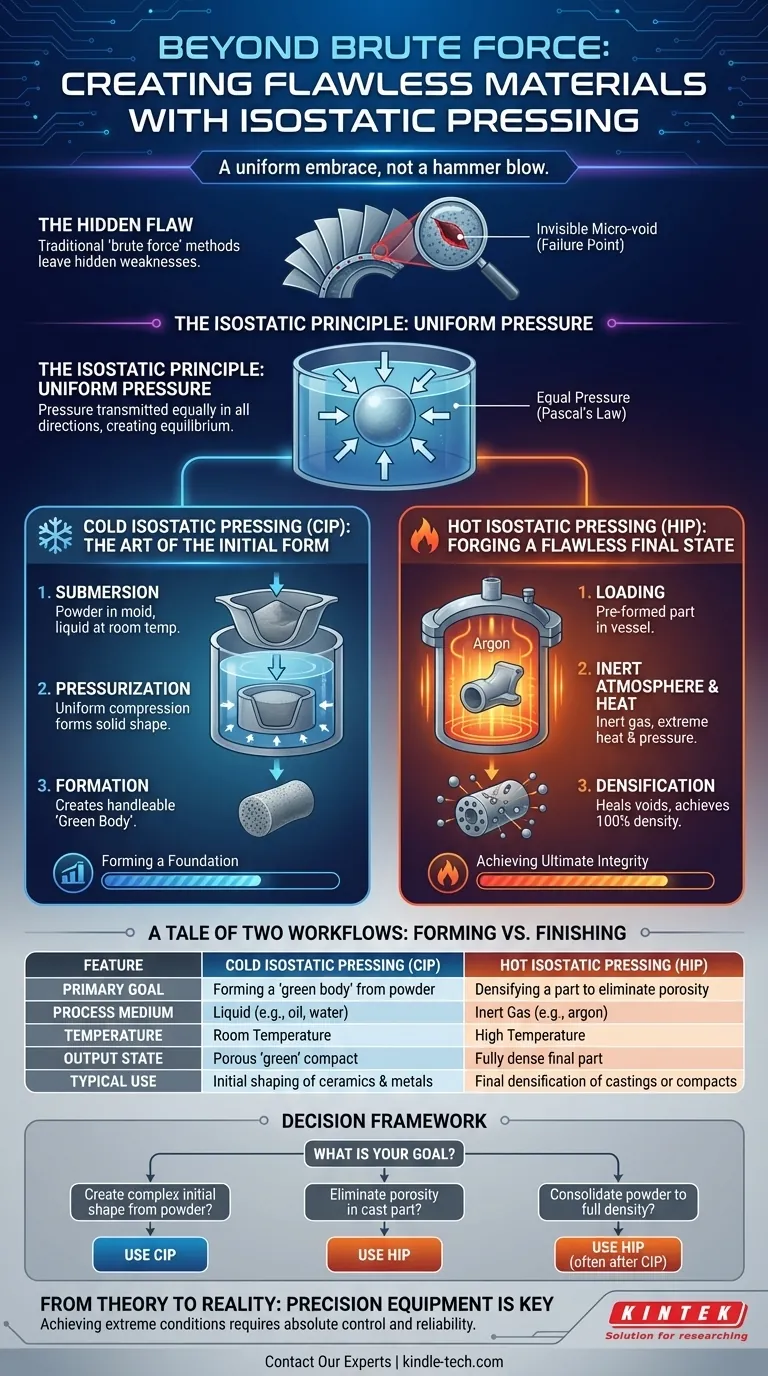
Tanto a Prensagem Isostática a Frio (CIP) quanto a Prensagem Isostática a Quente (HIP) são construídas sobre uma lei simples e poderosa da física: a pressão aplicada a um fluido contido é transmitida igualmente em todas as direções.
Em vez de pressionar uma peça de um ou dois lados, o componente é submerso em um meio fluido (líquido ou gasoso) que aplica pressão perfeitamente uniforme a cada ponto de sua superfície.
A mudança psicológica é profunda. Passamos de uma lógica de coerção para uma lógica de equilíbrio. O resultado é uma peça com densidade altamente uniforme e comportamento previsível, livre das fraquezas internas nascidas da força desigual.
Os Dois Caminhos para a Perfeição Isostática
Embora compartilhem um princípio central, CIP e HIP servem a propósitos distintos na jornada em direção a um material impecável. Eles representam dois estágios diferentes: a criação da forma e o aperfeiçoamento da substância.
