No aquecimento por indução, a alta frequência é usada para controlar e concentrar o calor com precisão perto da superfície de uma peça de trabalho. Este efeito é essencial para processos como endurecimento superficial, brasagem ou aquecimento de peças pequenas e finas onde a penetração profunda de calor é desnecessária ou indesejável. Quanto maior a frequência, menor a penetração de calor, permitindo um aquecimento rápido e eficiente ao nível da superfície.
A principal troca no aquecimento por indução é entre a profundidade de aquecimento e a frequência. A alta frequência confina a energia à superfície para um trabalho rápido e preciso em peças menores, enquanto a baixa frequência impulsiona o calor profundamente em componentes maiores para endurecimento total ou forjamento.
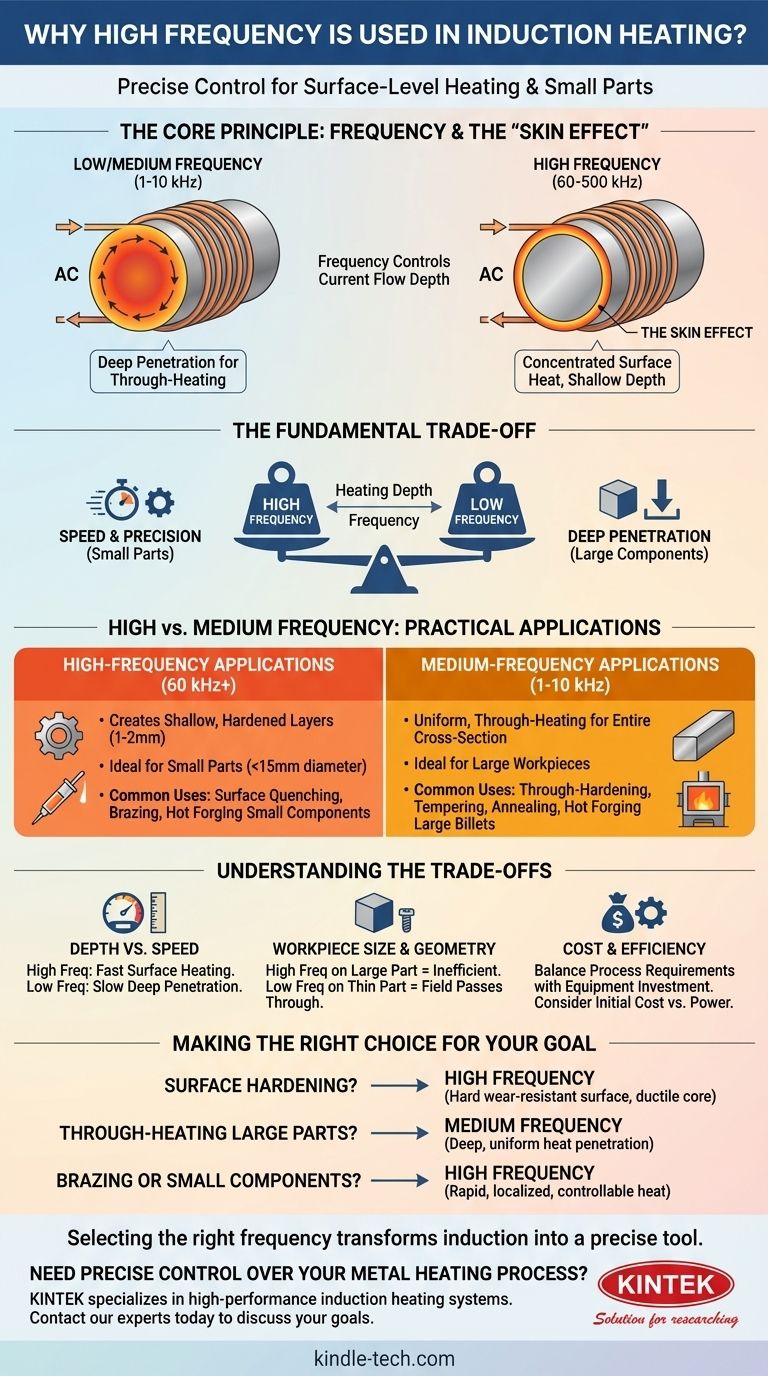
O Princípio Central: Frequência e o "Efeito Pelicular"
O que é o Efeito Pelicular?
O aquecimento por indução funciona induzindo uma corrente elétrica dentro de uma peça metálica. O "efeito pelicular" é um fenômeno natural onde esta corrente alternada (CA) tende a fluir em uma camada fina, ou "pele", perto da superfície do objeto.
A resistência do metal a este fluxo de corrente é o que gera o calor. Ao controlar onde a corrente flui, você pode controlar precisamente onde o aquecimento ocorre.
Como a Frequência Controla a Profundidade de Aquecimento
A frequência da corrente alternada é a principal ferramenta para controlar a espessura desta pele.
Uma corrente de alta frequência (tipicamente 60 kHz a 500 kHz) inverte a direção muito rapidamente, forçando a corrente elétrica para uma camada muito mais fina. Isso concentra uma imensa quantidade de energia de aquecimento diretamente na superfície.
Uma corrente de baixa ou média frequência (1 kHz a 10 kHz) permite que a corrente penetre muito mais profundamente na peça, resultando em um aquecimento mais uniforme e completo. A profundidade desta camada aquecida é frequentemente chamada de profundidade de referência elétrica.