Prensagem Isostática a Frio (CIP): A Arte da Forma Inicial
CIP é uma etapa de conformação. Começa com um pó — cerâmico, metálico ou polimérico — colocado dentro de um molde flexível e selado.
- Submersão: O molde é submerso em uma câmara de líquido, tipicamente óleo ou água, à temperatura ambiente.
- Pressurização: A câmara é pressurizada, fazendo com que o líquido comprima o molde uniformemente de todos os lados.
- Formação: As partículas de pó são forçadas a se unir, criando um objeto sólido e manipulável chamado "corpo verde".
Este corpo verde é como uma bola de neve perfeitamente compactada. Tem forma e resistência suficiente para ser manuseado, mas ainda não se tornou gelo. É uma base uniforme, pronta para a próxima etapa.
Prensagem Isostática a Quente (HIP): Forjando um Estado Final Impecável
HIP é uma etapa de acabamento, projetada para alcançar a integridade máxima do material. Ela pega uma peça pré-formada (como um corpo verde de CIP ou uma fundição de metal) e a aperfeiçoa.
- Carregamento: A peça é colocada dentro de um vaso de alta pressão.
- Atmosfera Inerte: O vaso é preenchido com um gás inerte de alta pureza, como argônio.
- Densificação: Tanto a temperatura quanto a pressão são elevadas a níveis extremos.
Sob este calor e pressão intensos e uniformes, os próprios átomos do material começam a se mover. Eles se difundem através das fronteiras de quaisquer vazios internos, efetivamente curando a peça de dentro para fora. Poros microscópicos simplesmente desaparecem. O resultado é um componente com densidade virtualmente 100%.
Uma História de Dois Fluxos de Trabalho: Formação vs. Acabamento
A escolha entre CIP e HIP depende inteiramente do seu objetivo. Você está tentando criar uma forma ou está tentando aperfeiçoar uma existente?
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Objetivo Principal | Formar um 'corpo verde' a partir de pó | Densificar uma peça para eliminar porosidade |
| Meio de Processo | Líquido (por exemplo, óleo, água) | Gás Inerte (por exemplo, argônio) |
| Temperatura | Temperatura Ambiente | Alta Temperatura |
| Estado de Saída | Compacto "verde" poroso | Peça final totalmente densa |
| Uso Típico | Modelagem inicial de cerâmicas e metais | Densificação final de fundidos ou compactos |
Isso leva a um quadro de decisão claro:
- Para criar uma forma inicial complexa a partir de pó: CIP é o método ideal para formar um "corpo verde" uniforme.
- Para eliminar a porosidade em uma peça de metal fundido: HIP é a etapa de acabamento essencial para máxima resistência.
- Para consolidar pó em uma peça final totalmente densa: Você quase sempre usará HIP, muitas vezes em uma peça pré-formada por CIP.
Da Teoria à Realidade: O Papel Crítico do Equipamento
Alcançar as condições extremas necessárias para a prensagem isostática é um desafio monumental de engenharia. Os vasos devem conter pressões centenas de vezes maiores do que um submersível de grande profundidade, e os fornos HIP devem atingir temperaturas capazes de fazer o metal fluir como argila.
A diferença entre um componente impecavelmente denso e um experimento falho reside na precisão e confiabilidade do equipamento de laboratório. É aqui que a teoria encontra a realidade. Transformar o princípio elegante da pressão uniforme em um material tangível e perfeito requer sistemas capazes de gerenciar essas forças com controle absoluto.
Na KINTEK, somos especializados nos equipamentos de laboratório que tornam essa transformação possível. Seja formando uma forma fundamental com CIP ou buscando a densidade teórica com HIP, nossos sistemas fornecem o controle e a confiabilidade necessários para ir além da fabricação de força bruta. Para criar materiais nos quais você possa confiar, sem exceção.
Para uma conversa mais aprofundada sobre como aplicar esses princípios em seu trabalho, Entre em Contato com Nossos Especialistas
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
Artigos relacionados
- Prensagem isostática a quente Uma visão geral do processo e do equipamento
- Prensagem isostática a quente: Uma tecnologia de fabrico avançada
- Compreender a prensa isostática a quente: Temperaturas de funcionamento e o seu impacto na qualidade e eficiência da moldagem
- WIP - Equipamento de prensa isostática a quente: Design, características e benefícios
- Guia para a escolha da temperatura correcta para a prensa isostática a quente

