Alta vs. Média Frequência: Uma Comparação Prática
A escolha da frequência é ditada inteiramente pelo material, pelo tamanho da peça e pelo resultado desejado do processo de aquecimento.
Aplicações de Alta Frequência (60 kHz+)
Sistemas de alta frequência são excelentes para aquecer peças pequenas ou criar camadas endurecidas rasas. O calor é gerado rapidamente e com precisão na superfície, muitas vezes criando uma camada endurecida de apenas 1-2mm de profundidade.
Usos comuns incluem têmpera superficial, brasagem, forjamento a quente de pequenos componentes e qualquer processo envolvendo peças menores que aproximadamente 15mm de diâmetro.
Aplicações de Média Frequência (1 kHz - 10 kHz)
Sistemas de média frequência são a solução para aquecer peças grandes que exigem penetração profunda de calor. São ideais para aplicações onde toda a seção transversal de uma peça precisa ser aquecida uniformemente.
Usos típicos incluem o endurecimento total, têmpera, recozimento e forjamento a quente de grandes lingotes ou componentes metálicos.
Compreendendo as Trocas
Escolher a frequência errada leva à ineficiência, maus resultados e desperdício de energia. A decisão envolve equilibrar vários fatores-chave.
Profundidade vs. Velocidade
A alta frequência aquece a camada superficial extremamente rápido, mas é ineficiente para aquecer o núcleo de uma peça grande. Por outro lado, a baixa frequência penetra profundamente, mas leva mais tempo para elevar toda a massa à temperatura.
Tamanho e Geometria da Peça de Trabalho
O tamanho da peça é crítico. Usar alta frequência em uma peça de trabalho muito grande é como tentar cozinhar um peru com um pequeno maçarico — apenas a pele aquecerá. Usar baixa frequência em uma peça muito fina é ineficiente, pois o campo de aquecimento pode passar direto por ela.
Custo e Eficiência
A escolha também tem implicações financeiras. Para algumas peças de trabalho, uma máquina de alta frequência de menor potência pode atingir o mesmo resultado que uma máquina de média frequência de maior potência, mas com um custo inicial menor. A decisão deve equilibrar os requisitos do processo com o investimento em equipamentos.
Fazendo a Escolha Certa para o Seu Objetivo
Em última análise, a frequência ideal é determinada pelo objetivo metalúrgico específico para sua peça de trabalho.
- Se o seu foco principal é o endurecimento superficial ou o endurecimento por cementação: A alta frequência é a escolha correta para criar uma superfície dura e resistente ao desgaste, mantendo o núcleo dúctil.
- Se o seu foco principal é o aquecimento total de uma peça grande para forjamento ou têmpera: A média frequência é necessária para garantir uma penetração de calor profunda e uniforme.
- Se o seu foco principal é a brasagem ou o aquecimento de componentes muito pequenos: A alta frequência fornece o calor rápido, localizado e controlável necessário para essas aplicações precisas.
Selecionar a frequência certa transforma a indução de um método de aquecimento simples em uma ferramenta precisa para engenharia de propriedades específicas do material.
Tabela Resumo:
| Faixa de Frequência | Caso de Uso Principal | Profundidade de Aquecimento | Ideal Para |
|---|---|---|---|
| Alta (60 kHz+) | Aquecimento Superficial | Raso (1-2mm) | Endurecimento superficial, brasagem, peças pequenas/finas |
| Média (1-10 kHz) | Penetração Profunda | Profundo e Uniforme | Endurecimento total, recozimento, grandes lingotes |
Precisa de controle preciso sobre o seu processo de aquecimento de metais?
A KINTEK é especializada em sistemas de aquecimento por indução de alto desempenho para laboratórios e aplicações industriais. Quer você precise de precisão de alta frequência para endurecimento superficial ou potência de média frequência para penetração profunda, nossos equipamentos garantem eficiência, repetibilidade e resultados superiores.
Entre em contato com nossos especialistas hoje para discutir seu material específico, tamanho da peça e objetivos metalúrgicos. Nós o ajudaremos a selecionar a frequência e o sistema ideais para aprimorar as capacidades e a produtividade do seu laboratório.
Guia Visual
Produtos relacionados
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Forno de Indução a Vácuo em Escala Laboratorial
- Prensa de Placa Plana Quantitativa com Aquecimento Infravermelho
- Máquina de Forno de Tubo CVD com Múltiplas Zonas de Aquecimento, Sistema de Câmara de Deposição Química a Vapor
- Circulador de Banho de Água de Aquecimento e Refrigeração de 10L para Reação de Temperatura Constante de Alta e Baixa Temperatura
As pessoas também perguntam
- Qual o papel da pressão mecânica na colagem por difusão a vácuo de tungstênio e cobre? Chaves para uma Colagem Sólida
- Por que um ambiente de alto vácuo deve ser mantido em um forno de prensa a quente a vácuo para a preparação de alvos de IZO?
- Quais vantagens um forno de prensagem a quente a vácuo oferece para eletrólitos cerâmicos LSLBO? Alcançar 94% de Densidade Relativa
- Quais são as vantagens de um forno de prensagem a quente a vácuo para W-50%Cu? Atingir 99,6% de Densidade a Temperaturas Mais Baixas
- Qual é o valor de aplicação de um forno de prensa a quente a vácuo? Desbloqueie Cerâmicas de Carboneto Complexas de Alta Densidade













